
一种用于汽车端锥壳体的模具加工方法.pdf

一条****ee

1/10
2/10

3/10

4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于汽车端锥壳体的模具加工方法.pdf
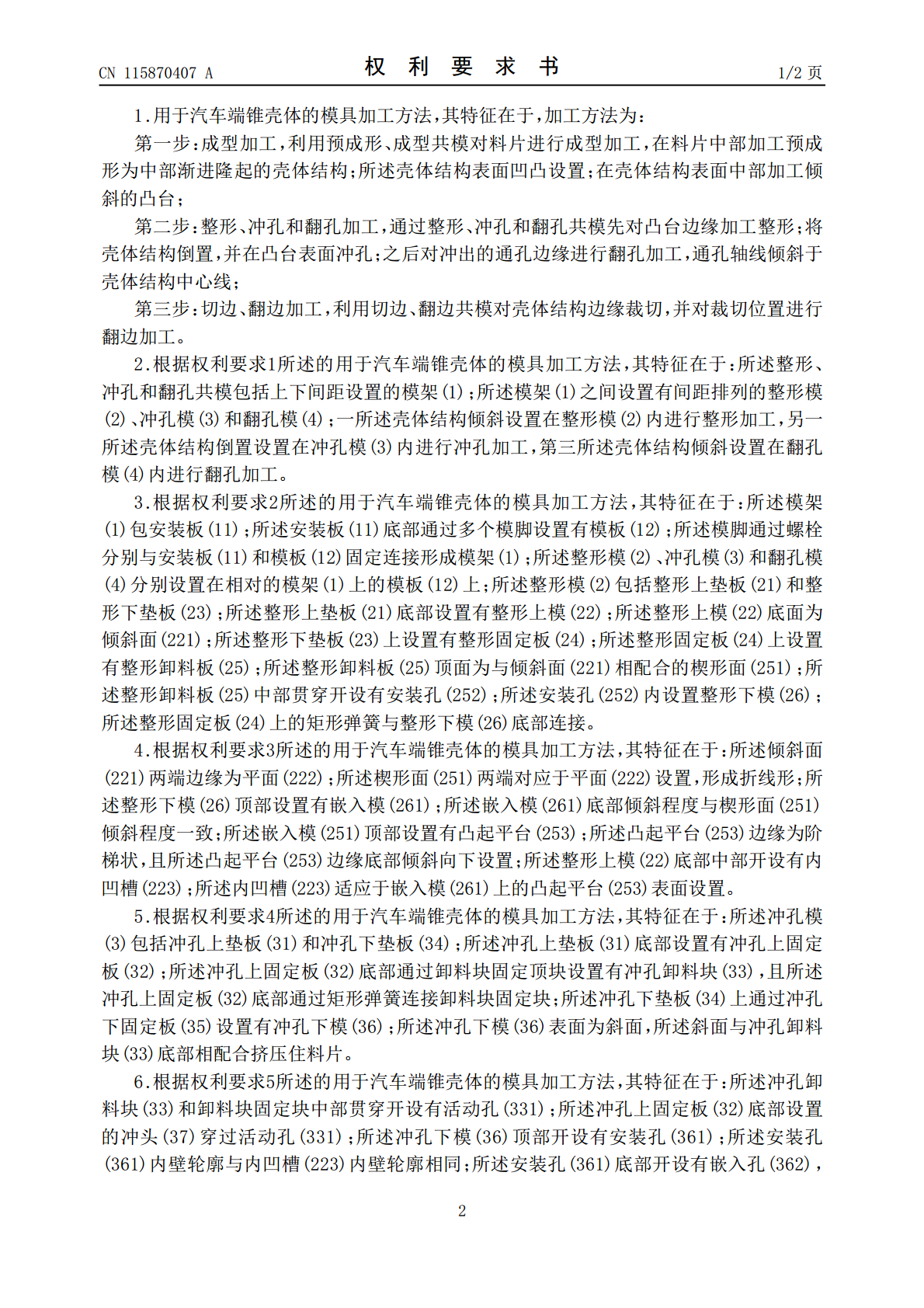
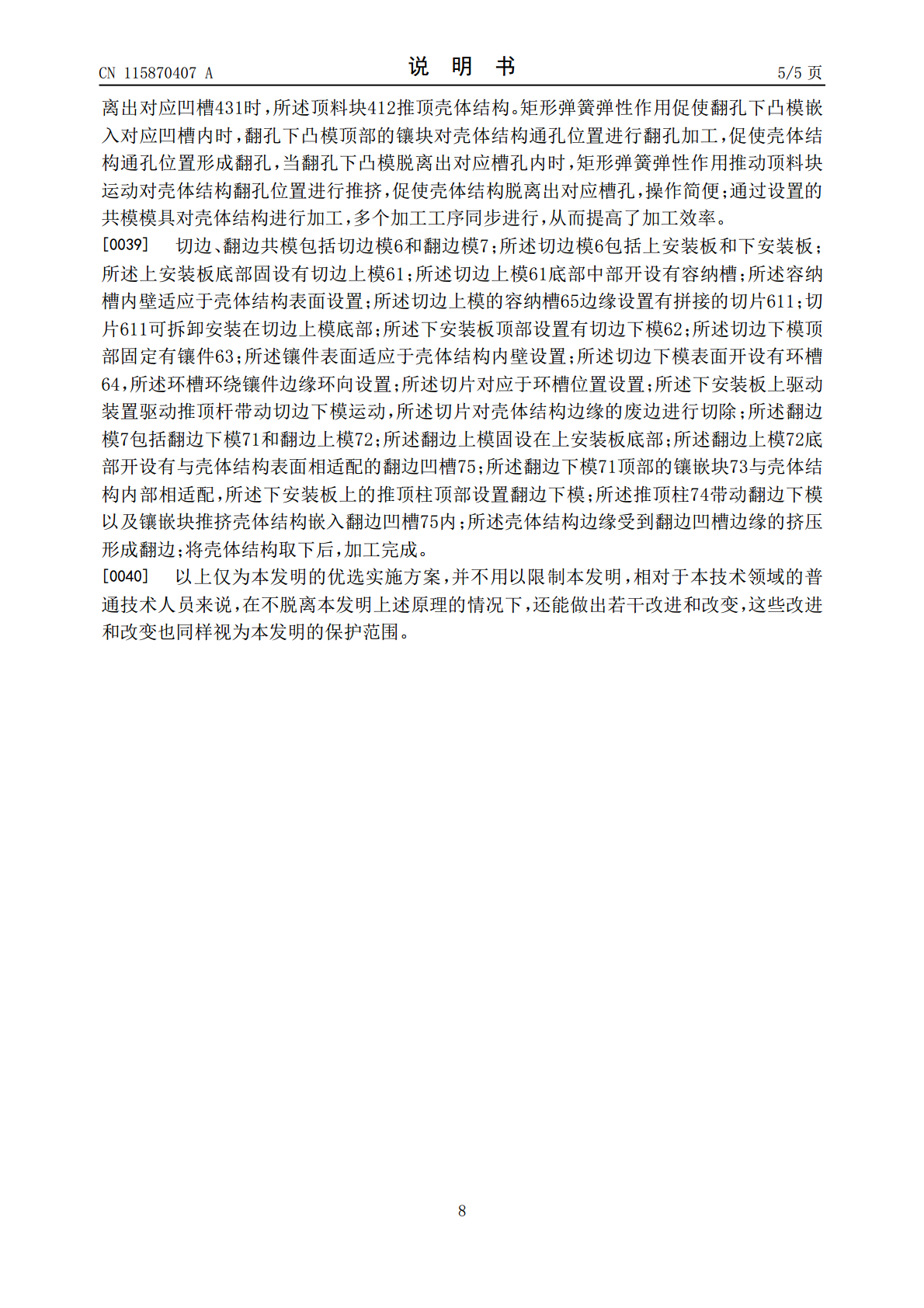
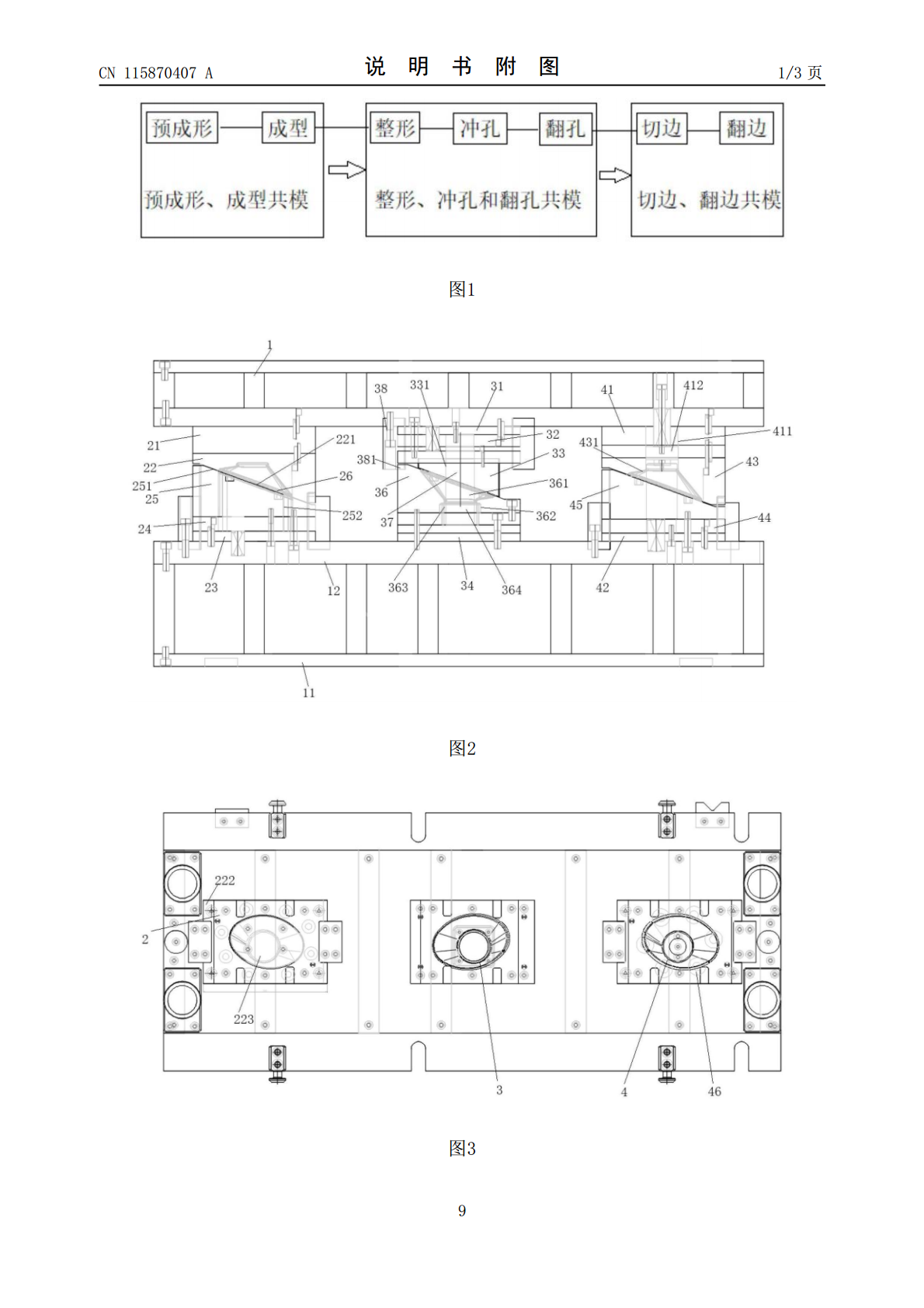
本发明公开了一种用于汽车端锥壳体的模具加工方法,加工方法为:第一步:成型加工,利用预成形、成型共模对料片进行成型加工,在料片中部加工预成形为中部渐进隆起的壳体结构;所述壳体结构表面凹凸设置;在壳体结构表面中部加工倾斜的凸台;第二步:整形、冲孔和翻孔加工,通过整形、冲孔和翻孔共模先对凸台边缘加工整形;将壳体结构倒置,并在凸台表面冲孔;之后对冲出的通孔边缘进行翻孔加工,通孔轴线倾斜于壳体结构中心线;第三步:切边、翻边加工,利用切边、翻边共模对壳体结构边缘裁切,并对裁切位置进行翻边加工。本发明提供一种用于汽车端
一种汽车出气端锥壳体的端口成型模具.pdf
本发明公开了一种汽车出气端锥壳体的端口成型模具,包括端口成型模具,端口成型模具包括切小端端口模具和切大端端口模具,切大端端口模具以切小端端口模具加工后的工件为基础进行大端端口的成型加工;切小端端口模具为两工序共模结构,在所述切小端端口模具一次开模行程中分别对第一预催出气半壳和第二预催出气半壳进行小端端口成型,切大端端口模具为两工序共模结构,在切大端端口模具的一次开模行程中对第一预催出气半壳和第二预催出气半壳进行切开分离,且对分离后的第一预催出气半壳、第二预催出气半壳的大端端口进行端面轮廓的成型。本发明提供
一种汽车进气端锥壳体的侧切修边模具.pdf
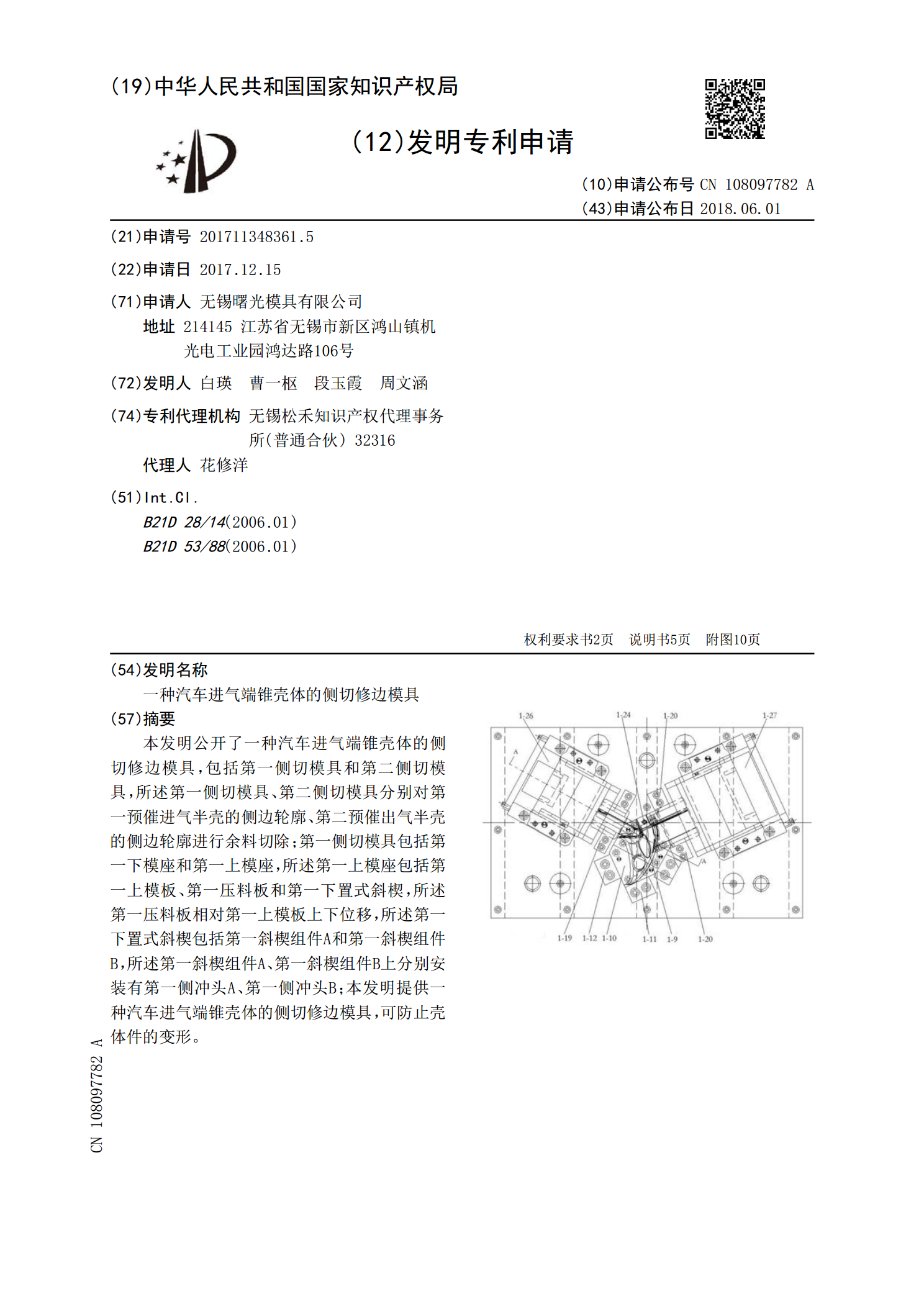
本发明公开了一种汽车进气端锥壳体的侧切修边模具,包括第一侧切模具和第二侧切模具,所述第一侧切模具、第二侧切模具分别对第一预催进气半壳的侧边轮廓、第二预催出气半壳的侧边轮廓进行余料切除;第一侧切模具包括第一下模座和第一上模座,所述第一上模座包括第一上模板、第一压料板和第一下置式斜楔,所述第一压料板相对第一上模板上下位移,所述第一下置式斜楔包括第一斜楔组件A和第一斜楔组件B,所述第一斜楔组件A、第一斜楔组件B上分别安装有第一侧冲头A、第一侧冲头B;本发明提供一种汽车进气端锥壳体的侧切修边模具,可防止壳体件的变
一种壳体加工方法及模具.pdf
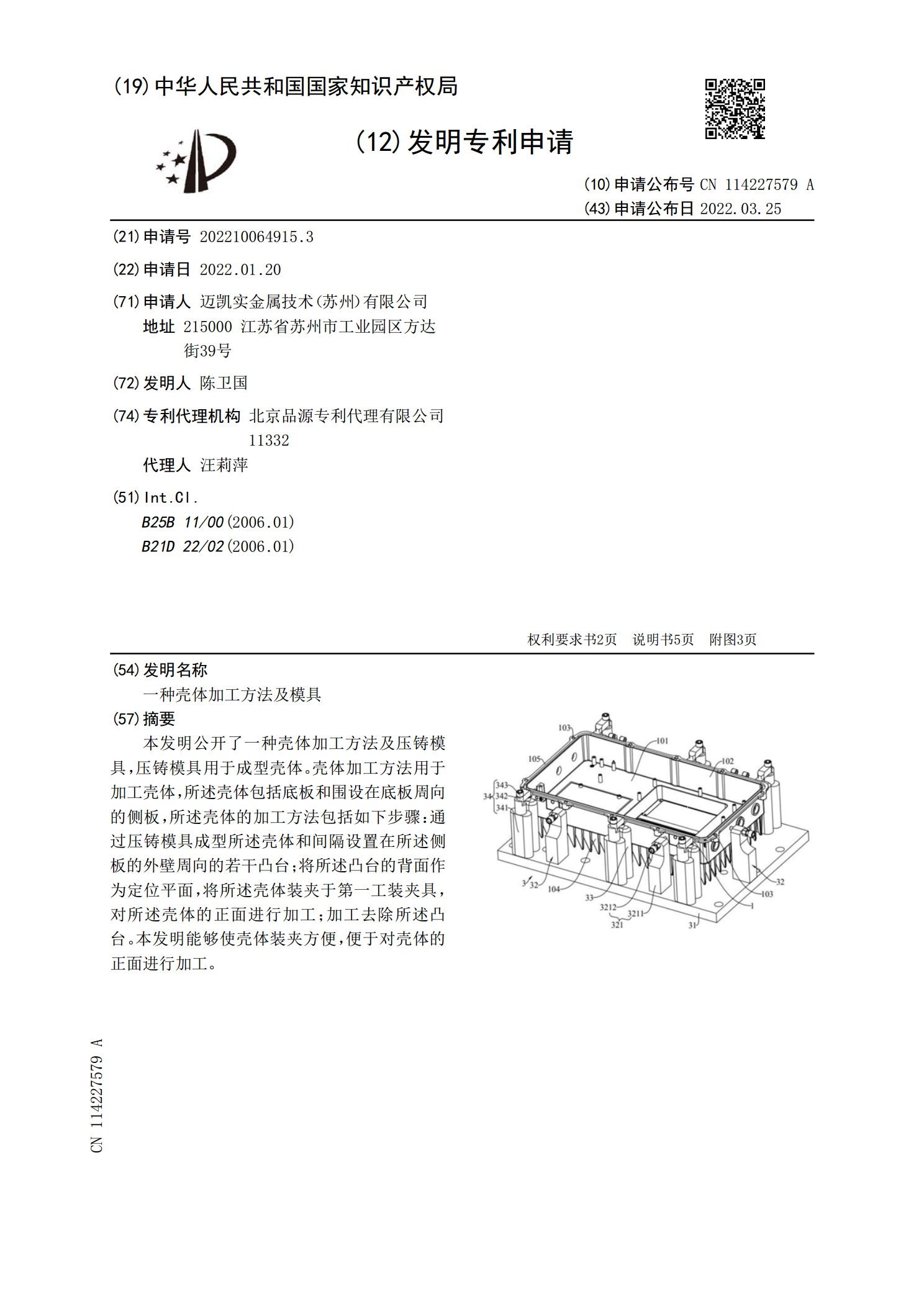
本发明公开了一种壳体加工方法及压铸模具,压铸模具用于成型壳体。壳体加工方法用于加工壳体,所述壳体包括底板和围设在底板周向的侧板,所述壳体的加工方法包括如下步骤:通过压铸模具成型所述壳体和间隔设置在所述侧板的外壁周向的若干凸台;将所述凸台的背面作为定位平面,将所述壳体装夹于第一工装夹具,对所述壳体的正面进行加工;加工去除所述凸台。本发明能够使壳体装夹方便,便于对壳体的正面进行加工。

一种壳体加工方法、模具、壳体及包含该壳体的电子装置.pdf
本发明公开一种壳体加工方法、模具、壳体及包含该壳体的电子装置,其中,壳体加工方法包括如下步骤:使壳体材料初成型至少具有壁部的坯件,所述坯件的壁部带有补强材料;使所述坯件由其壁部的一侧被定位;使所述补强材料被挤压,并使所述坯件由其壁部的另一侧被限位,以在所述壁部的一侧形成加强部。本发明提供的壳体加工方法首先是在壳体初步成型时预留增强材料,然后通过模具挤压增强材料,在壳体的壁部的一侧成型加强部,如此,在壳体加工过程中减少CNC步骤,有利于提高加工效率,而且,对于壳体的后续加工,例如开孔等,由于加强部的存在提高