
一种适用于板材冲压成型的润滑剂.pdf

Jo****63


1/5

2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种适用于板材冲压成型的润滑剂.pdf
本发明涉及一种适用于板材冲压成型的润滑剂,包括以下质量比例的组分:1~5%的表面活性剂,所述表面活性剂为萘磺酸盐;2~10%的硅油;1~2%的增粘剂;30~35%的有机醇;5~10%的聚丙烯酰胺;1~2%的磷酸盐;50ppm~80ppm的石墨,所述石墨的平均粒径为2~5μm;0.2~1.5%的缓蚀剂,所述缓蚀剂为有机钠盐和无机钠盐的混合物;其余为水。
一种板材的连续冲压成型方法.pdf
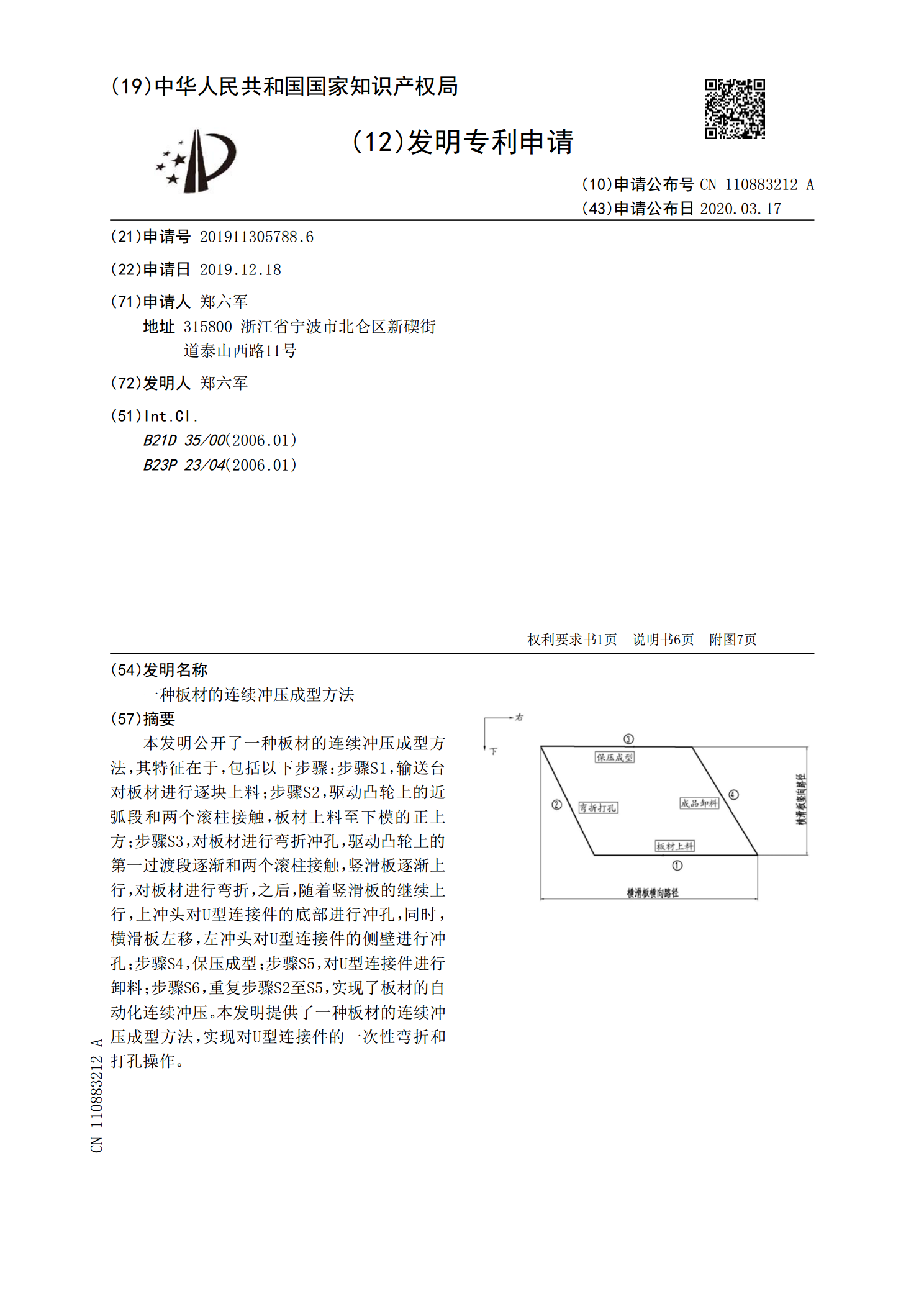
本发明公开了一种板材的连续冲压成型方法,其特征在于,包括以下步骤:步骤S1,输送台对板材进行逐块上料;步骤S2,驱动凸轮上的近弧段和两个滚柱接触,板材上料至下模的正上方;步骤S3,对板材进行弯折冲孔,驱动凸轮上的第一过渡段逐渐和两个滚柱接触,竖滑板逐渐上行,对板材进行弯折,之后,随着竖滑板的继续上行,上冲头对U型连接件的底部进行冲孔,同时,横滑板左移,左冲头对U型连接件的侧壁进行冲孔;步骤S4,保压成型;步骤S5,对U型连接件进行卸料;步骤S6,重复步骤S2至S5,实现了板材的自动化连续冲压。本发明提供了
一种冲压模具用润滑剂及镁合金冲压成型工艺.pdf
本发明涉及一种冲压模具用润滑剂及镁合金冲压成型工艺。该润滑剂主要由石墨烯和聚四氟乙烯组成;一种应用该润滑剂的镁合金冲压成型工艺,包括如下步骤:首先,将镁合金薄带材置于热处理炉中,在300~400℃条件下退火0.5~2h;然后,将冲压模具在255~300℃条件下预热0.5~3h后,在所述冲压模具上涂覆所述冲压模具用润滑剂;将热处理后的镁合金薄带材取出,置于预热后的凸模与凹模之间,对镁合金薄带材进行冲压成型;最后,将成型后的镁合金薄带材时效处理20~40h,得到冲压成品。本发明的工艺可以实现超薄镁合金板带材的
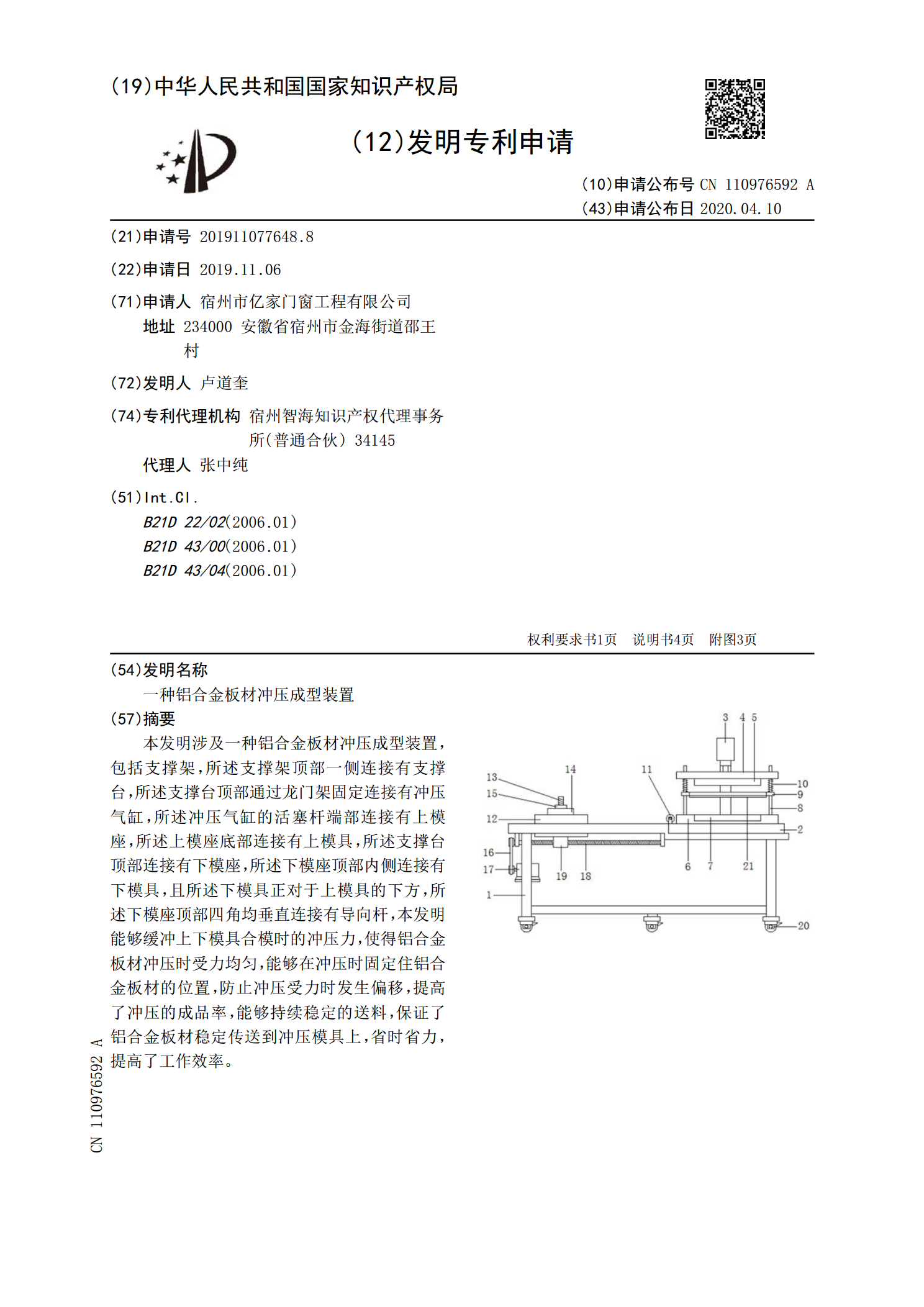
一种铝合金板材冲压成型装置.pdf
本发明涉及一种铝合金板材冲压成型装置,包括支撑架,所述支撑架顶部一侧连接有支撑台,所述支撑台顶部通过龙门架固定连接有冲压气缸,所述冲压气缸的活塞杆端部连接有上模座,所述上模座底部连接有上模具,所述支撑台顶部连接有下模座,所述下模座顶部内侧连接有下模具,且所述下模具正对于上模具的下方,所述下模座顶部四角均垂直连接有导向杆,本发明能够缓冲上下模具合模时的冲压力,使得铝合金板材冲压时受力均匀,能够在冲压时固定住铝合金板材的位置,防止冲压受力时发生偏移,提高了冲压的成品率,能够持续稳定的送料,保证了铝合金板材稳定
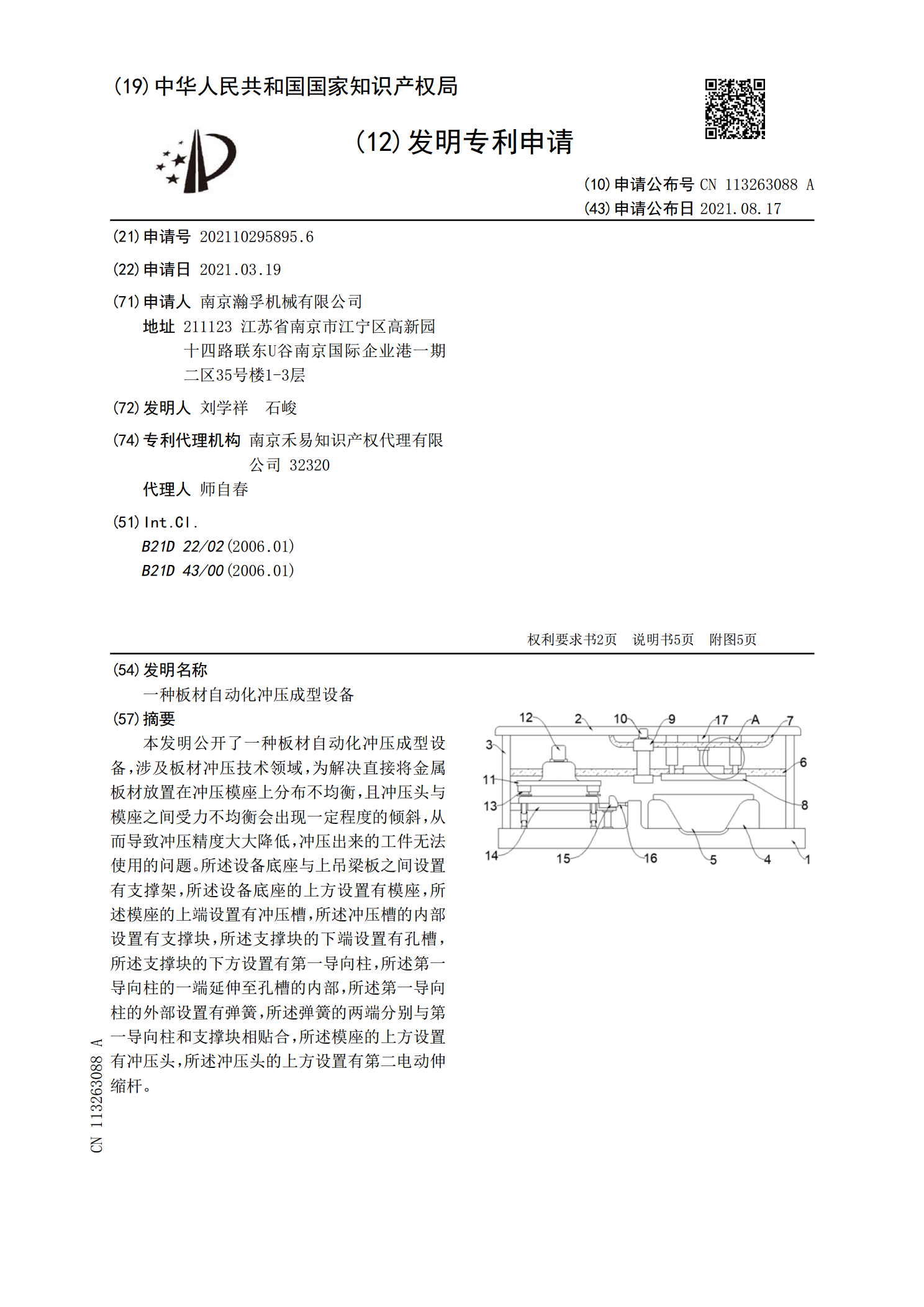
一种板材自动化冲压成型设备.pdf
本发明公开了一种板材自动化冲压成型设备,涉及板材冲压技术领域,为解决直接将金属板材放置在冲压模座上分布不均衡,且冲压头与模座之间受力不均衡会出现一定程度的倾斜,从而导致冲压精度大大降低,冲压出来的工件无法使用的问题。所述设备底座与上吊梁板之间设置有支撑架,所述设备底座的上方设置有模座,所述模座的上端设置有冲压槽,所述冲压槽的内部设置有支撑块,所述支撑块的下端设置有孔槽,所述支撑块的下方设置有第一导向柱,所述第一导向柱的一端延伸至孔槽的内部,所述第一导向柱的外部设置有弹簧,所述弹簧的两端分别与第一导向柱和支