
一种蜂窝夹层结构格栅的净尺寸成型方法.pdf

骊蓉****23


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种蜂窝夹层结构格栅的净尺寸成型方法.pdf
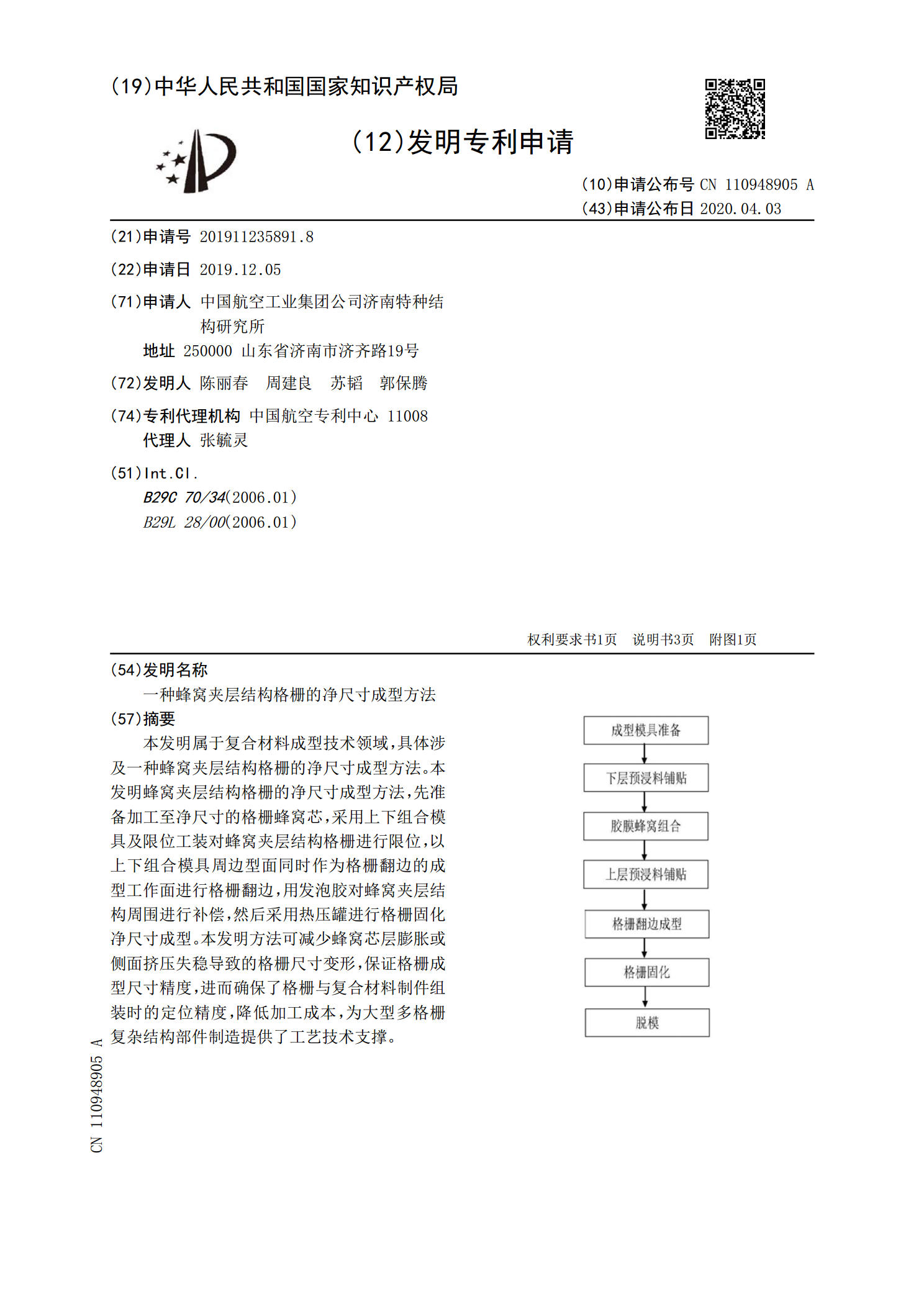
本发明属于复合材料成型技术领域,具体涉及一种蜂窝夹层结构格栅的净尺寸成型方法。本发明蜂窝夹层结构格栅的净尺寸成型方法,先准备加工至净尺寸的格栅蜂窝芯,采用上下组合模具及限位工装对蜂窝夹层结构格栅进行限位,以上下组合模具周边型面同时作为格栅翻边的成型工作面进行格栅翻边,用发泡胶对蜂窝夹层结构周围进行补偿,然后采用热压罐进行格栅固化净尺寸成型。本发明方法可减少蜂窝芯层膨胀或侧面挤压失稳导致的格栅尺寸变形,保证格栅成型尺寸精度,进而确保了格栅与复合材料制件组装时的定位精度,降低加工成本,为大型多格栅复杂结构部件
一种大厚度大尺寸蜂窝夹层结构成型用蜂窝稳定化方法.pdf
本发明属于航空复合材料制造技术领域,公开了一种大厚度大尺寸蜂窝夹层结构成型用蜂窝稳定化方法,对于大厚度蜂窝,采用局部稳定化工艺,增强大厚度蜂窝抗侧向压力能力时,降低整体的刚性,使稳定化后的蜂窝保留一定的变形能力,在大厚度蜂窝夹层结构成型时,通过蜂窝变形减小蜂窝与其理论型面的偏差,使蜂窝夹层结构的贴模面蒙皮施加有足够的成型压力。本发明解决了大厚度大尺寸蜂窝抗侧压强度增加后,蜂窝刚性也增加,成型后的蜂窝夹层结构由于边缘翘起导致成型后夹层结构边缘出现发白现象,即该区域贴膜面由于加压不充分导致空隙率增加,提高了大

一种大尺寸复杂蜂窝夹层结构复合壳片以及整体成型方法.pdf
本发明属于复合材料成型技术领域,尤其涉及一种大尺寸复杂蜂窝夹层结构复合壳片以及整体成型方法。其中的复合壳片包括翼身以及装配在翼身上的中央翼盒,该中央翼盒的端部具有向外延伸的翻边,而翼身的内蒙皮和外蒙皮均凸出边框,在装配时,可以将中央翼盒的翻边装配在内蒙皮和外蒙皮突出边框的部分之间,内蒙皮和外蒙皮可以对中央翼盒的翻边进行夹持,再将内蒙皮、外蒙皮、边框以及中央翼盒的翻边围成的区域内固定填充有蜂窝层,从而可以对中央翼盒的翻边进行限位,在粘接固化后,复合壳片的分解构件之间结合较好,无脱粘缺陷,具有良好的整体性能。
一种用于“J”型蜂窝夹层结构的成型工装及成型方法.pdf
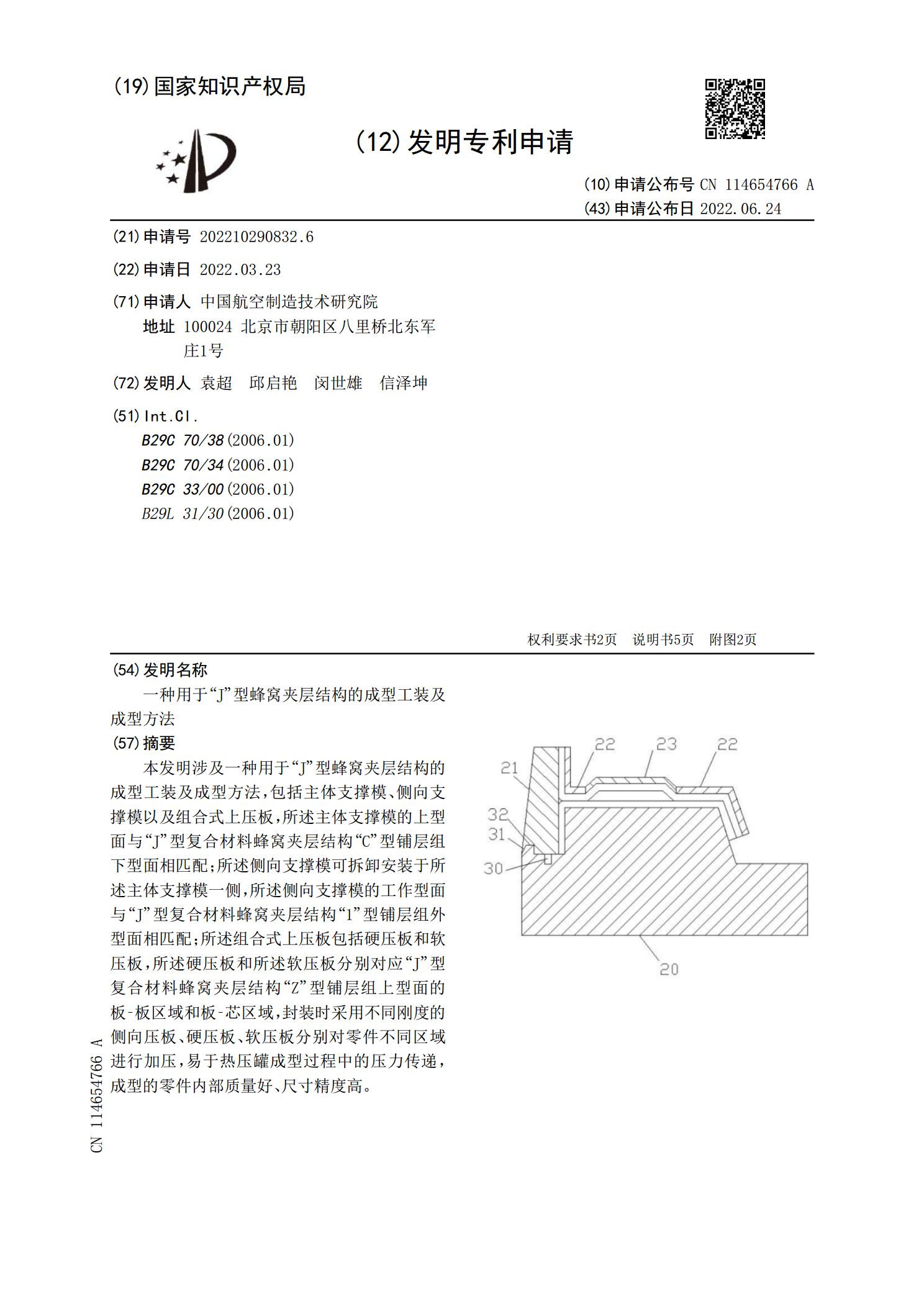
本发明涉及一种用于“J”型蜂窝夹层结构的成型工装及成型方法,包括主体支撑模、侧向支撑模以及组合式上压板,所述主体支撑模的上型面与“J”型复合材料蜂窝夹层结构“C”型铺层组下型面相匹配;所述侧向支撑模可拆卸安装于所述主体支撑模一侧,所述侧向支撑模的工作型面与“J”型复合材料蜂窝夹层结构“1”型铺层组外型面相匹配;所述组合式上压板包括硬压板和软压板,所述硬压板和所述软压板分别对应“J”型复合材料蜂窝夹层结构“Z”型铺层组上型面的板?板区域和板?芯区域,封装时采用不同刚度的侧向压板、硬压板、软压板分别对零件不同

一种大尺寸超高精度铝蜂窝夹层板成型方法.pdf
铝蜂窝夹层板成型工序复杂,影响制件厚度因素多,研制大尺寸、高厚度精度的铝蜂窝夹层板难度大。为此,本发明提出了一种大尺寸超高精度铝蜂窝夹层板成型方法,铝蜂窝夹层板由壳体、铝蜂窝和盖板组成,通过上下模板对铝蜂窝夹层板进行加压,分别通过锥形定位销钉和定位销保证壳体与盖板的相对位置精度,通过磷酸阳极氧化处理和涂覆底涂剂保证胶接强度,通过高精度等高块动态匹配来保证铝蜂窝夹层板的厚度精度,通过模具上板和模具下板对铝蜂窝夹层板施加成型压力保证铝蜂窝夹层板的平面度,成型后的铝蜂窝夹层板满足设计指标要求。