
避免中板轧制堆钢的轧线辊道速度控制方法.pdf

长春****主a

1/10

2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
避免中板轧制堆钢的轧线辊道速度控制方法.pdf
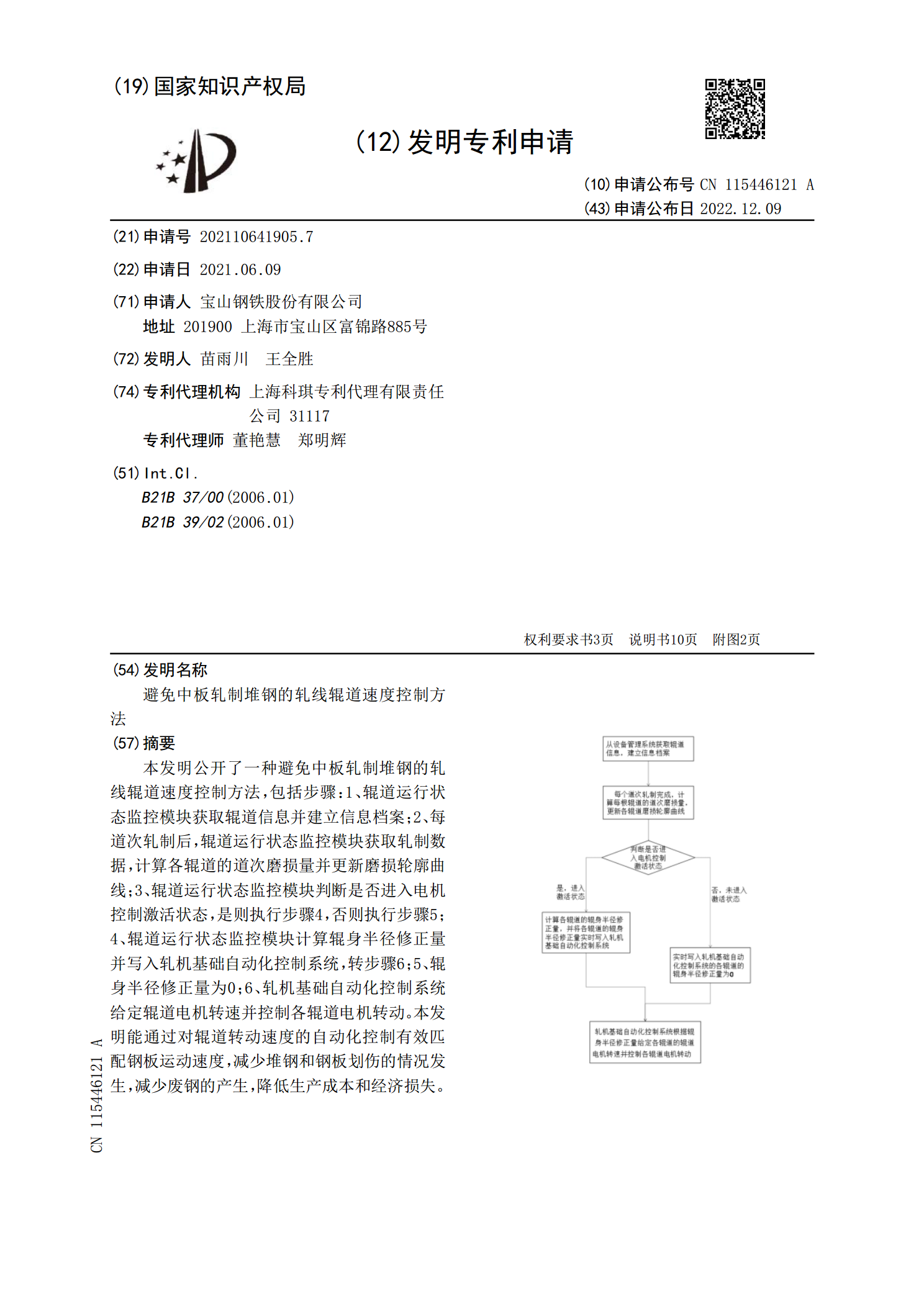
本发明公开了一种避免中板轧制堆钢的轧线辊道速度控制方法,包括步骤:1、辊道运行状态监控模块获取辊道信息并建立信息档案;2、每道次轧制后,辊道运行状态监控模块获取轧制数据,计算各辊道的道次磨损量并更新磨损轮廓曲线;3、辊道运行状态监控模块判断是否进入电机控制激活状态,是则执行步骤4,否则执行步骤5;4、辊道运行状态监控模块计算辊身半径修正量并写入轧机基础自动化控制系统,转步骤6;5、辊身半径修正量为0;6、轧机基础自动化控制系统给定辊道电机转速并控制各辊道电机转动。本发明能通过对辊道转动速度的自动化控制有效
粗轧立辊和水平辊轧机防堆钢控制方法.pdf
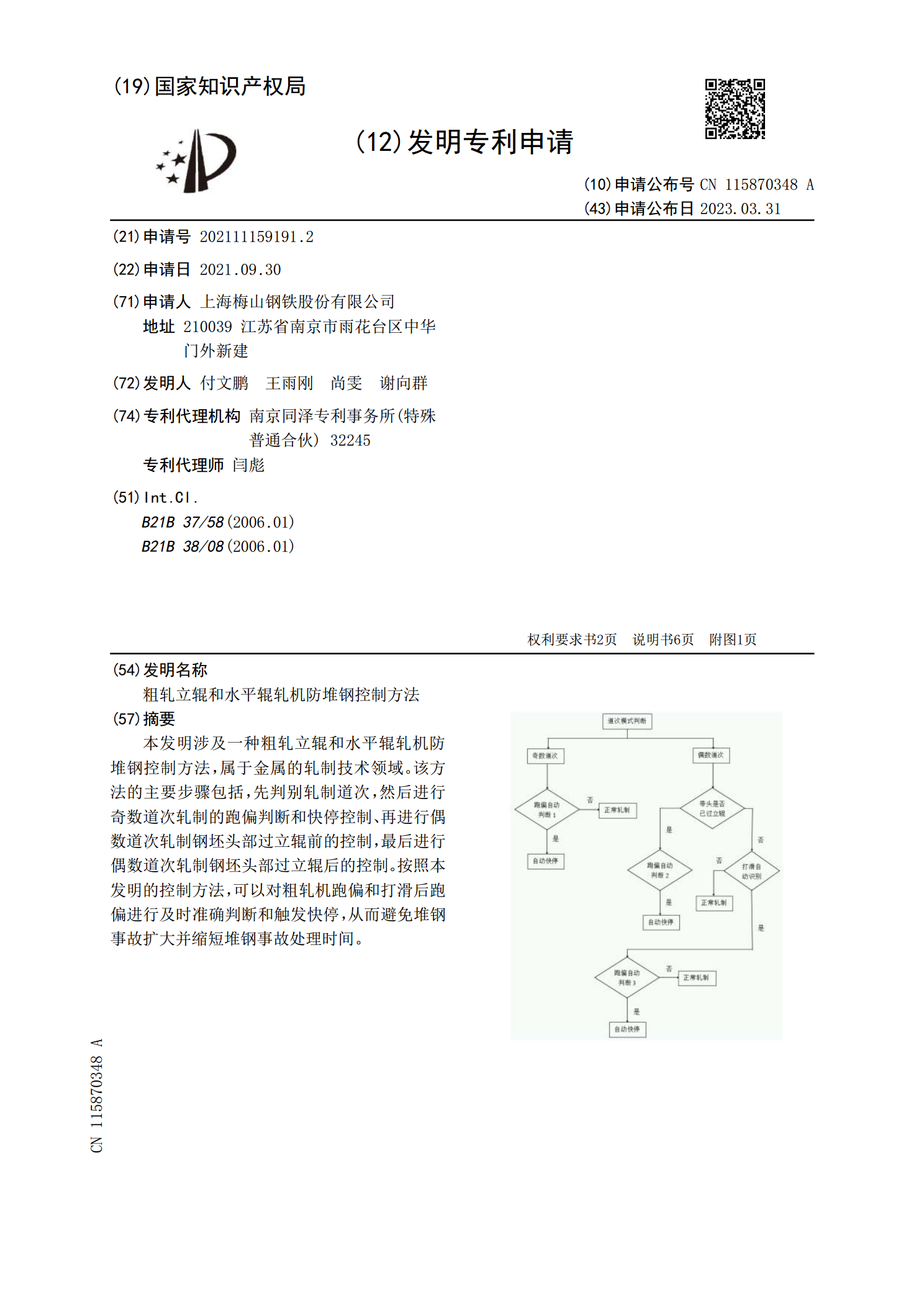
本发明涉及一种粗轧立辊和水平辊轧机防堆钢控制方法,属于金属的轧制技术领域。该方法的主要步骤包括,先判别轧制道次,然后进行奇数道次轧制的跑偏判断和快停控制、再进行偶数道次轧制钢坯头部过立辊前的控制,最后进行偶数道次轧制钢坯头部过立辊后的控制。按照本发明的控制方法,可以对粗轧机跑偏和打滑后跑偏进行及时准确判断和触发快停,从而避免堆钢事故扩大并缩短堆钢事故处理时间。
采用比例伺服控制的钢轧界面转向辊道.pdf
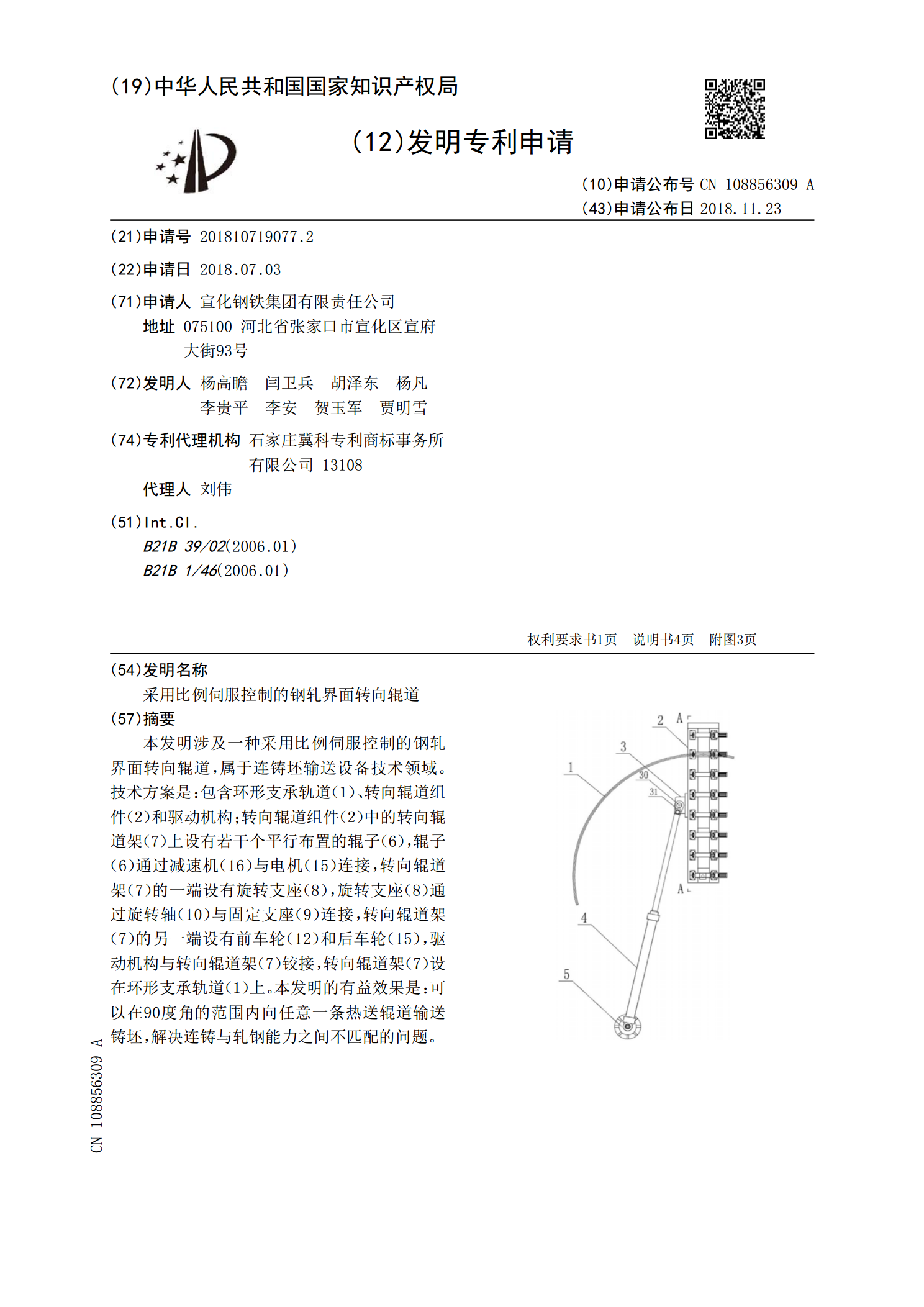
本发明涉及一种采用比例伺服控制的钢轧界面转向辊道,属于连铸坯输送设备技术领域。技术方案是:包含环形支承轨道(1)、转向辊道组件(2)和驱动机构;转向辊道组件(2)中的转向辊道架(7)上设有若干个平行布置的辊子(6),辊子(6)通过减速机(16)与电机(15)连接,转向辊道架(7)的一端设有旋转支座(8),旋转支座(8)通过旋转轴(10)与固定支座(9)连接,转向辊道架(7)的另一端设有前车轮(12)和后车轮(15),驱动机构与转向辊道架(7)铰接,转向辊道架(7)设在环形支承轨道(1)上。本发明的有益效果

连轧线对齐辊道改造.docx
连轧线对齐辊道改造连轧线是金属材料加工中非常关键的设备之一,其作用是将块状金属材料通过连续轧制工艺加工成所需的薄板或带材。而对齐辊道作为连轧线的一部分,对于确保轧件的尺寸精度和表面质量起着至关重要的作用。然而,在长期运行中,由于辊道的磨损和变形等因素,可能会导致辊道不再对齐,从而影响轧件的质量和生产效率。因此,连轧线对齐辊道改造是一项重要且迫切需要解决的问题。连轧线对齐辊道改造的目标是恢复和优化辊道的对齐状态,确保轧件能够在其上以预定的尺寸和形状进行轧制。对齐辊道改造的具体步骤通常包括:辊道检测、分析辊道
粗轧自动喂钢轧制的方法.pdf
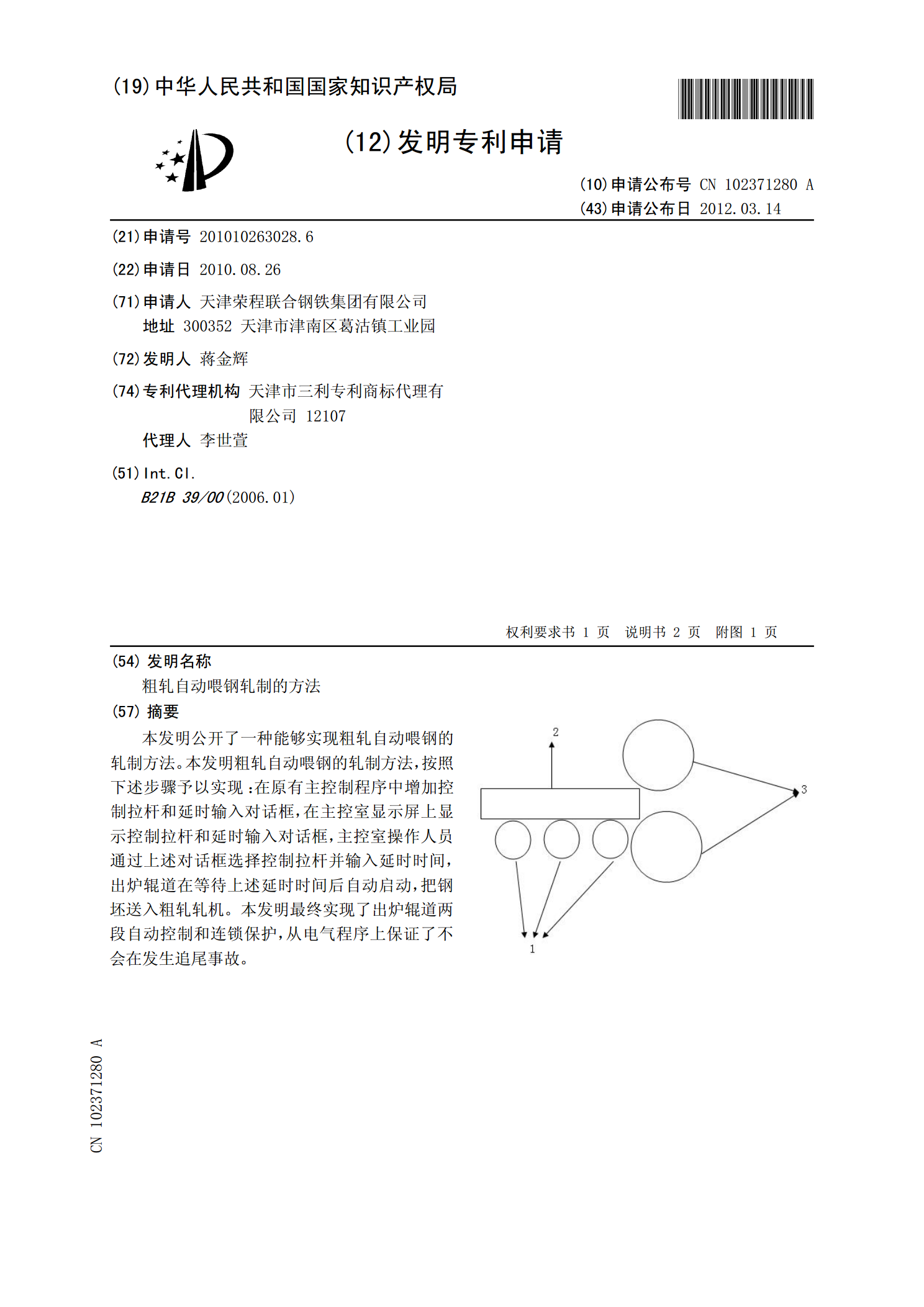
本发明公开了一种能够实现粗轧自动喂钢的轧制方法。本发明粗轧自动喂钢的轧制方法,按照下述步骤予以实现:在原有主控制程序中增加控制拉杆和延时输入对话框,在主控室显示屏上显示控制拉杆和延时输入对话框,主控室操作人员通过上述对话框选择控制拉杆并输入延时时间,出炉辊道在等待上述延时时间后自动启动,把钢坯送入粗轧轧机。本发明最终实现了出炉辊道两段自动控制和连锁保护,从电气程序上保证了不会在发生追尾事故。