
粗轧自动喂钢轧制的方法.pdf

Jo****31

1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
粗轧自动喂钢轧制的方法.pdf
本发明公开了一种能够实现粗轧自动喂钢的轧制方法。本发明粗轧自动喂钢的轧制方法,按照下述步骤予以实现:在原有主控制程序中增加控制拉杆和延时输入对话框,在主控室显示屏上显示控制拉杆和延时输入对话框,主控室操作人员通过上述对话框选择控制拉杆并输入延时时间,出炉辊道在等待上述延时时间后自动启动,把钢坯送入粗轧轧机。本发明最终实现了出炉辊道两段自动控制和连锁保护,从电气程序上保证了不会在发生追尾事故。
一种薄板坯全无头轧制用粗轧高速钢工作辊制备方法.pdf
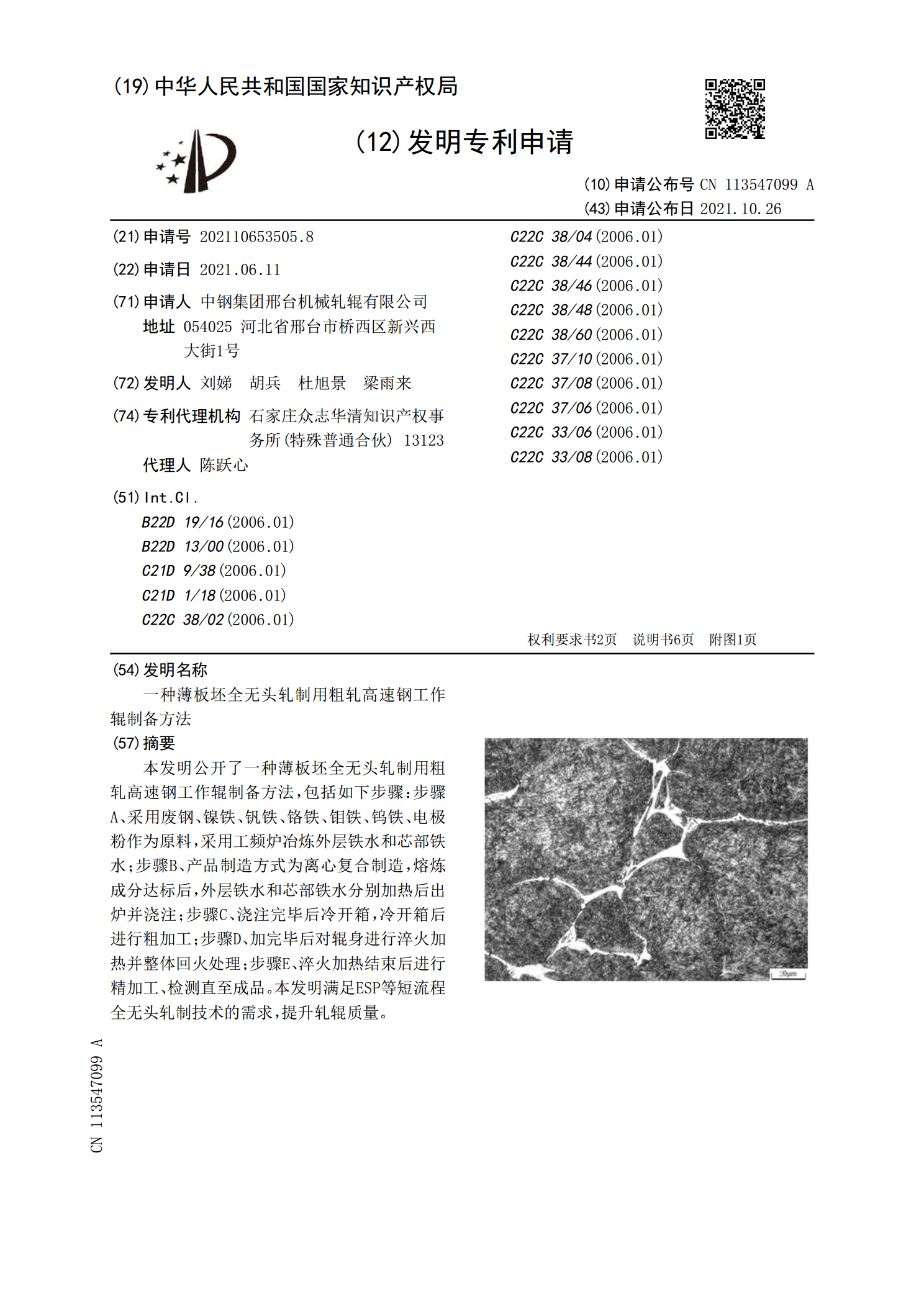
本发明公开了一种薄板坯全无头轧制用粗轧高速钢工作辊制备方法,包括如下步骤:步骤A、采用废钢、镍铁、钒铁、铬铁、钼铁、钨铁、电极粉作为原料,采用工频炉冶炼外层铁水和芯部铁水;步骤B、产品制造方式为离心复合制造,熔炼成分达标后,外层铁水和芯部铁水分别加热后出炉并浇注;步骤C、浇注完毕后冷开箱,冷开箱后进行粗加工;步骤D、加完毕后对辊身进行淬火加热并整体回火处理;步骤E、淬火加热结束后进行精加工、检测直至成品。本发明满足ESP等短流程全无头轧制技术的需求,提升轧辊质量。

粗轧多道次轧制在济钢热轧的应用.docx
粗轧多道次轧制在济钢热轧的应用粗轧多道次轧制在济钢热轧的应用摘要:粗轧多道次轧制是一种先进的热轧工艺,在钢铁生产过程中起着重要的作用。本文以济钢为例,对粗轧多道次轧制在济钢热轧中的应用进行了详细的研究和讨论。通过对济钢热轧工艺的分析,总结了该工艺的优点和缺点,并提出了进一步改进的建议,以期在热轧工艺中得到更广泛的应用。1.引言热轧是钢铁生产过程中的关键环节之一,其对于产品质量的控制和生产效率的提高具有至关重要的意义。而采用粗轧多道次轧制的工艺可以更好地满足这些要求。2.粗轧多道次轧制粗轧多道次轧制是一种将

在自动轧管机上轧制管材的新方法.docx
在自动轧管机上轧制管材的新方法标题:自动轧管机管材轧制的新方法研究摘要:自动轧管机是一种广泛应用于管材加工行业的现代设备,它的高效率和精确性让其成为管材生产过程中的重要工具。本文通过对自动轧管机的研究,提出了一种新的管材轧制方法,以提高生产效率和产品质量。本研究首先介绍了自动轧管机的工作原理和主要构件,随后分析了传统轧制方法存在的问题,接着提出了新的轧制方法,并详细阐述了其原理和操作流程。最后,通过实验验证了新方法的有效性和优势,并展望了未来的研究方向。1.引言自动轧管机是通过机械力对管材进行挤压和拉伸,

一种粗轧R1轧机无间歇轧制方法.pdf
本发明涉及一种粗轧R1轧机无间歇轧制方法,1)R1轧机、R2轧机连续轧制,当R2轧机第一道次轧制,且R1轧机区域内无钢时,R1轧机第一道次进钢;2)R1轧机第二道次轧制,且R2轧机区域内无钢时,R2轧机第二道次进钢;当R1轧机第一道次轧制后的板坯长度L1与R2轧机第二道次轧制的板坯目标长度L2之和加上风险预留间隔余量值A大于等于R1轧机到R2轧机之间的辊道长度L,即:L1+L2+A≥L时,R2轧机第二道次进钢联锁自动强制摆动等待;3)当R2轧制末道次,且R2轧机出口头部检测点检测到板坯头部时,R1轧机末道