
粗轧立辊和水平辊轧机防堆钢控制方法.pdf

睿德****找我

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
粗轧立辊和水平辊轧机防堆钢控制方法.pdf
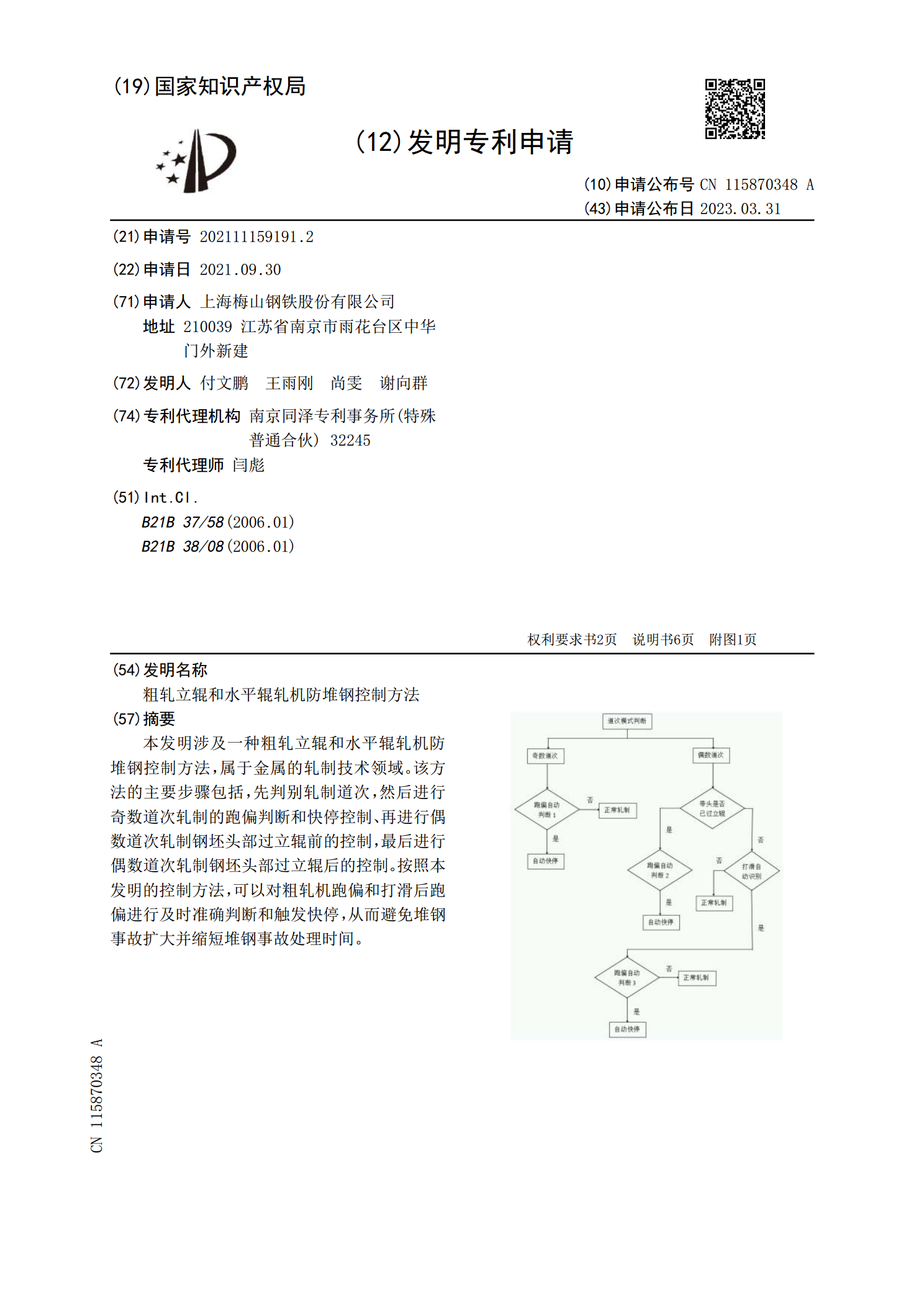
本发明涉及一种粗轧立辊和水平辊轧机防堆钢控制方法,属于金属的轧制技术领域。该方法的主要步骤包括,先判别轧制道次,然后进行奇数道次轧制的跑偏判断和快停控制、再进行偶数道次轧制钢坯头部过立辊前的控制,最后进行偶数道次轧制钢坯头部过立辊后的控制。按照本发明的控制方法,可以对粗轧机跑偏和打滑后跑偏进行及时准确判断和触发快停,从而避免堆钢事故扩大并缩短堆钢事故处理时间。
避免中板轧制堆钢的轧线辊道速度控制方法.pdf
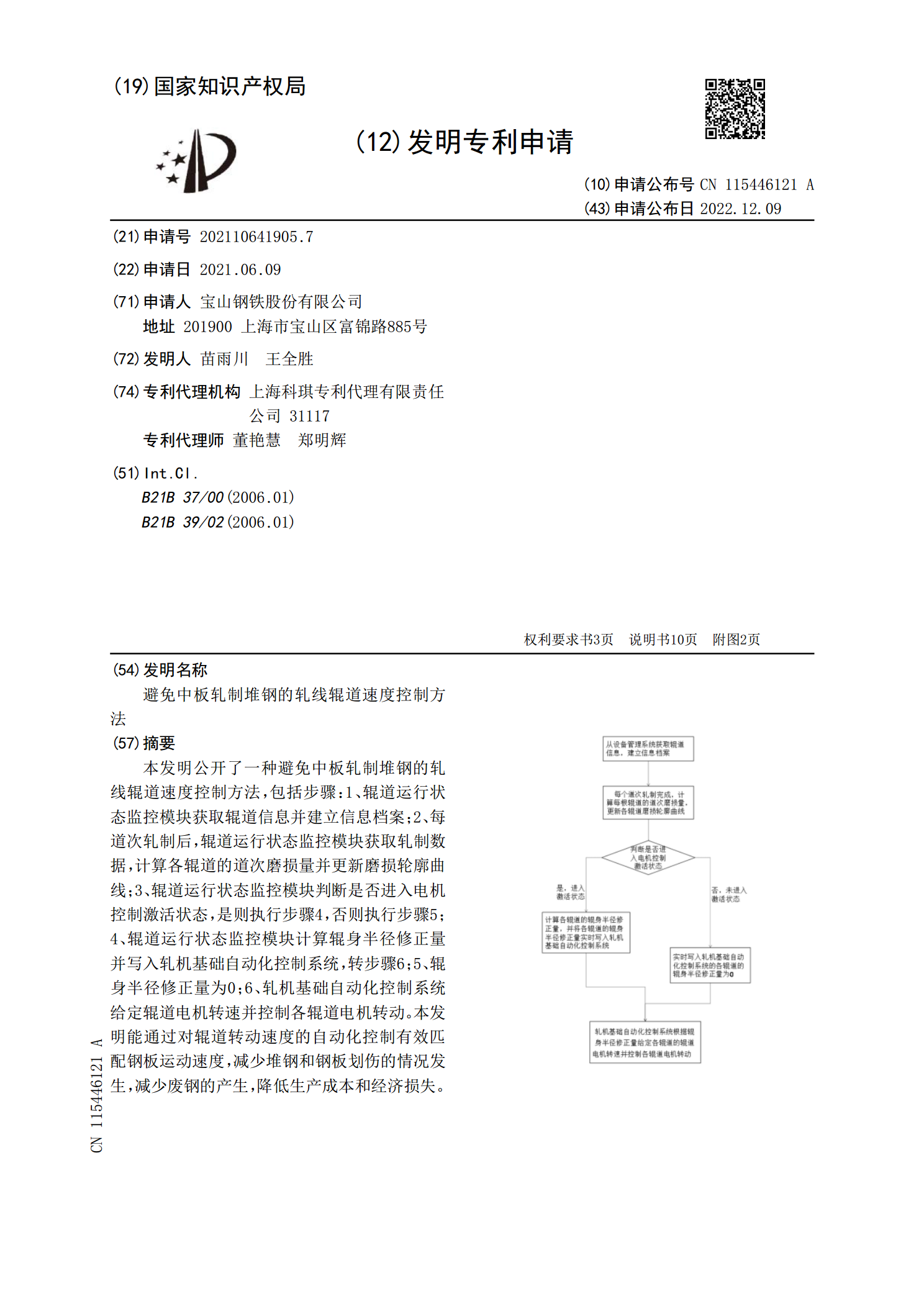
本发明公开了一种避免中板轧制堆钢的轧线辊道速度控制方法,包括步骤:1、辊道运行状态监控模块获取辊道信息并建立信息档案;2、每道次轧制后,辊道运行状态监控模块获取轧制数据,计算各辊道的道次磨损量并更新磨损轮廓曲线;3、辊道运行状态监控模块判断是否进入电机控制激活状态,是则执行步骤4,否则执行步骤5;4、辊道运行状态监控模块计算辊身半径修正量并写入轧机基础自动化控制系统,转步骤6;5、辊身半径修正量为0;6、轧机基础自动化控制系统给定辊道电机转速并控制各辊道电机转动。本发明能通过对辊道转动速度的自动化控制有效

热轧带钢粗轧立辊辊形改进设计与应用.docx
热轧带钢粗轧立辊辊形改进设计与应用热轧带钢是一种非常重要的金属材料,广泛应用于建筑、汽车、机械、航空航天和电力等领域。热轧带钢生产中,粗轧是最重要的部分,因为它决定了后续工艺的可行性和成品质量。而粗轧立辊作为热轧钢坯塑性加工中最核心的关键件之一,其轧辊辊形的设计与应用对粗轧工艺和产品质量有着决定性影响。在过去的生产实践中,粗轧立辊的轧辊辊形主要采用的是曲率半径近似相等的双曲线形,为典型的S形曲线。这种辊形结构能够使辊系压力均匀分布,保证了粗轧过程中宽幅带钢的平整度和表面质量,提高了工效和生产效率。但是,双
一种热连轧精轧工作辊窜辊的控制方法.pdf
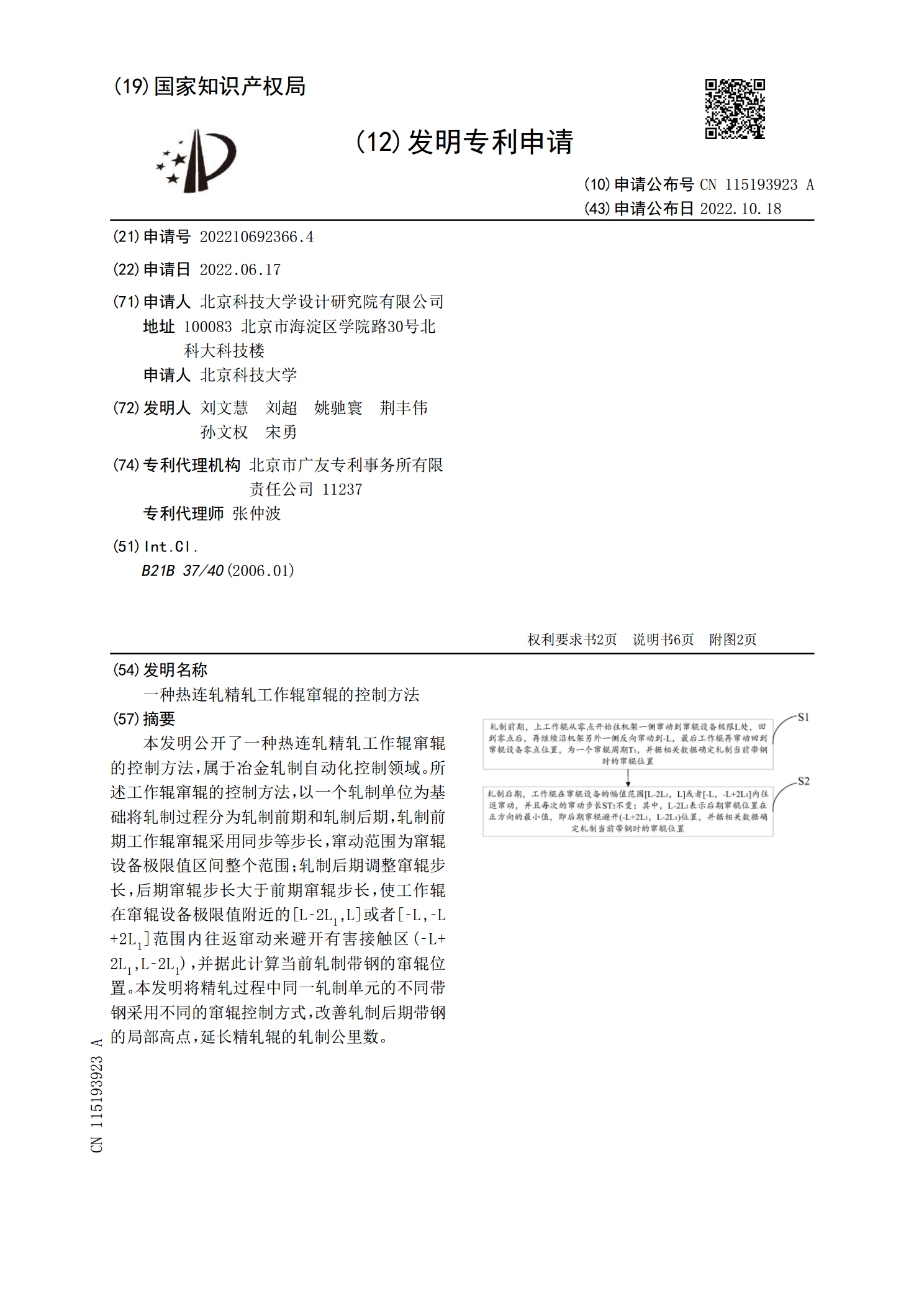
本发明公开了一种热连轧精轧工作辊窜辊的控制方法,属于冶金轧制自动化控制领域。所述工作辊窜辊的控制方法,以一个轧制单位为基础将轧制过程分为轧制前期和轧制后期,轧制前期工作辊窜辊采用同步等步长,窜动范围为窜辊设备极限值区间整个范围;轧制后期调整窜辊步长,后期窜辊步长大于前期窜辊步长,使工作辊在窜辊设备极限值附近的[L?2L<base:Sub>1</base:Sub>,L]或者[?L,?L+2L<base:Sub>1</base:Sub>]范围内往返窜动来避开有害接触区(?L+2L<base:Sub>1</ba
复合轧碾辊及复合轧碾辊的嵌块的制造方法.pdf
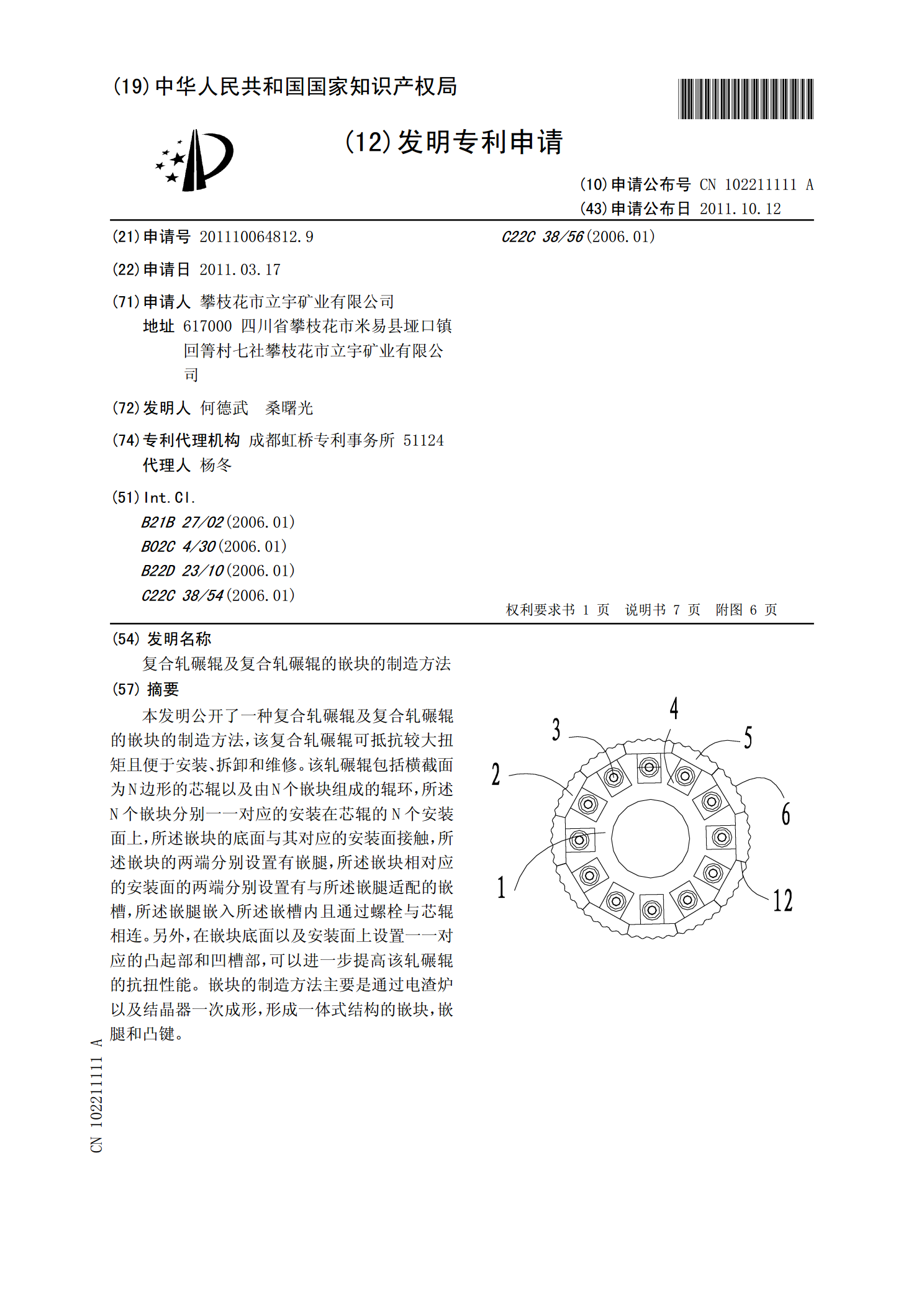
本发明公开了一种复合轧碾辊及复合轧碾辊的嵌块的制造方法,该复合轧碾辊可抵抗较大扭矩且便于安装、拆卸和维修。该轧碾辊包括横截面为N边形的芯辊以及由N个嵌块组成的辊环,所述N个嵌块分别一一对应的安装在芯辊的N个安装面上,所述嵌块的底面与其对应的安装面接触,所述嵌块的两端分别设置有嵌腿,所述嵌块相对应的安装面的两端分别设置有与所述嵌腿适配的嵌槽,所述嵌腿嵌入所述嵌槽内且通过螺栓与芯辊相连。另外,在嵌块底面以及安装面上设置一一对应的凸起部和凹槽部,可以进一步提高该轧碾辊的抗扭性能。嵌块的制造方法主要是通过电渣炉以