
一种弧形薄壁工件的加工方法.pdf

永香****能手

1/10
2/10
3/10

4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种弧形薄壁工件的加工方法.pdf
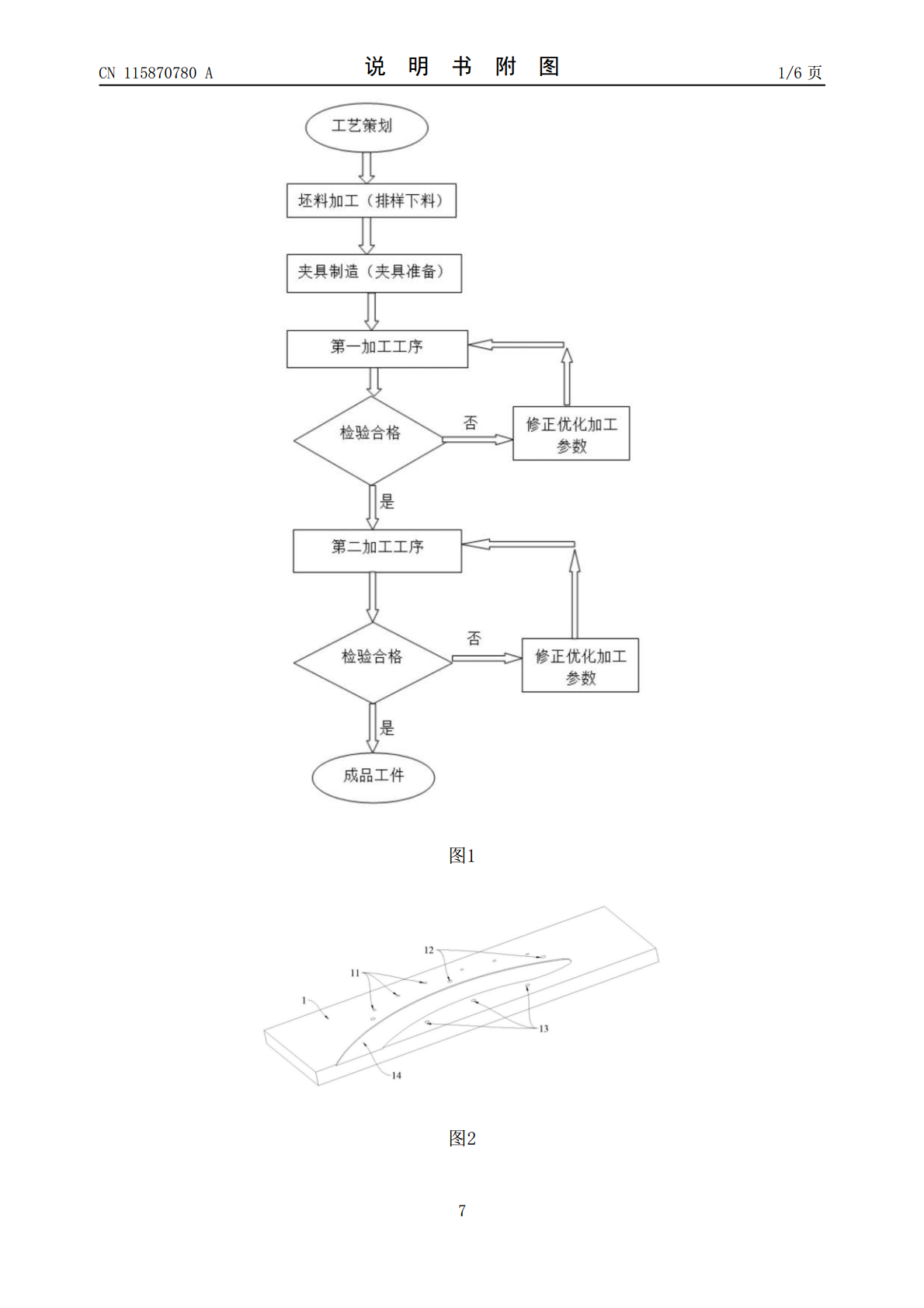
本发明公开了一种弧形薄壁工件的加工方法,包括工艺策划、坯料加工、夹具制造、第一加工工序、第二加工工序以及对工件的检验等加工步骤制得成品工件。本发明针对弧形薄壁工件的结构特点,在多个加工工序转换中采用统一的加工基准从而保证薄壁工件的整体加工精度,降低废品率;采用统一基准的一体化夹具,提高对工件坯料的夹持稳定性和可靠性,在对工件坯料的切削加工中变形量小,降低工件的加工形变;采用CNC加工中心,并引用CAD/CAM技术进行模型的设计、调入、引用以及工艺设计、加工参数的设置、修改,并可以进行加工模拟和仿真,制定合

一种大型薄壁工件的加工方法.pdf
本发明公开了一种大型薄壁工件的加工方法,它属于机加工领域,包括以下步骤:步骤1:利用大型薄壁工件的A侧法兰将工件固定在工作台上;步骤2:车大型薄壁工件内壁,大型薄壁工件内部中间位置车为直台,直台上方为带锥度的内壁;步骤3:将大型薄壁工件翻转,同步骤1相同的方式利用大型薄壁工件的B侧法兰将工件固定在工作台上;步骤4:车大型薄壁工件内壁,大型薄壁工件内部车为带锥度的内壁,并与步骤2中内壁重合,上述方法能够避免加工振动、局部让刀变形以及整体加工变形,同时保证加工效率和加工质量。
一种薄壁弧形框变形控制加工工艺方法.pdf
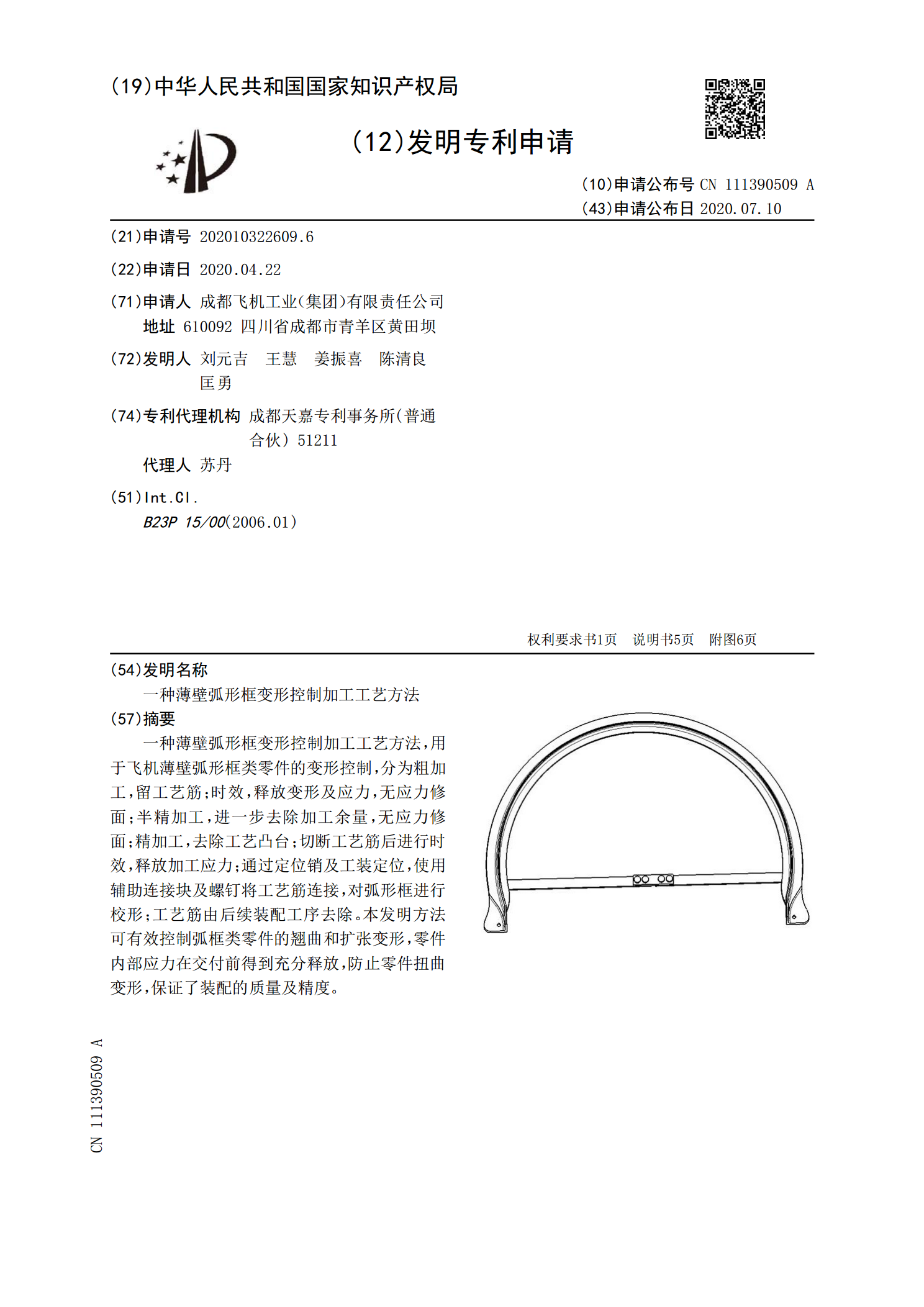
一种薄壁弧形框变形控制加工工艺方法,用于飞机薄壁弧形框类零件的变形控制,分为粗加工,留工艺筋;时效,释放变形及应力,无应力修面;半精加工,进一步去除加工余量,无应力修面;精加工,去除工艺凸台;切断工艺筋后进行时效,释放加工应力;通过定位销及工装定位,使用辅助连接块及螺钉将工艺筋连接,对弧形框进行校形;工艺筋由后续装配工序去除。本发明方法可有效控制弧框类零件的翘曲和扩张变形,零件内部应力在交付前得到充分释放,防止零件扭曲变形,保证了装配的质量及精度。
一种异形薄壁复杂结构工件的超精密磨削加工方法.pdf
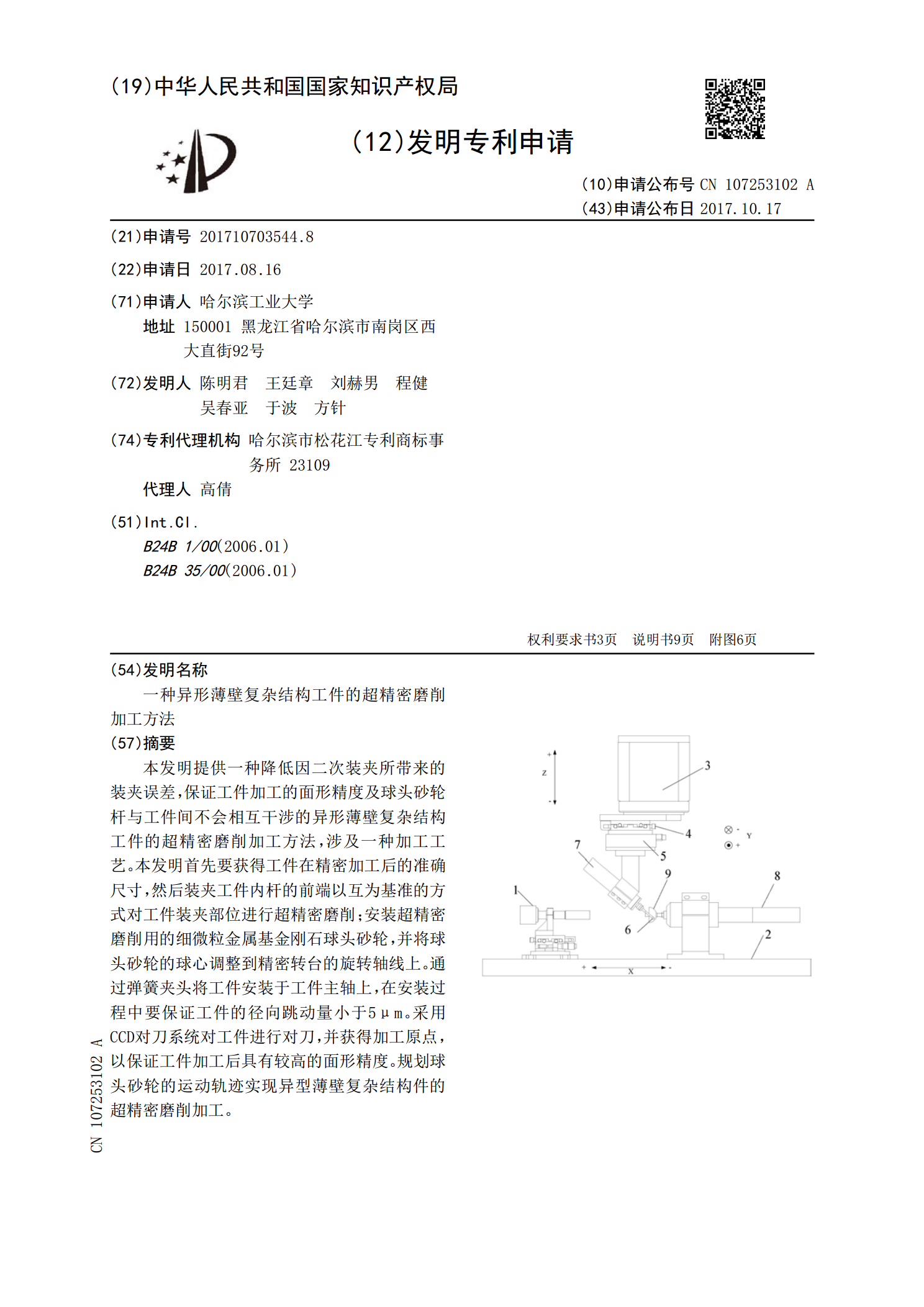
本发明提供一种降低因二次装夹所带来的装夹误差,保证工件加工的面形精度及球头砂轮杆与工件间不会相互干涉的异形薄壁复杂结构工件的超精密磨削加工方法,涉及一种加工工艺。本发明首先要获得工件在精密加工后的准确尺寸,然后装夹工件内杆的前端以互为基准的方式对工件装夹部位进行超精密磨削;安装超精密磨削用的细微粒金属基金刚石球头砂轮,并将球头砂轮的球心调整到精密转台的旋转轴线上。通过弹簧夹头将工件安装于工件主轴上,在安装过程中要保证工件的径向跳动量小于5μm。采用CCD对刀系统对工件进行对刀,并获得加工原点,以保证工件加

自由曲面薄壁工件加工的柔性定位方法研究.docx
自由曲面薄壁工件加工的柔性定位方法研究摘要:本文研究了自由曲面薄壁工件的加工柔性定位方法。通过分析工件的特点,提出了基于夹具和感应定位系统相结合的柔性定位方案,实现了高精度的加工定位。在实验中,通过测量定位误差和加工质量,验证了柔性定位方案的可靠性和有效性。关键词:自由曲面薄壁工件;柔性定位;夹具;感应定位系统引言:自由曲面薄壁工件由于其复杂的形状和薄壁结构,在加工过程中容易产生变形和位移现象,影响加工质量和精度。因此,如何实现高精度的加工定位成为了工艺难点之一。传统的工件夹持方法存在着加工精度低、工艺复