
一种用大规格棒料成型小尺寸方形类锻件的方法.pdf

论文****酱吖


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用大规格棒料成型小尺寸方形类锻件的方法.pdf
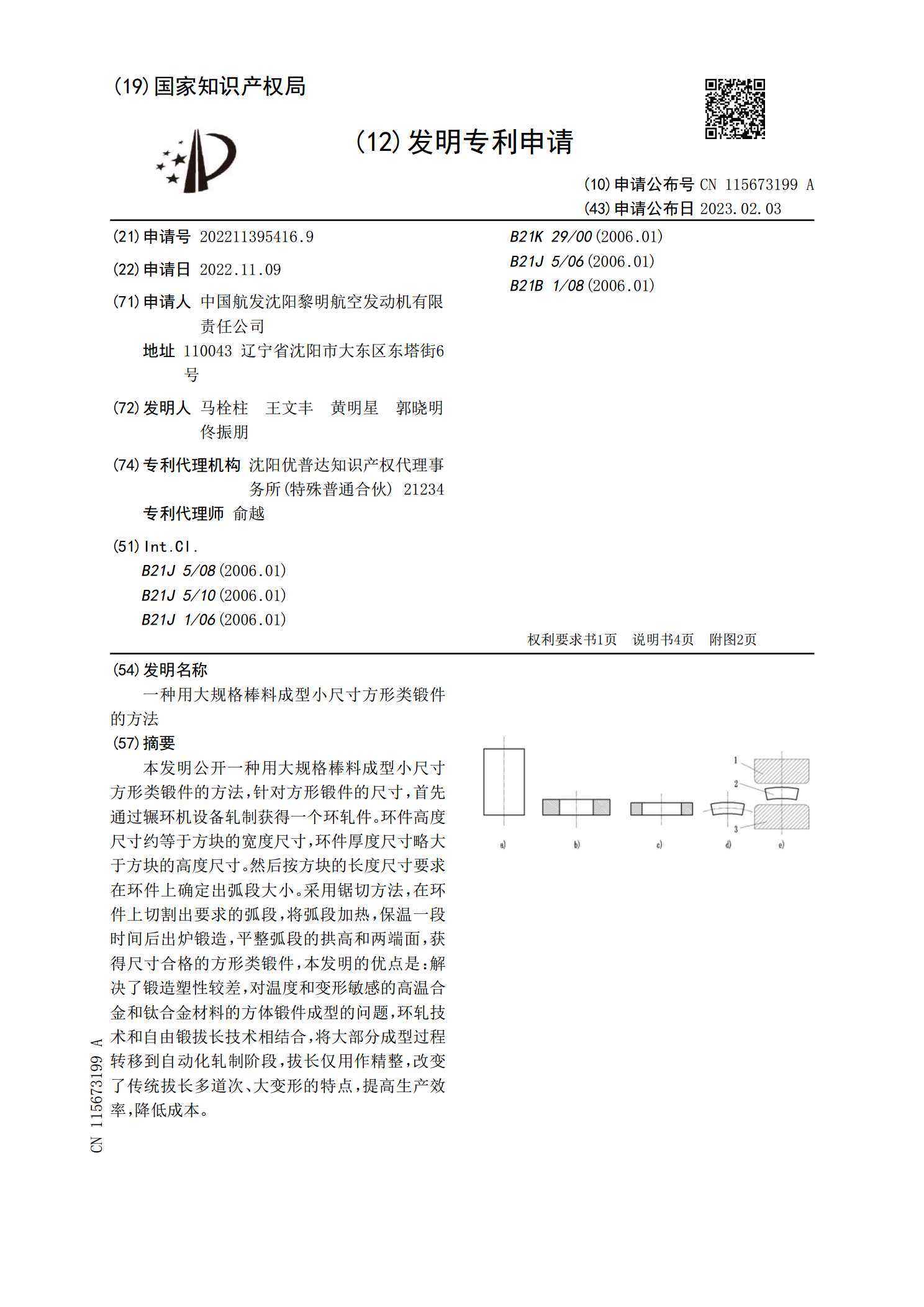
本发明公开一种用大规格棒料成型小尺寸方形类锻件的方法,针对方形锻件的尺寸,首先通过辗环机设备轧制获得一个环轧件。环件高度尺寸约等于方块的宽度尺寸,环件厚度尺寸略大于方块的高度尺寸。然后按方块的长度尺寸要求在环件上确定出弧段大小。采用锯切方法,在环件上切割出要求的弧段,将弧段加热,保温一段时间后出炉锻造,平整弧段的拱高和两端面,获得尺寸合格的方形类锻件,本发明的优点是:解决了锻造塑性较差,对温度和变形敏感的高温合金和钛合金材料的方体锻件成型的问题,环轧技术和自由锻拔长技术相结合,将大部分成型过程转移到自动化

毛坯棒料尺寸规格表.doc
毛坯棒料尺寸规格1.1圆棒:长度为100mm,毛坯长度为100mm,毛坯的标准规格如表1.1所示,示意图如图1.1所示。图1.1圆棒示意图长度为100mm,未经磨削的圆棒标准规格表表1.1尺寸编号牌号说明:直径mm长度mmRKFRX7RX10尺寸公差参数:直径公差1.3~10.3-0/+0.3mm10.3~20.3-0/+0.4mm长度公差:-0/+2mm编号的最后两行数字代表牌号:RKF04RX772RX1080牌号:•有库存或者可以很快拿到货◊产量很少其他牌号或尺寸需要询问。1.3100020013.

一种套类锻件用空收成型方法.pdf
一种套类锻件用空收成型方法,包括钢锭下料、镦粗、冲孔、加热、扩孔、加热、第一次预拔长、加热、第二次预拔长、空收出成品,在扩孔完成后需要将芯轴穿入毛坯孔内进行第一次预拔长;取出芯轴并将第一次预拔长后的锻件返炉进行加热,加热完毕后重新将芯轴穿入毛坯孔内进行第二次预拔长,第二次预拔长后锻件内径等于所用芯轴的外径,本发明中的加工方法拓宽了芯轴使用范围,解决了工装辅具不足问题,降低了制造成本,同时能够提前计算目标长度及取料长度这样就避免了坯料的浪费,从而进一步节省成本。

一种大规格结晶辊钢锻件锻造方法.pdf
本发明涉及一种大规格结晶辊钢锻件锻造方法,首先入炉后在400~450℃温度下保温,以不超过50℃/h的速度升温至850±10℃保温,再以不超过80℃/h的速度升温至1000±10℃,升温至1180±10℃保温出炉锻造,锻造时控制镦粗速度,拔长变形时先在700mm宽上平砧、135°下V砧上锻造,控制第一道次压下量为30~50mm,第二道次压下量为50~80mm,之后进行大压下量主变形,每道次压下量为120~150mm,每道次错砧至少50mm,锻造变形采用拉打或推打方式;拔长至一定尺寸后进行刻痕,并将锤头换为

一种大尺寸筒体成型方法.pdf
本发明公开一种大尺寸筒体成型方法,包括:步骤1,制备内壁成型阴模;步骤2,基于内壁成型阴模采用真空灌注工艺,对内壁进行整体成型;步骤3,在保留内壁成型阴模基础上,在内壁内表面上组装内部骨架;步骤4,制备分瓣外壁成型阴模,分瓣外壁成型阴模具有分瓣外壁成型面;步骤5,基于分瓣外壁成型阴模采用真空灌注工艺,对外壁进行分瓣成型,获取对应数量的分瓣外壁;步骤6,将分瓣外壁依次安装在内部骨架上并与内壁的两端相接,脱除内壁成型阴模,得到筒体的主体结构。其通过设计与制备内壁成型阴模,使得筒体的内壁能够一次性整体成型,不仅