
大型端面法兰类锻件成型方法.pdf

一条****然后


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大型端面法兰类锻件成型方法.pdf
本发明公开了一种大型端面法兰类锻件成型方法,该方法包括:将钢锭送至加热炉加热至1220±20℃,并保温第一预设时间后出炉;将钢锭进行镦粗,得到柱形坯料;对柱形坯料进行滚圆、分料;将分料后的坯料送至加热炉加热至1220±20℃,并保温第二预设时间后出炉;使坯料的法兰外端面朝上,在法兰外端面的距离法兰外侧面90‑110mm的位置处,利用压机锤头沿法兰外端面的周向进行多次锤击;对锤击后的坯料进行碾压法兰;将坯料放置在锻造平台上,进行轴身和台阶成型;对成型后的坯料进行法兰滚圆和平整,得到锻件。本发明的方法能够消除

类盘型截面锻件碾轧成型方法.pdf
类盘型截面锻件碾轧成型方法,步骤如下:首先将合金锭加热至1150~1180℃,然后通过镦粗拔长,改善合金锭的铸态组织;然后进行冲孔,扩孔整圆工序制造出厚度为最终高度尺寸1/2的环形板坯;将环形板坯进炉加热至1150~1180℃,取出环形板坯将其放在碾环机上;将主轧辊衬套套在主轧辊上,将芯辊衬套套在芯辊上;启动碾环机,在主轧辊和芯辊的带动下开始转动,锥辊a、b分别压在预制坯料的两个端面上,开始轧制,尺寸到位后,关闭碾环机,得到碾环后的异形环件。采用本发明使材料利用率得到大幅提高,热处理后进行小余量机械加工即
大型饼类锻件擀碾成形方法.pdf
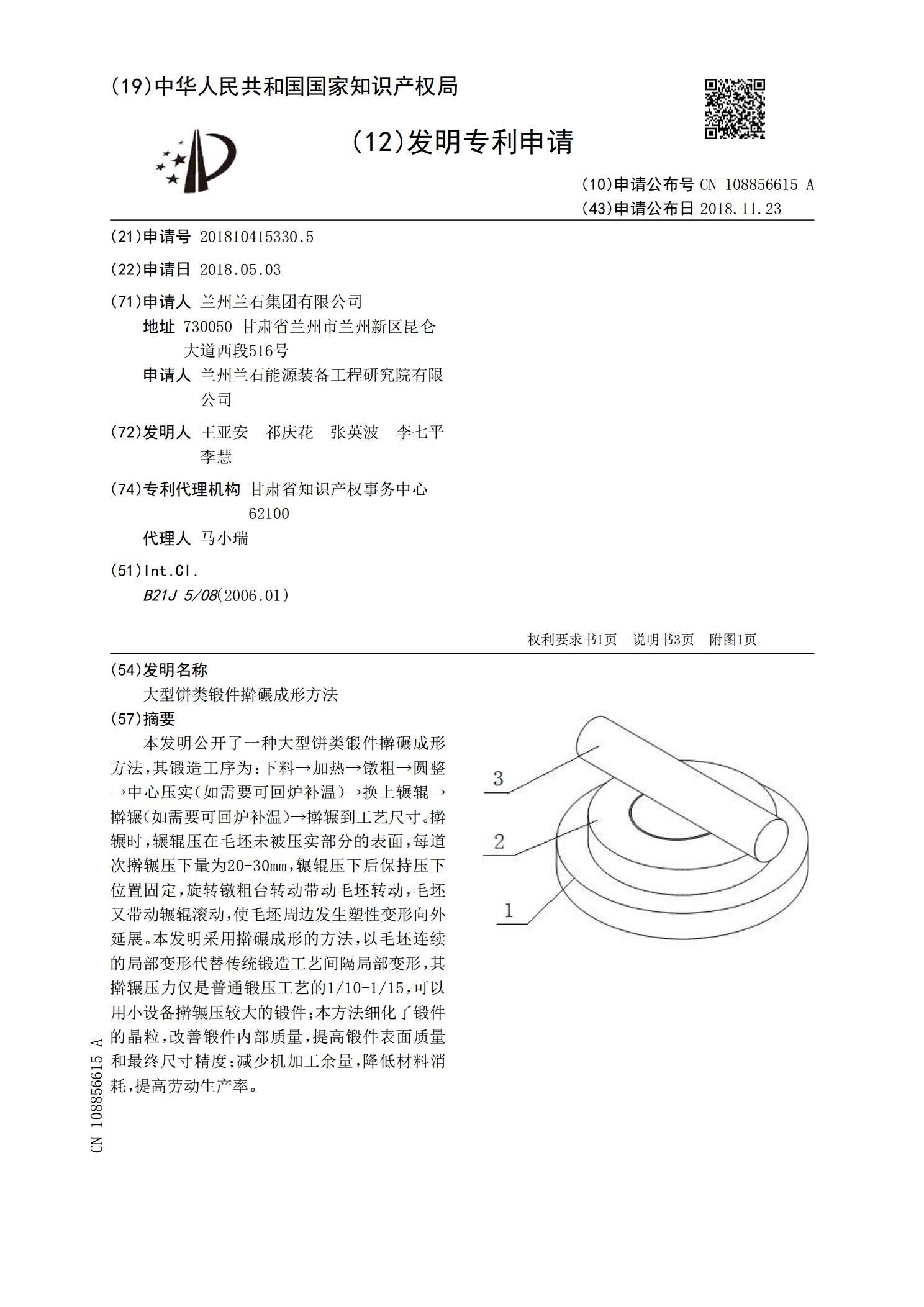
本发明公开了一种大型饼类锻件擀碾成形方法,其锻造工序为:下料→加热→镦粗→圆整→中心压实(如需要可回炉补温)→换上辗辊→擀辗(如需要可回炉补温)→擀辗到工艺尺寸。擀辗时,辗辊压在毛坯未被压实部分的表面,每道次擀辗压下量为20‑30mm,辗辊压下后保持压下位置固定,旋转镦粗台转动带动毛坯转动,毛坯又带动辗辊滚动,使毛坯周边发生塑性变形向外延展。本发明采用擀碾成形的方法,以毛坯连续的局部变形代替传统锻造工艺间隔局部变形,其擀辗压力仅是普通锻压工艺的1/10‑1/15,可以用小设备擀辗压较大的锻件;本方法细化了

法兰滚压成型方法.pdf
本发明提出了法兰滚压成型方法,实现一次成型,生产效率高。其技术方案是:采用专用滚压成型设备一次成型;具体成型过程:通过电机、变速箱带动压制模具盘及装夹好的扁钢旋转进入变形区,开始变形,进一步运动进入压制成型区,靠压制成型轮和压制模具盘的相互工作,使工作成型;随着旋转运动,进入到滚压及校正滚轮组进行滚压、平整,效正,防护一系列工作,完成法兰成型,卸料。
一种大型风电法兰锻件强韧化热处理工艺方法.pdf
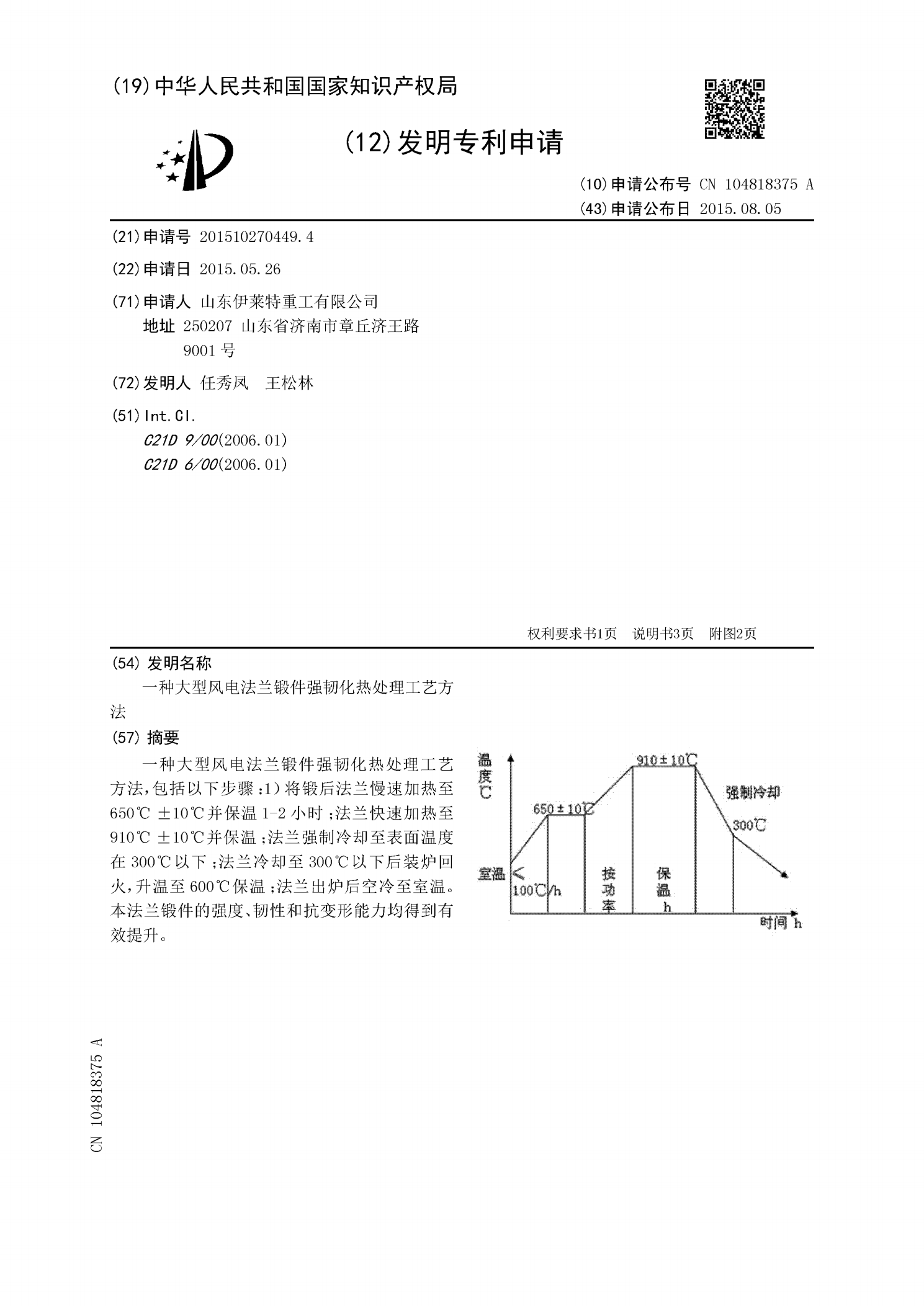
一种大型风电法兰锻件强韧化热处理工艺方法,包括以下步骤:1)将锻后法兰慢速加热至650℃±10℃并保温1-2小时;法兰快速加热至910℃±10℃并保温;法兰强制冷却至表面温度在300℃以下;法兰冷却至300℃以下后装炉回火,升温至600℃保温;法兰出炉后空冷至室温。本法兰锻件的强度、韧性和抗变形能力均得到有效提升。