
以炼厂干气为原料制取乙苯的组合方法.pdf

猫巷****傲柏

1/8
2/8

3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
以炼厂干气为原料制取乙苯的组合方法.pdf
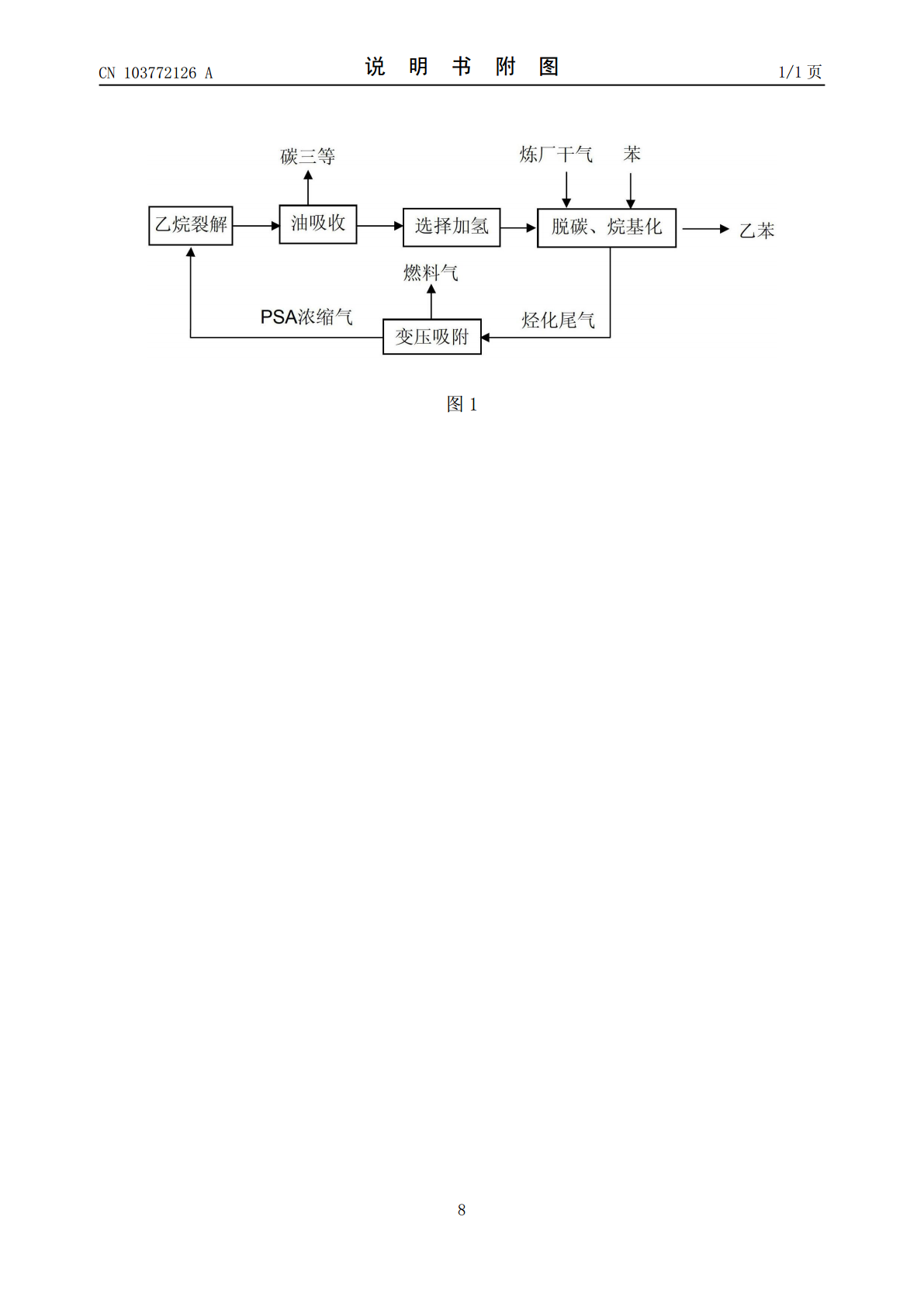
一种用炼厂干气制取乙苯的组合方法。依次包括以下步骤:1.烷基化:原料中的乙烯与苯反应生成乙苯,未反应的乙烷等进入烃化尾气中;2.变压吸附:烃化尾气中的碳二组分经分离脱除甲烷、氢等后,进入PSA浓缩气中;3.乙烷裂解:PSA浓缩气在此进行裂解生成乙烯、氢气等组分,得到的裂解气经废热锅炉和急冷水塔降温后进入油吸收装置;4.油吸收裂解气中的碳三及以上组分被吸收下来,在吸收塔顶得到包括甲烷、氢、乙烷、乙烯类轻组分的碳二提浓气;5.选择加氢:加氢后的碳二提浓气被送入所述步骤1)中的脱碳单元与炼厂干气混合脱除其中的酸
利用炼厂干气制备乙苯和氢气的方法和系统.pdf
本发明涉及炼油、化工领域,公开一种利用炼厂干气制备乙苯和氢气的方法和系统,(1)将富乙烷气和/或富含烷烃炼厂干气进行裂解,得到含乙烯和氢气的裂解气;(2)回收裂解气中碳二组分;(3)将回收的碳二组分进行选择性加氢脱除碳二组分中炔烃和/或二烯烃;(4)使加氢产物单独或与富含乙烯炼厂干气一起与苯接触进行烷基化反应,得到乙苯;(5)将步骤(4)中未参与烷基化反应气相物料单独或与富含烷烃炼厂干气一起进行碳二提浓,得到富乙烷气和富氢气,任选地,所得富乙烷气返回步骤(1)进行裂解。采用本发明方法能够充分利用炼厂干气中
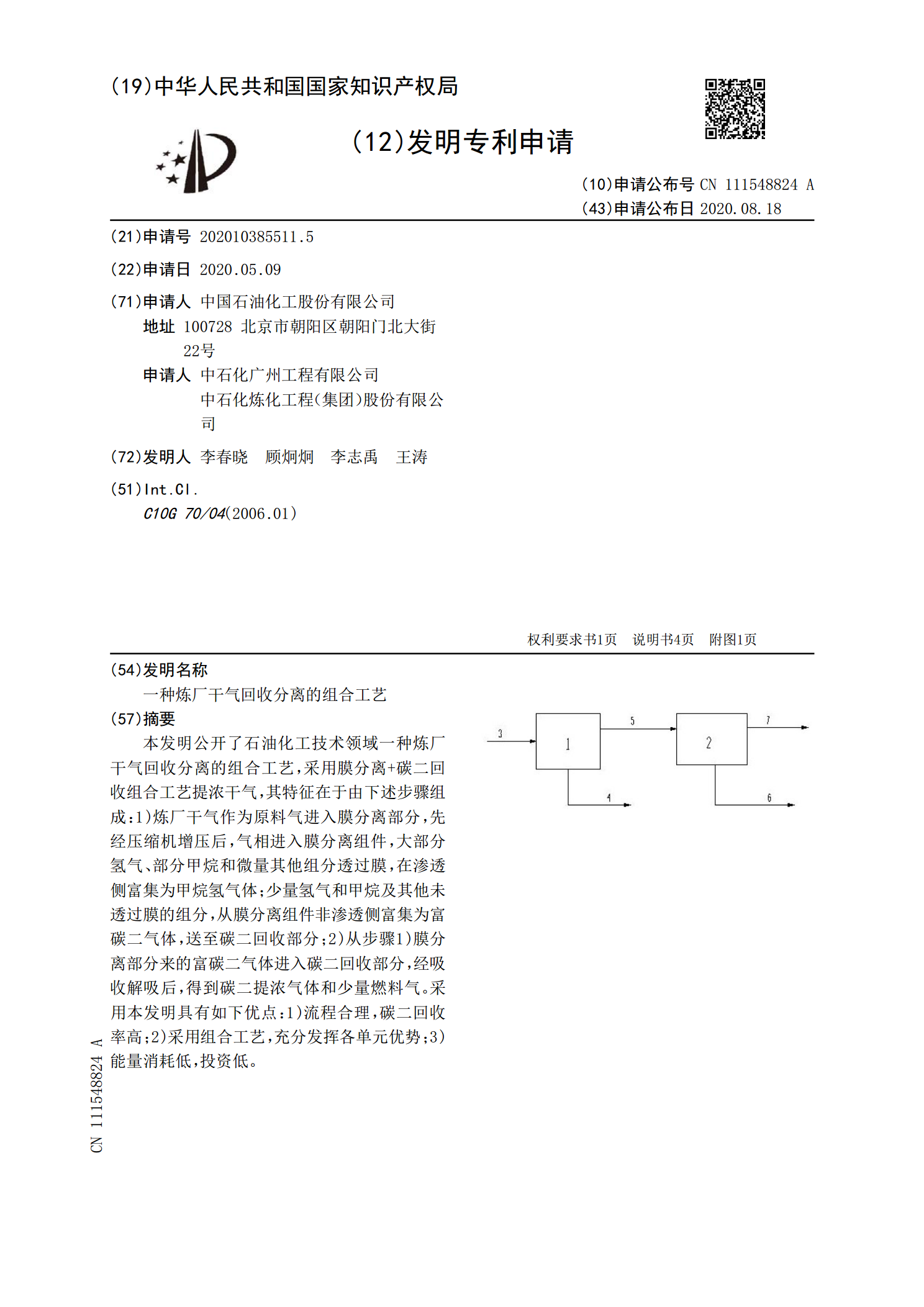
一种炼厂干气回收分离的组合工艺.pdf
本发明公开了石油化工技术领域一种炼厂干气回收分离的组合工艺,采用膜分离+碳二回收组合工艺提浓干气,其特征在于由下述步骤组成:1)炼厂干气作为原料气进入膜分离部分,先经压缩机增压后,气相进入膜分离组件,大部分氢气、部分甲烷和微量其他组分透过膜,在渗透侧富集为甲烷氢气体;少量氢气和甲烷及其他未透过膜的组分,从膜分离组件非渗透侧富集为富碳二气体,送至碳二回收部分;2)从步骤1)膜分离部分来的富碳二气体进入碳二回收部分,经吸收解吸后,得到碳二提浓气体和少量燃料气。采用本发明具有如下优点:1)流程合理,碳二回收率高
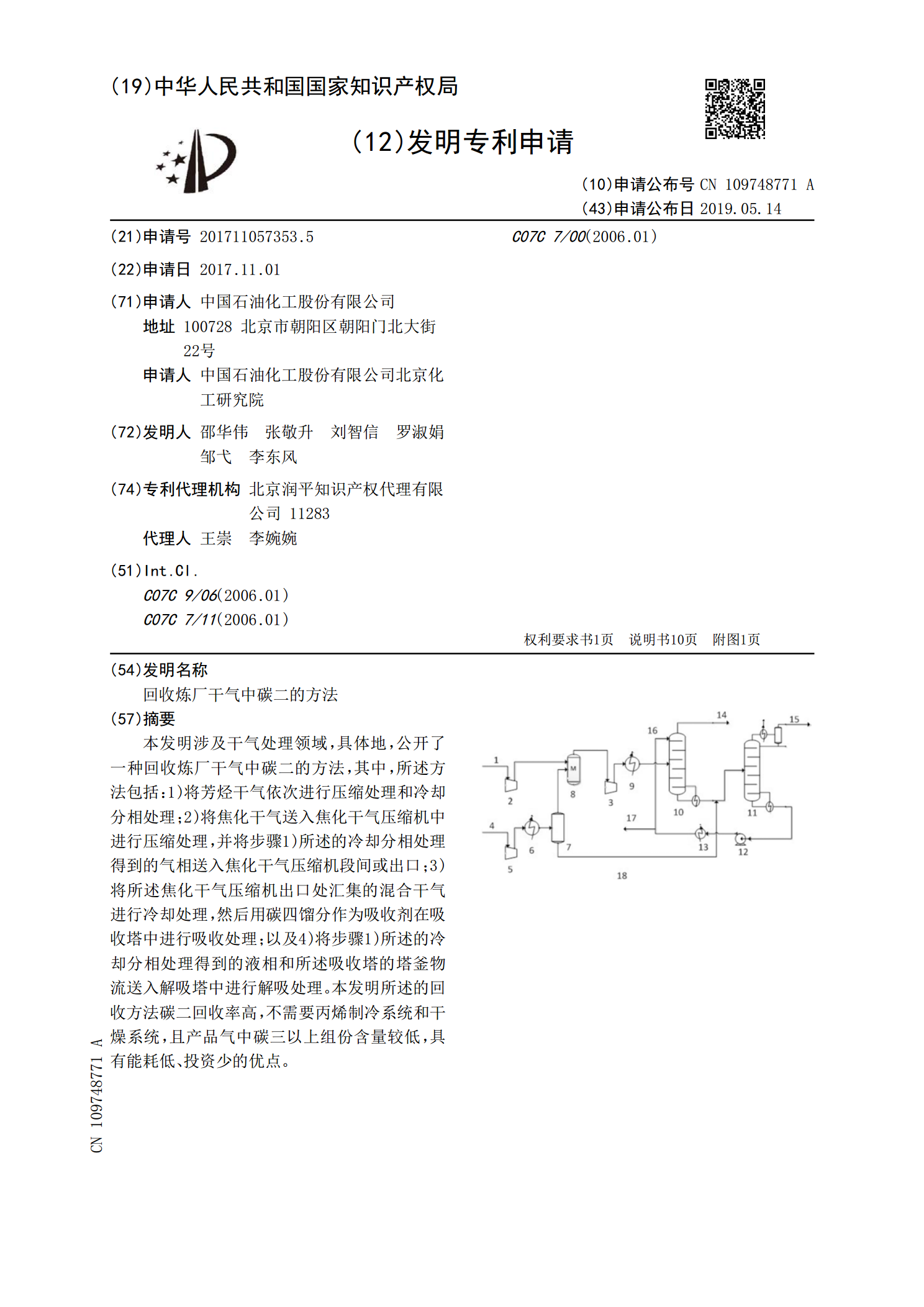
回收炼厂干气中碳二的方法.pdf
本发明涉及干气处理领域,具体地,公开了一种回收炼厂干气中碳二的方法,其中,所述方法包括:1)将芳烃干气依次进行压缩处理和冷却分相处理;2)将焦化干气送入焦化干气压缩机中进行压缩处理,并将步骤1)所述的冷却分相处理得到的气相送入焦化干气压缩机段间或出口;3)将所述焦化干气压缩机出口处汇集的混合干气进行冷却处理,然后用碳四馏分作为吸收剂在吸收塔中进行吸收处理;以及4)将步骤1)所述的冷却分相处理得到的液相和所述吸收塔的塔釜物流送入解吸塔中进行解吸处理。本发明所述的回收方法碳二回收率高,不需要丙烯制冷系统和干燥

一种炼厂干气回收系统及方法.pdf
本发明涉及炼厂干气处理领域,具体公开了一种炼厂干气回收系统,包括依次连接的干气压缩机、脱水脱汞床、冷箱、吸收塔、闪蒸罐和解吸塔;所述干气压缩机的原料入口与用于供应炼厂干气的原料输送装置连接,所述解吸塔的塔顶出气口连接产品输送装置,所述产品输送装置的第一入口与所述解吸塔连接,所述产品输送装置的第二入口与所述冷箱连接;所述冷箱的出气口与吸收塔的进气口连接,所述冷箱上还设置有第一冷却剂入口与第一冷却剂出口和第二冷却剂入口与第二冷却剂出口。本发明还公开了一种炼厂干气回收方法,所述吸收剂为聚醇醚,本发明方法工艺流程