
大直径钢管道对接焊接安装方法.pdf

努力****冰心

1/8
2/8

3/8
4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大直径钢管道对接焊接安装方法.pdf
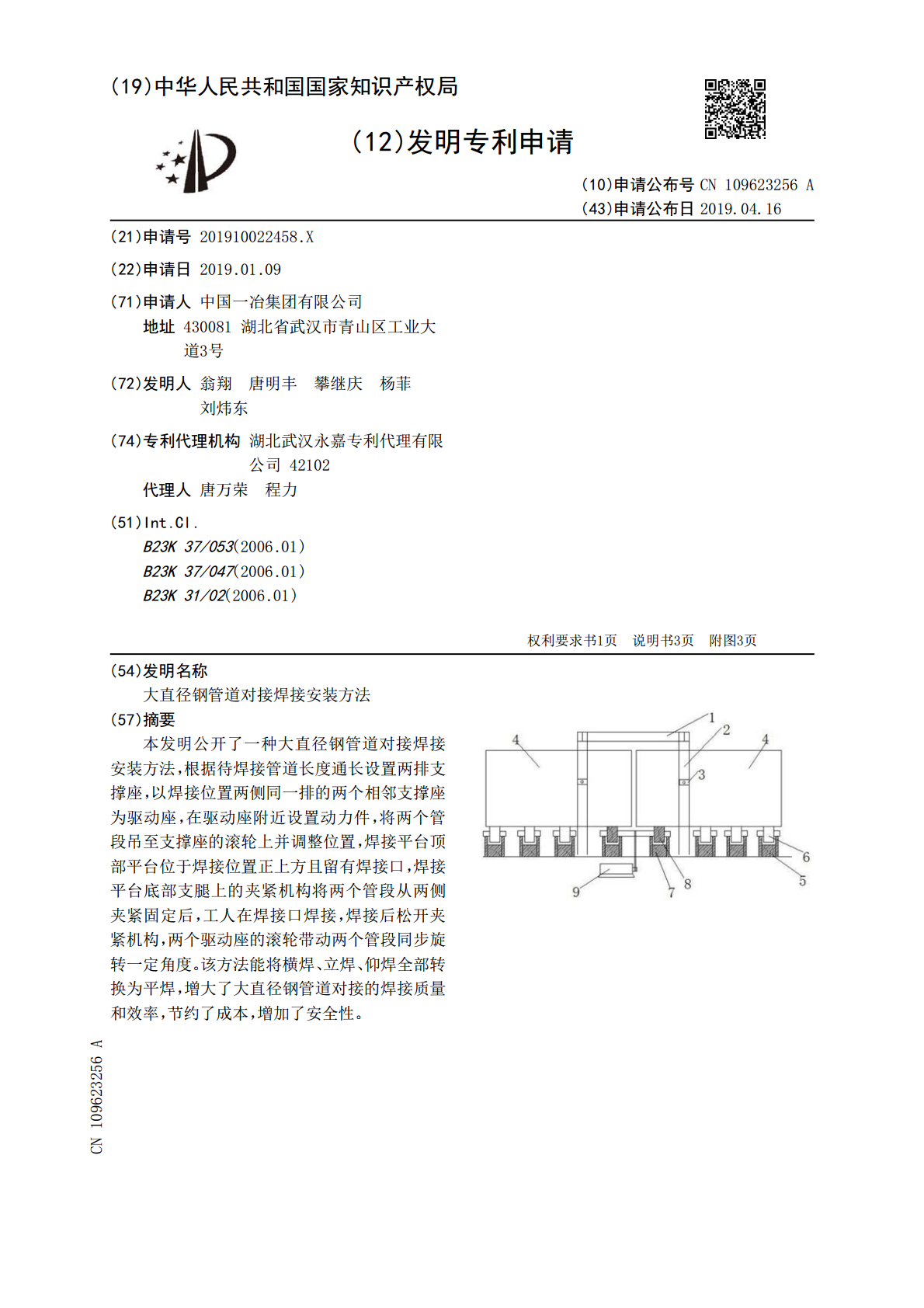
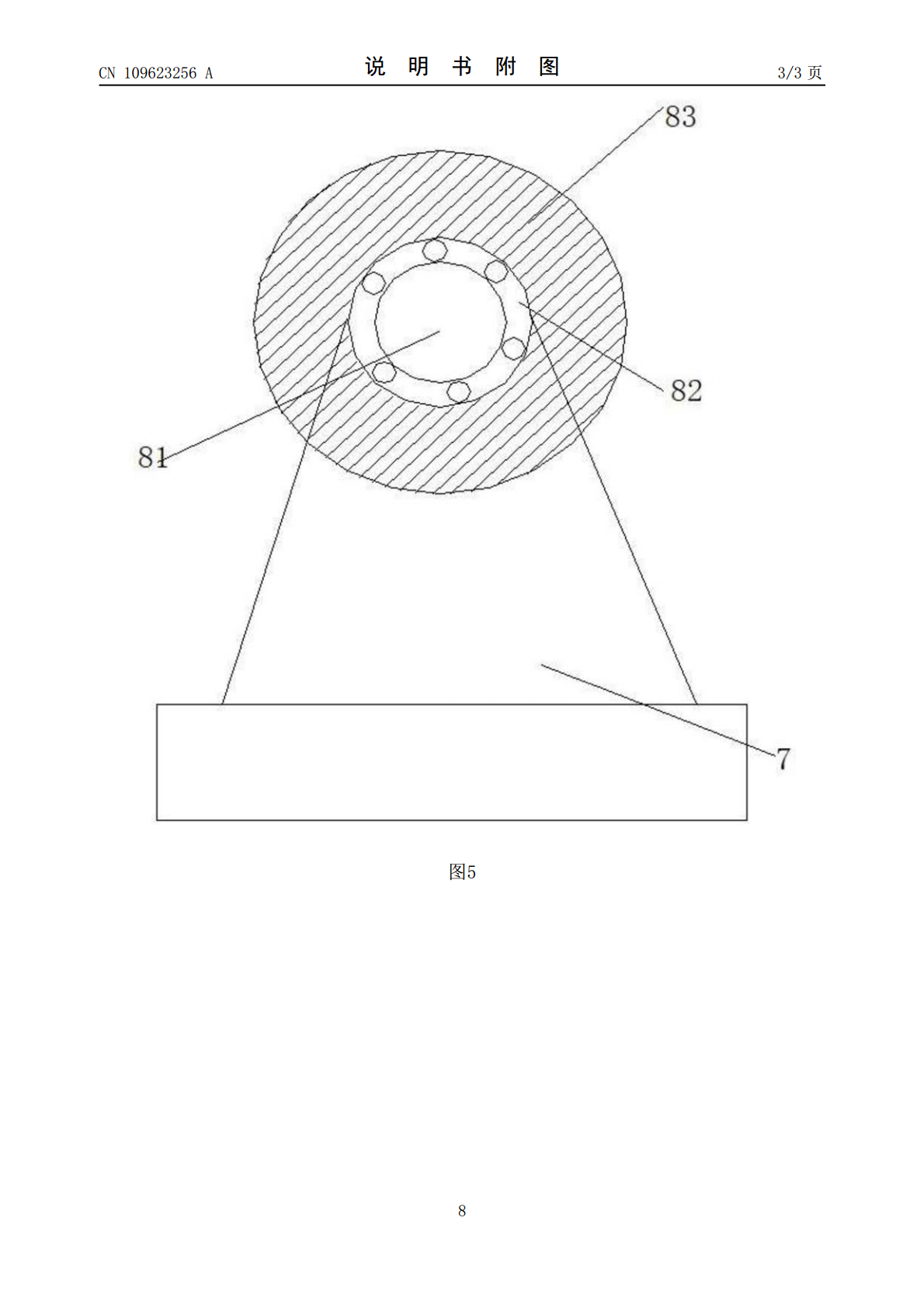
本发明公开了一种大直径钢管道对接焊接安装方法,根据待焊接管道长度通长设置两排支撑座,以焊接位置两侧同一排的两个相邻支撑座为驱动座,在驱动座附近设置动力件,将两个管段吊至支撑座的滚轮上并调整位置,焊接平台顶部平台位于焊接位置正上方且留有焊接口,焊接平台底部支腿上的夹紧机构将两个管段从两侧夹紧固定后,工人在焊接口焊接,焊接后松开夹紧机构,两个驱动座的滚轮带动两个管段同步旋转一定角度。该方法能将横焊、立焊、仰焊全部转换为平焊,增大了大直径钢管道对接的焊接质量和效率,节约了成本,增加了安全性。
管道焊接用对接器.pdf
本实用新型涉及管道技术领域,公开了一种管道焊接用对接器。所述对接器包括上夹持装置(1)和下夹持装置(2),所述上夹持装置(1)与所述下夹持装置(2)之间连接有可调节的紧固件(3),该紧固件(3)能够调节为使得所述上夹持装置(1)和所述下夹持装置(2)之间具有不同的夹持空间并能够将被对接的第一管道(41)和第二管道(42)固定在该夹持空间内的对接位置。本实用新型的管道焊接用对接器,在焊接管道时,能够直接固定在管道的上下两侧,无需借助其他工具或者人员辅助,并且能够对不同直径的管道进行固定,确保管道两端端口能够

大直径管道自动焊接装置.pdf
一种大直径管道自动焊接装置,主要由车体(1)、支撑臂(2)、工作臂(3)、焊接机头(4)以及连接轴(5)等部件组成,车体(1)下方安装有两组行走轮(11),可使整个焊接装置在管道(6)轴向快速、平稳运动。三个支撑臂(2)通过螺栓固定在连接轴(5)上,沿管道(6)一周均匀分布,通过三个支撑臂(2)的支撑作用,在焊接过程中,可使整个焊接装置顶紧在管道(6)内壁上,两个工作臂(3)沿管道(6)径向分布,其一端安装在连接轴(5)上,另一端连接有焊接机头(4)。在焊接过程中,在程序控制下,两个机头上的焊枪(49)可

管道对接设备以及管道对接方法.pdf
本发明涉及一种管道对接设备,该管道对接设备包括:支架,其底部设有滚轮;高度调节装置,设于所述支架上,用于调节所述支架的高度;管道固定装置,设于所述支架上,用于固定待对接的管道。该管道对接设备,使用简单方便,能够实现对管道的高效准确对接,大大提高管道对接的施工效率和施工质量。由于该管道对接设备可移动,能够适应绝大部分管道的安装,通用性强,适用范围广,能够节约大量的材料费及人工费,操作简单,安全可靠,实用性强。本发明还提供一种管道对接方法。

小直径管道内自动焊接行走装置.pdf
本发明公开了一种小直径管道内自动焊接行走装置,包括钢管旋转滚轮架、带有调速功能的自动行走小车和小车行走轨道,所述行走小车上设有升降调节装置,还包括推进杆、焊枪移动架和焊枪行走轨道,所述推进杆上间隔的设有多个固定架,所述推进杆的一端固定在所述升降调节装置上,所述焊枪移动架连接在所述推进杆的另一端上,所述焊枪移动架包括主架,所述主架的顶部设有焊枪调节紧固装置,所述主架的底部设有两个滚轮座,每个滚轮座上设有滚轮,所述滚轮的外回转面与焊枪行走轨道的几何形状相吻合,滚轮座按照滚轮的轴线相对推进杆为平行或垂直的位置安