
一种副车架焊接工装.pdf

努力****幻翠


1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种副车架焊接工装.pdf
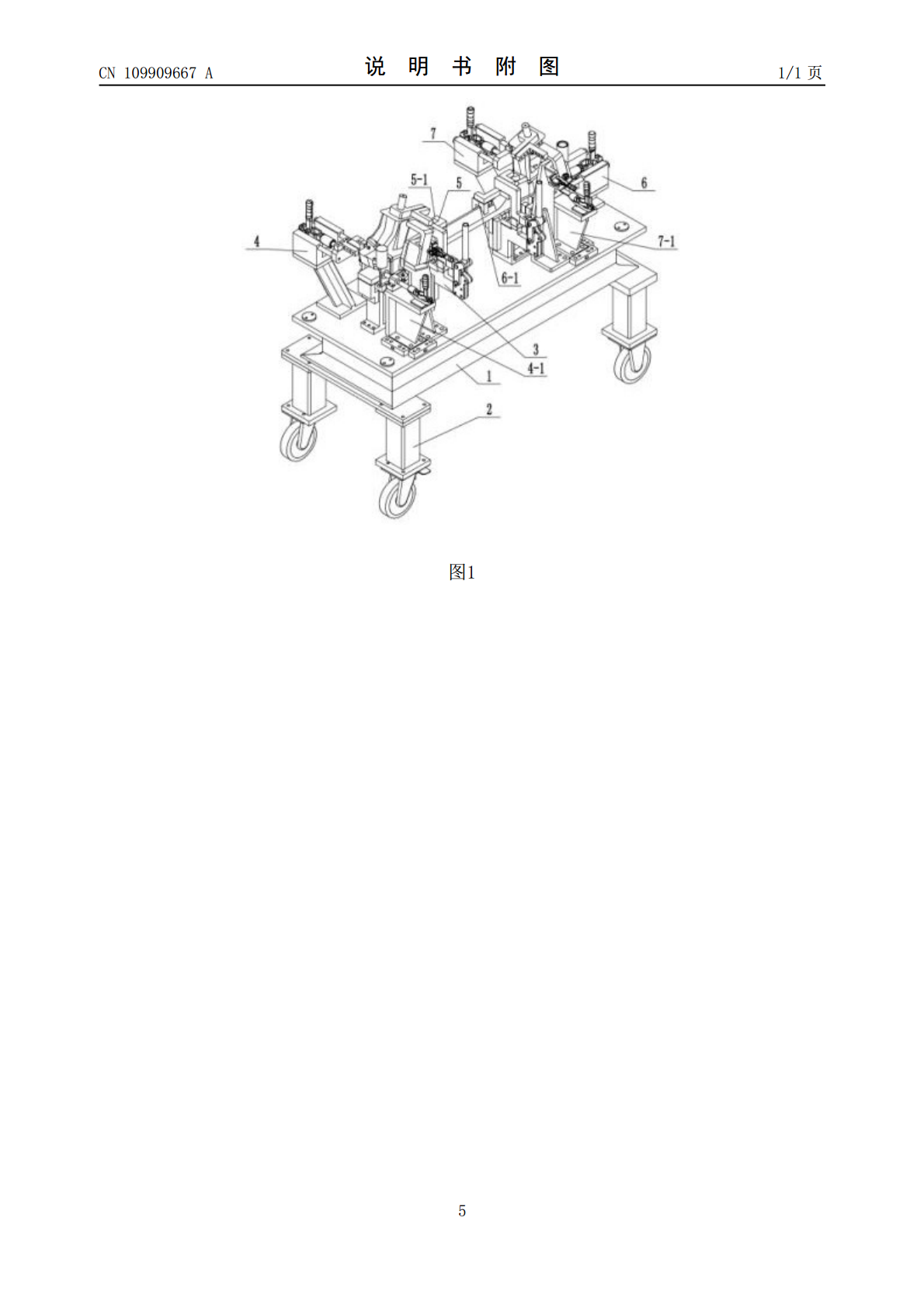
一种副车架焊接工装,四个滑轮支腿分别固定在主支撑台的四个角上,左部下压快速卡钳固定在主支撑台上方的靠左位置上,左部侧压卡钳固定在主支撑台上方且处于左部下压快速卡钳的左侧,两个中间支撑平台安装在主支撑台的上方中间位置上,右部下压快速卡钳固定在主支撑台上方的靠右位置上,右部侧压卡钳固定在主支撑台上方且处于右部下压快速卡钳的左侧,其特征在于:所述的左部侧压卡钳对面还设置有左部侧压副卡钳,左部侧压副卡钳压住第一横梁的左部翻边,左部侧压卡钳压住整个左部侧面。本发明,通过定位组件对发动机安装支架进行进行精确定位,通过
一种前副车架总成焊接工装.pdf
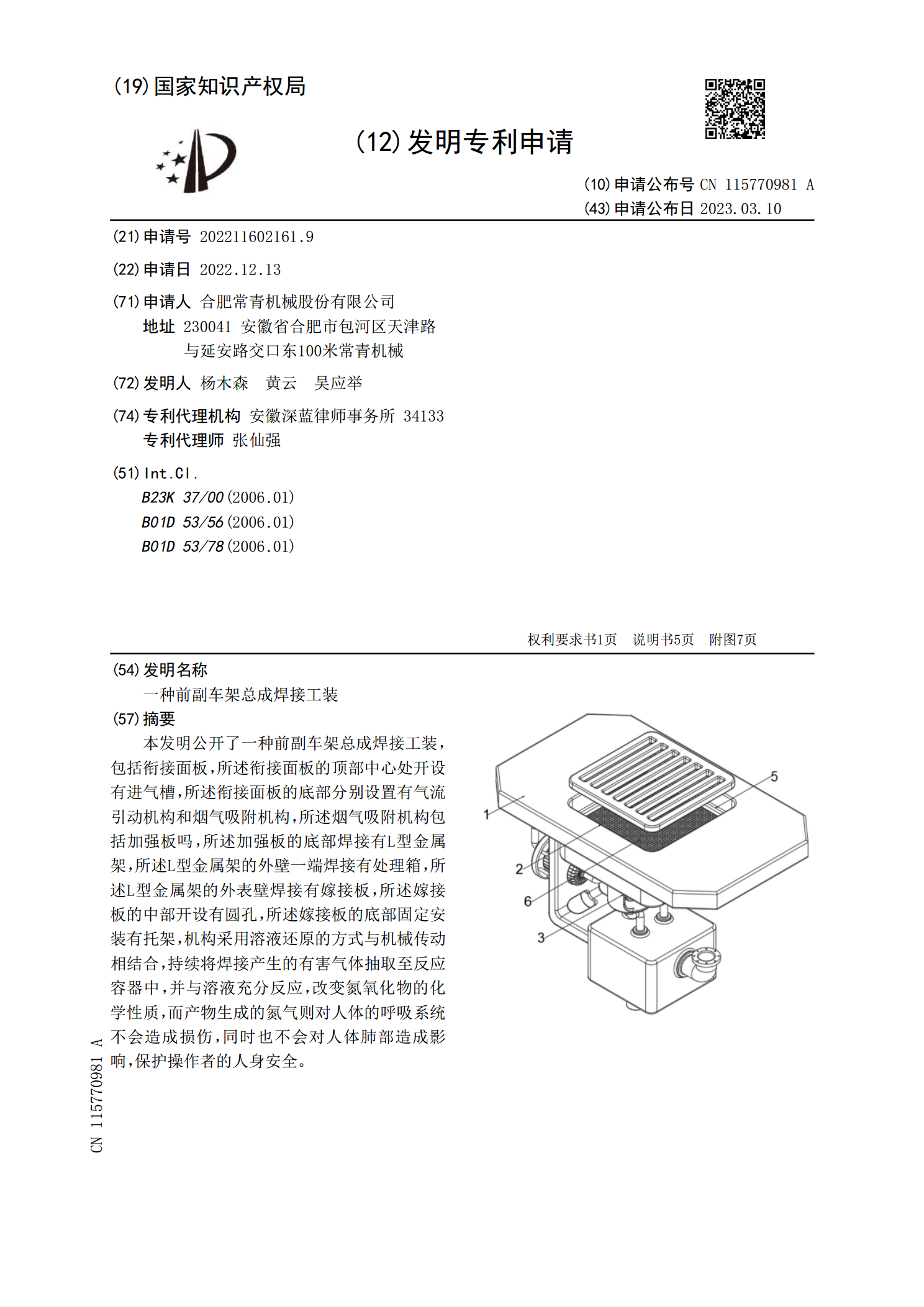
本发明公开了一种前副车架总成焊接工装,包括衔接面板,所述衔接面板的顶部中心处开设有进气槽,所述衔接面板的底部分别设置有气流引动机构和烟气吸附机构,所述烟气吸附机构包括加强板吗,所述加强板的底部焊接有L型金属架,所述L型金属架的外壁一端焊接有处理箱,所述L型金属架的外表壁焊接有嫁接板,所述嫁接板的中部开设有圆孔,所述嫁接板的底部固定安装有托架,机构采用溶液还原的方式与机械传动相结合,持续将焊接产生的有害气体抽取至反应容器中,并与溶液充分反应,改变氮氧化物的化学性质,而产物生成的氮气则对人体的呼吸系统不会造成

一种车架焊接工装.pdf
本发明公开了一种车架焊接工装,用于拼装固定支撑架,包括安装基板、定位槽、第一定位块、第一压块、第二压块和第三压块等。工作时先将主撑杆A插入定位槽2,并使第三伸缩装置16控制第三压块15紧压主撑杆A上端部,然后放置支撑杆B并让第一压块8紧压于支撑杆B端部,然后设置三角形连接块C,并通过第二压块12、第四压块17压紧定位。本车架焊接工装,用于焊接加工车架时的拼装定位及固定。起到定位精准,固定有效,拼装方便的作用效果。

车架总成焊接工装及车架总成焊接方法.pdf
本公开涉及商用车生产与制造领域,具体来说,涉及一种车架总成焊接工装及车架总成焊接方法。本公开的车架总成焊接工装包括:底板、中部横梁固定机构、后纵梁固定机构、下龙门梁固定机构和前纵梁固定机构,均设于底板上,并分别用于固定中部横梁、后纵梁、下龙门梁和前纵梁。使得在中部横梁、后纵梁、下龙门梁和前纵梁固定于本公开的车架总成焊接工装后,后纵梁与中部横梁间具有第一焊接间隙,下龙门梁与后纵梁间具有第二焊接间隙,前纵梁与下龙门梁间具有第三焊接间隙。本公开的车架总成焊接工装能够在对大型车架总成进行焊接时,使焊后变形较小,提
一种叉车的车架焊接工装.pdf
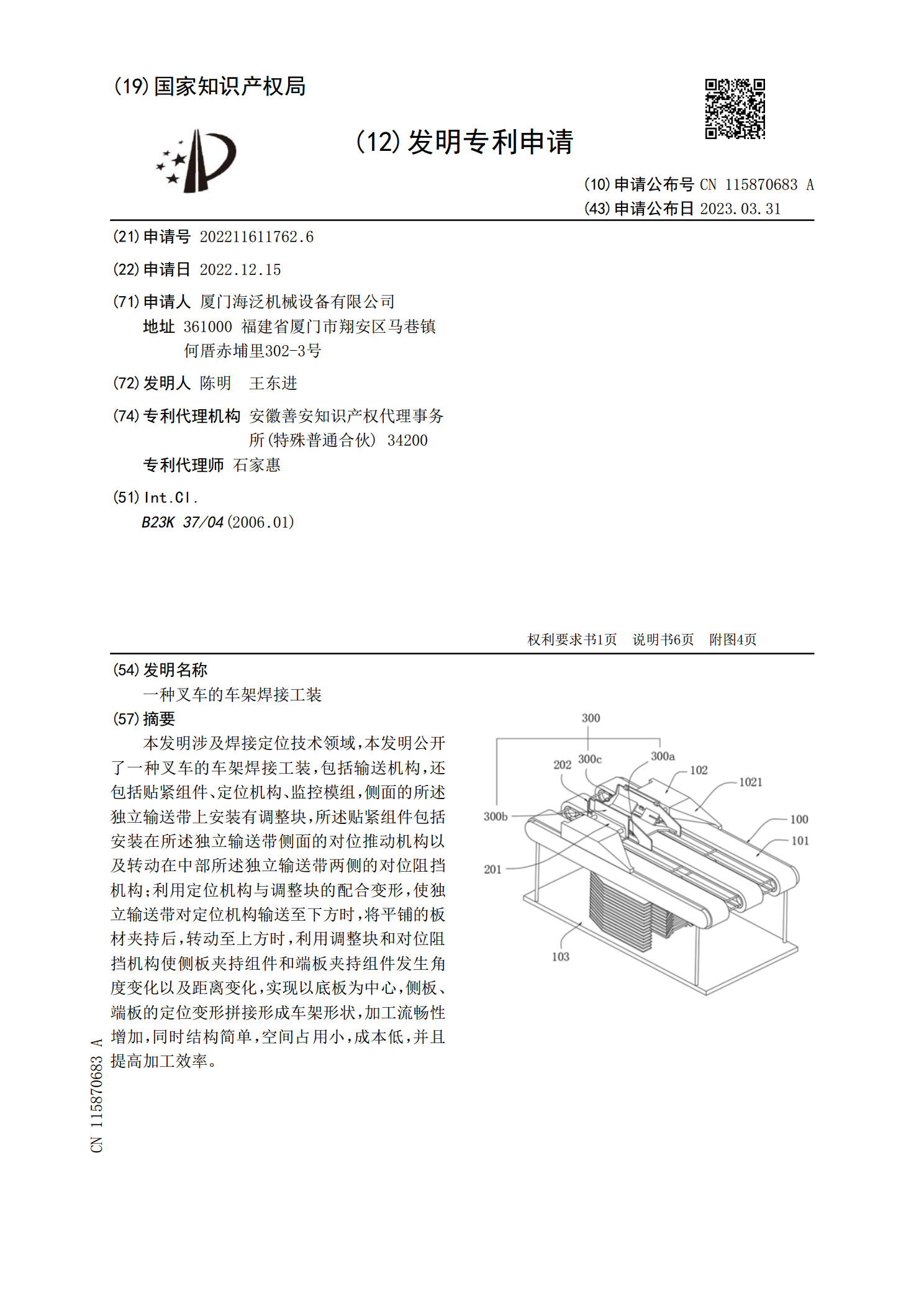
本发明涉及焊接定位技术领域,本发明公开了一种叉车的车架焊接工装,包括输送机构,还包括贴紧组件、定位机构、监控模组,侧面的所述独立输送带上安装有调整块,所述贴紧组件包括安装在所述独立输送带侧面的对位推动机构以及转动在中部所述独立输送带两侧的对位阻挡机构;利用定位机构与调整块的配合变形,使独立输送带对定位机构输送至下方时,将平铺的板材夹持后,转动至上方时,利用调整块和对位阻挡机构使侧板夹持组件和端板夹持组件发生角度变化以及距离变化,实现以底板为中心,侧板、端板的定位变形拼接形成车架形状,加工流畅性增加,同时结