
一种用于船舶舱室的智能焊接机器人.pdf

是你****盟主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于船舶舱室的智能焊接机器人.pdf
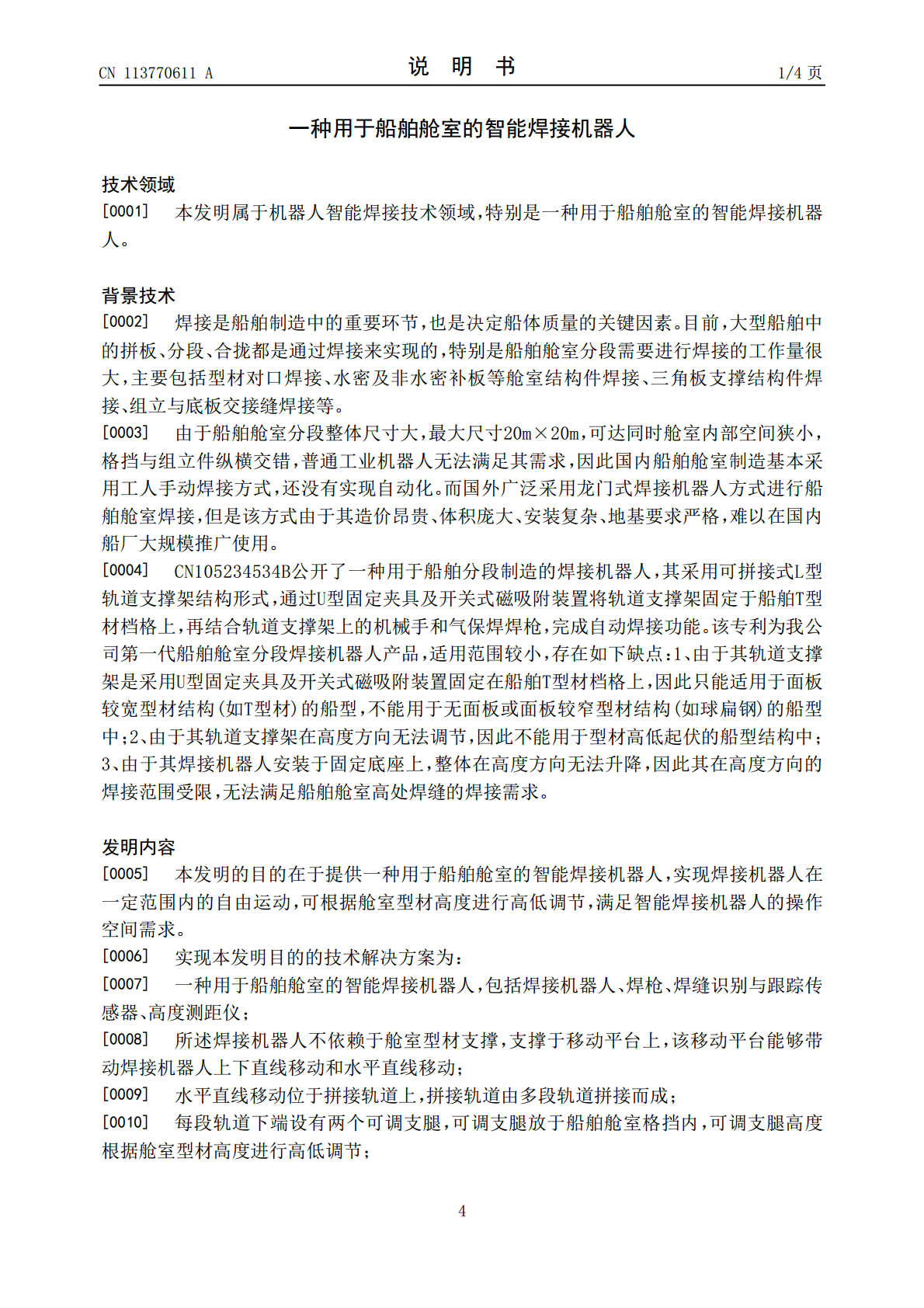
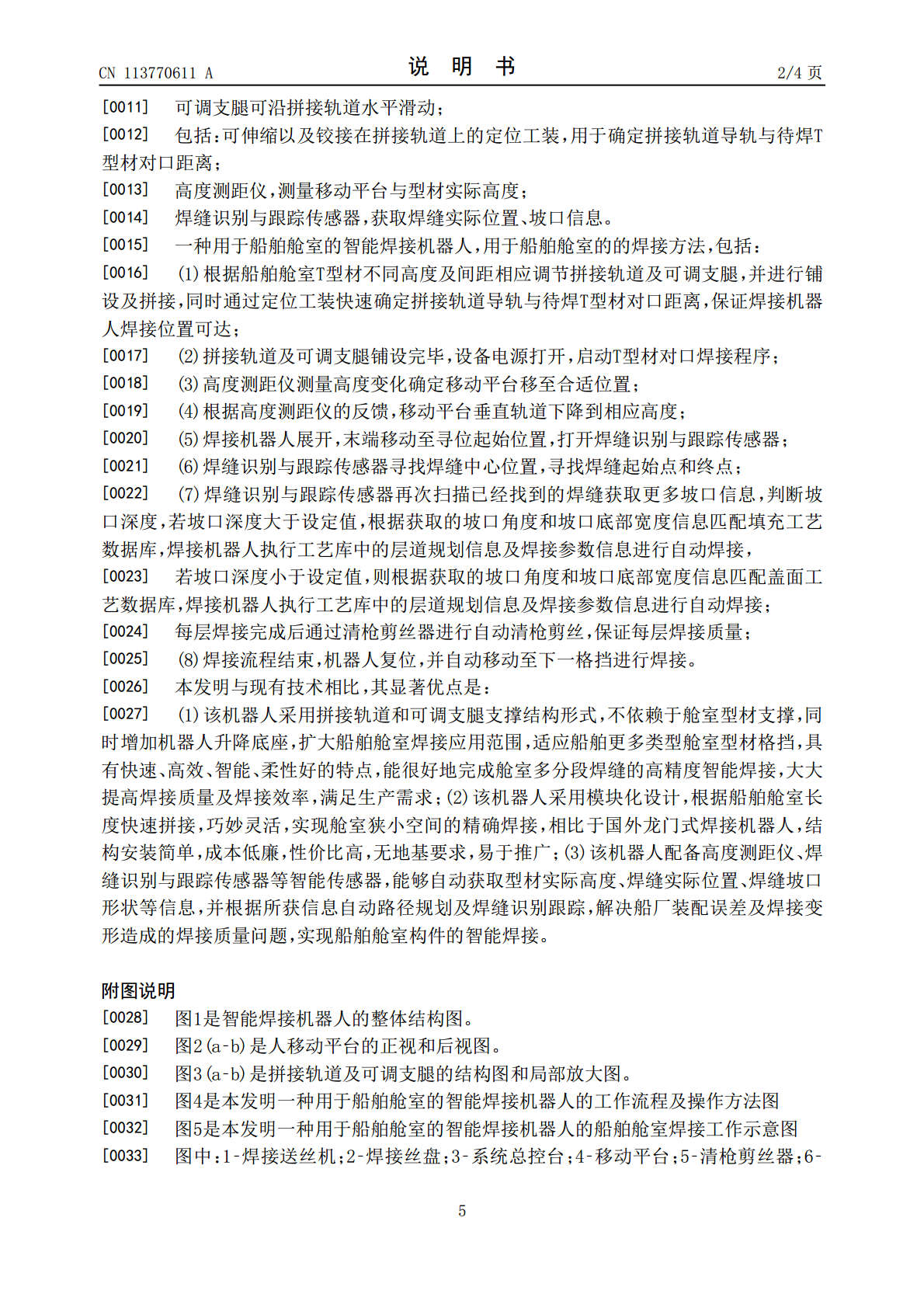
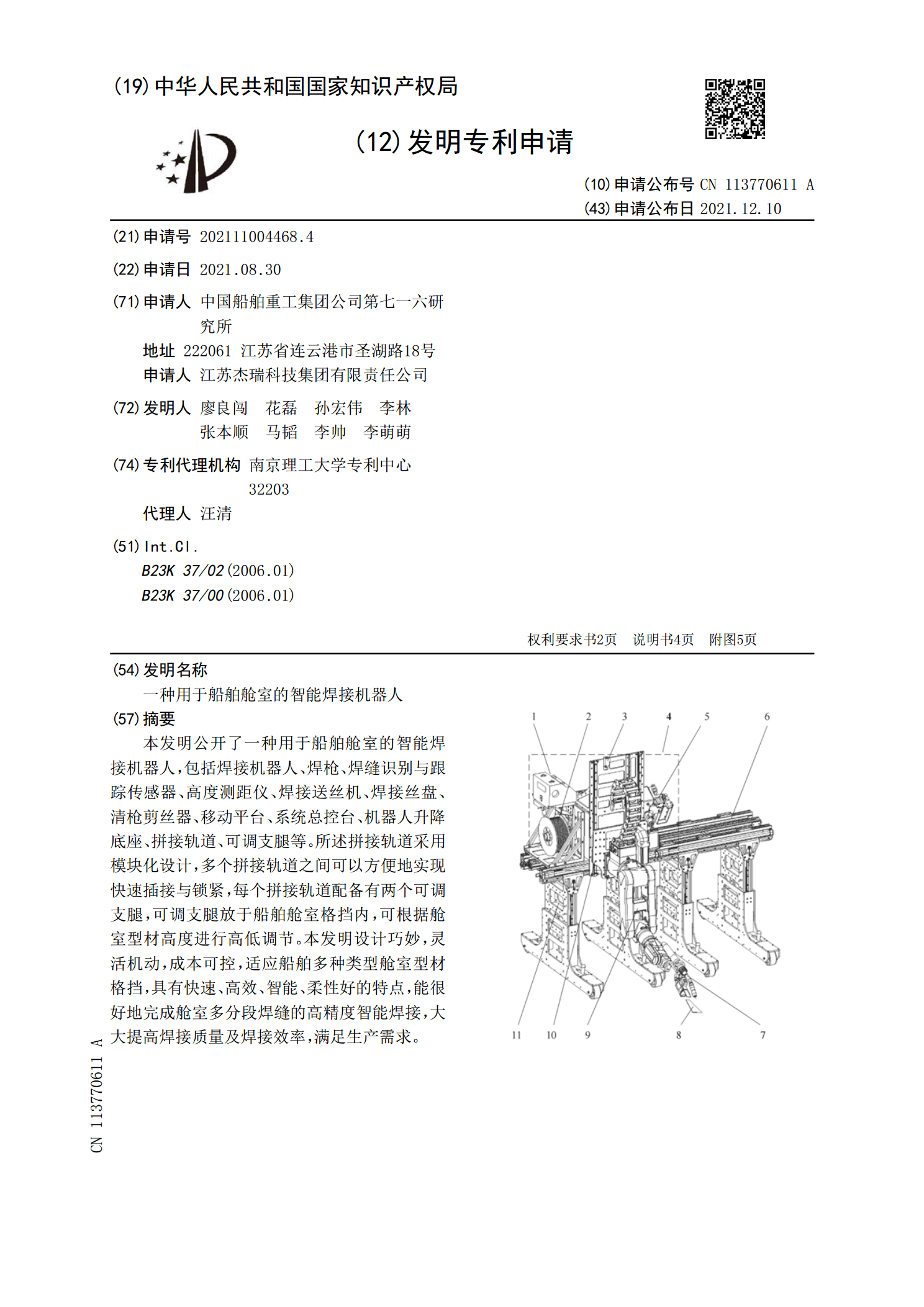
本发明公开了一种用于船舶舱室的智能焊接机器人,包括焊接机器人、焊枪、焊缝识别与跟踪传感器、高度测距仪、焊接送丝机、焊接丝盘、清枪剪丝器、移动平台、系统总控台、机器人升降底座、拼接轨道、可调支腿等。所述拼接轨道采用模块化设计,多个拼接轨道之间可以方便地实现快速插接与锁紧,每个拼接轨道配备有两个可调支腿,可调支腿放于船舶舱室格挡内,可根据舱室型材高度进行高低调节。本发明设计巧妙,灵活机动,成本可控,适应船舶多种类型舱室型材格挡,具有快速、高效、智能、柔性好的特点,能很好地完成舱室多分段焊缝的高精度智能焊接,大
一种用于船舶焊接的智能安防工装.pdf
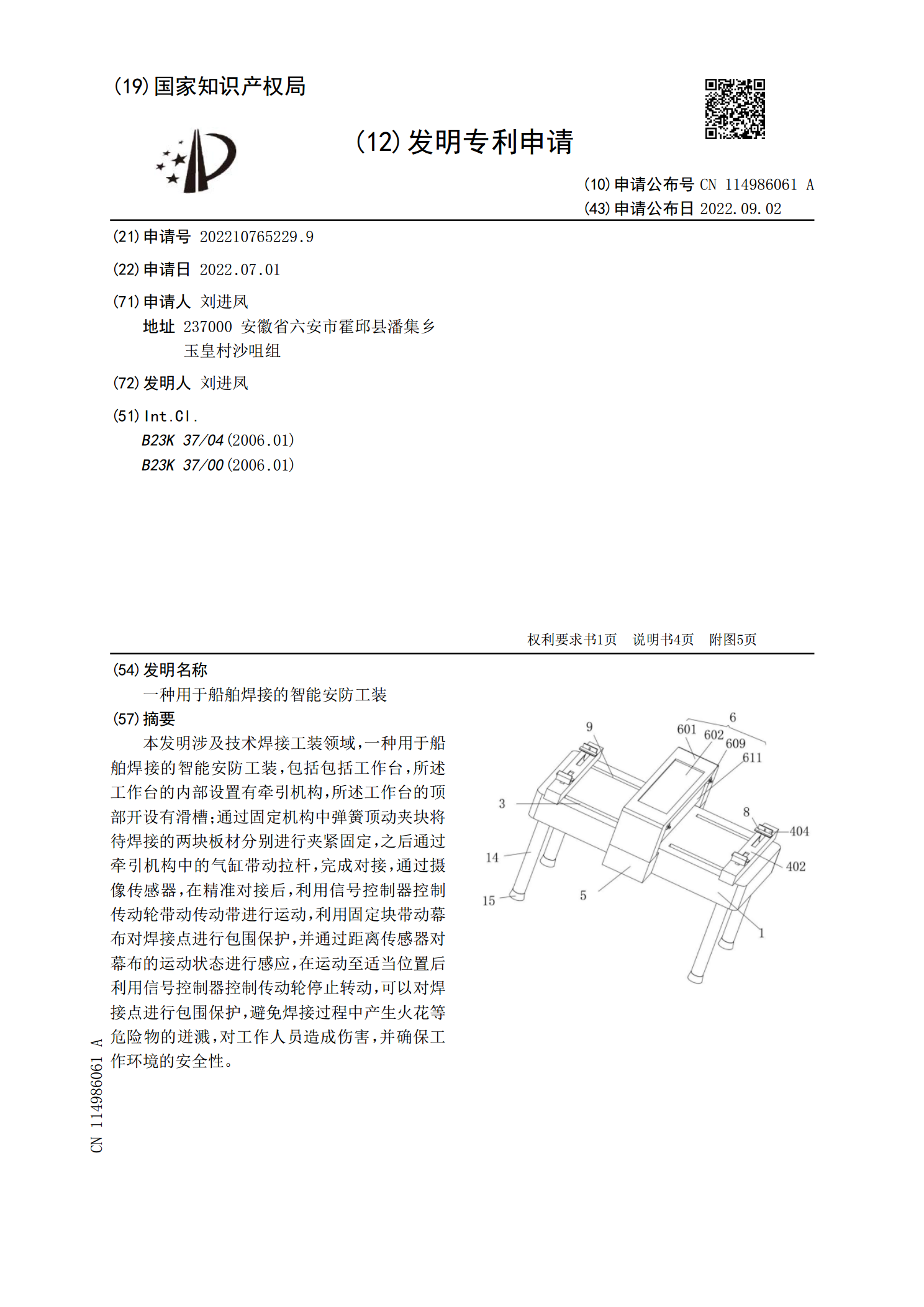
本发明涉及技术焊接工装领域,一种用于船舶焊接的智能安防工装,包括包括工作台,所述工作台的内部设置有牵引机构,所述工作台的顶部开设有滑槽;通过固定机构中弹簧顶动夹块将待焊接的两块板材分别进行夹紧固定,之后通过牵引机构中的气缸带动拉杆,完成对接,通过摄像传感器,在精准对接后,利用信号控制器控制传动轮带动传动带进行运动,利用固定块带动幕布对焊接点进行包围保护,并通过距离传感器对幕布的运动状态进行感应,在运动至适当位置后利用信号控制器控制传动轮停止转动,可以对焊接点进行包围保护,避免焊接过程中产生火花等危险物的迸
一种船舶复杂结构机器人智能焊接方法及系统.pdf
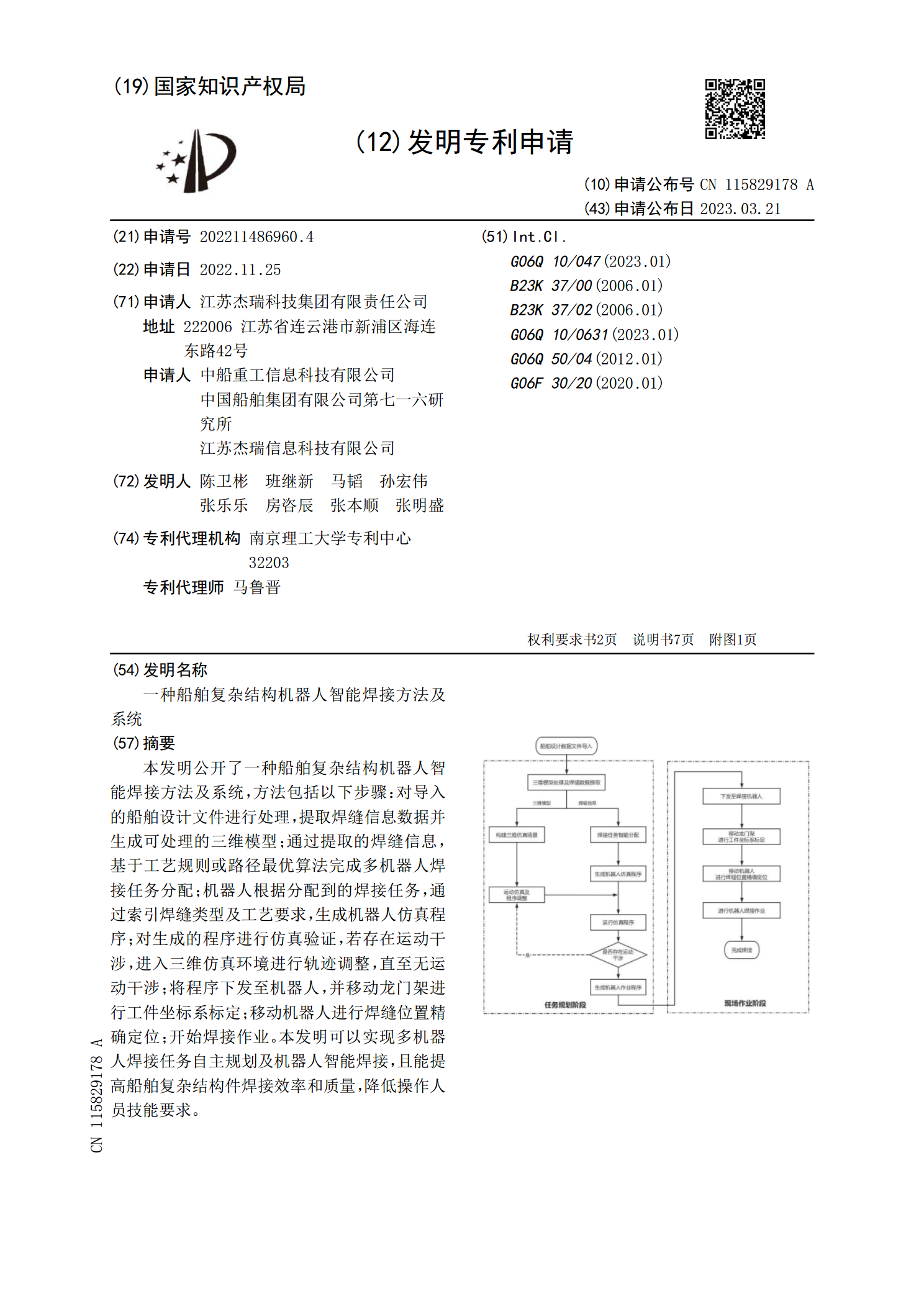
本发明公开了一种船舶复杂结构机器人智能焊接方法及系统,方法包括以下步骤:对导入的船舶设计文件进行处理,提取焊缝信息数据并生成可处理的三维模型;通过提取的焊缝信息,基于工艺规则或路径最优算法完成多机器人焊接任务分配;机器人根据分配到的焊接任务,通过索引焊缝类型及工艺要求,生成机器人仿真程序;对生成的程序进行仿真验证,若存在运动干涉,进入三维仿真环境进行轨迹调整,直至无运动干涉;将程序下发至机器人,并移动龙门架进行工件坐标系标定;移动机器人进行焊缝位置精确定位;开始焊接作业。本发明可以实现多机器人焊接任务自主

一种用于船舶安全舱室的门板结构.pdf
本发明涉及用于船舶安全舱室的门板结构,包括门面板、门内板、挡板和舱壁,所述舱壁开设有进出口,所述门面板与进出口的形状完全吻合,所述挡板和舱壁之间安装有两个滚轮滑动轨道,两个滚轮滑动轨道与舱壁的连接处向外弯折形成卡槽,所述滚轮滑动轨道上开设滑槽,内门板与门面板之间以滑道和卡槽的形式相连接,门内板由两块可滑动的板体组成,所述两块板体的外侧分别设置有滚轮,所述滚轮安装在滑槽内,两块板体内侧的相对处设置有强电磁铁,在通电状态下,强电磁铁相吸,两块板体吸合为一体。本发明加强安全舱的保密性安全性,延缓安全舱被海盗发现

一种舱室及船舶.pdf
本发明涉及船舶建造技术领域,尤其涉及一种舱室及船舶。舱室包括门孔、吊孔、吊梁、主门板和副门板,舱室的壁板上开设有上下设置且相连通的吊孔与门孔。吊梁穿过吊孔并铺设于多个舱室的内顶壁上。主门板转动设置于壁板上并能够打开或密封关闭门孔。副门板上开设有与吊梁相适配的避让槽,副门板转动设置于壁板上并能够打开或密封关闭吊孔。船舶包括上述的舱室,可将设备吊运至各个舱室内,无需换乘,简化了吊运过程,提高了吊运效率。由于无需在每个舱室内均放置小车,降低了成本,增大了舱室的内部空间利用率。而且,通过主门板与副门板实现了舱室的