
一种管形件冲压成型装置及方法.pdf

Ma****57

1/10
2/10
3/10
4/10
5/10
6/10
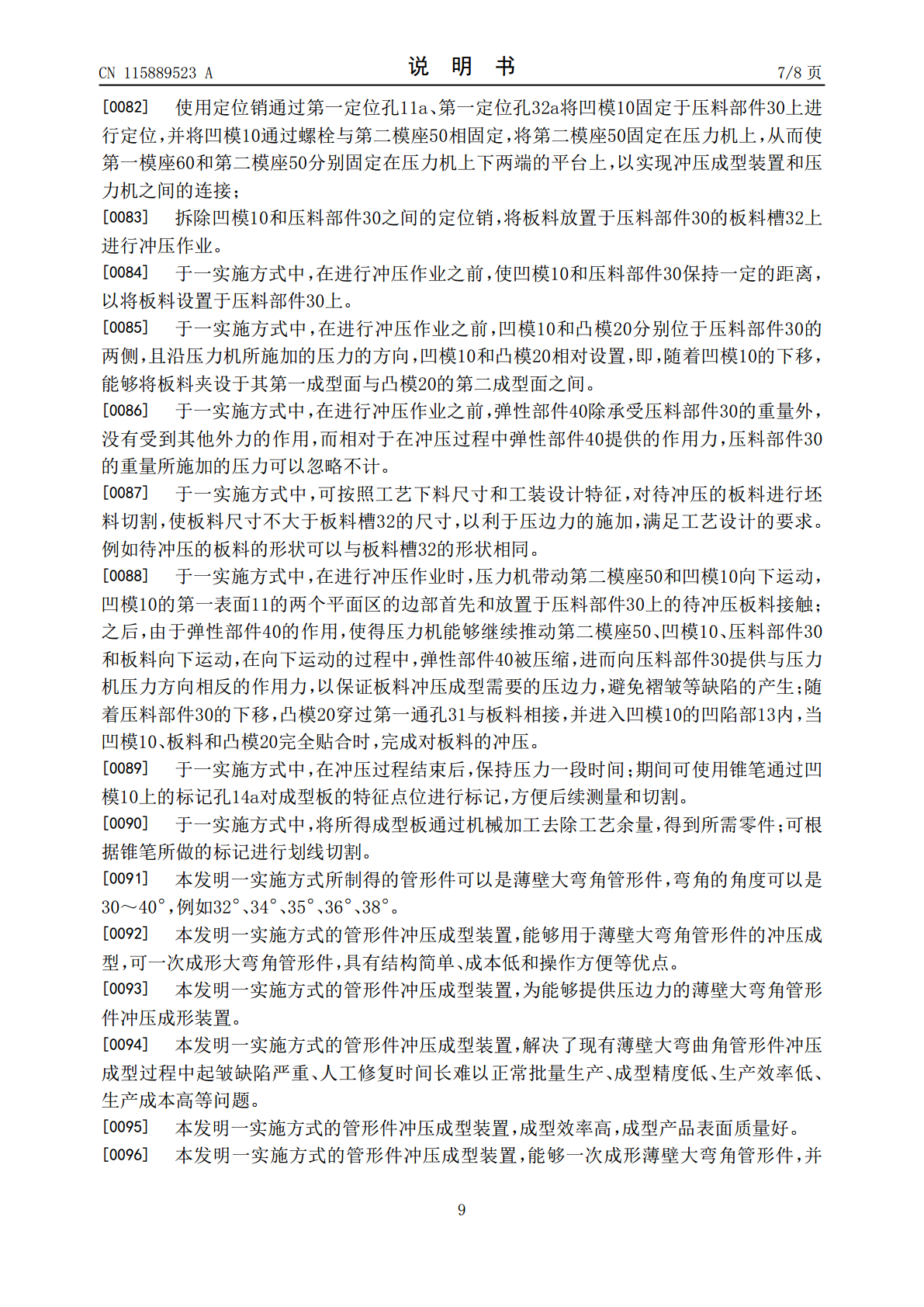
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种管形件冲压成型装置及方法.pdf
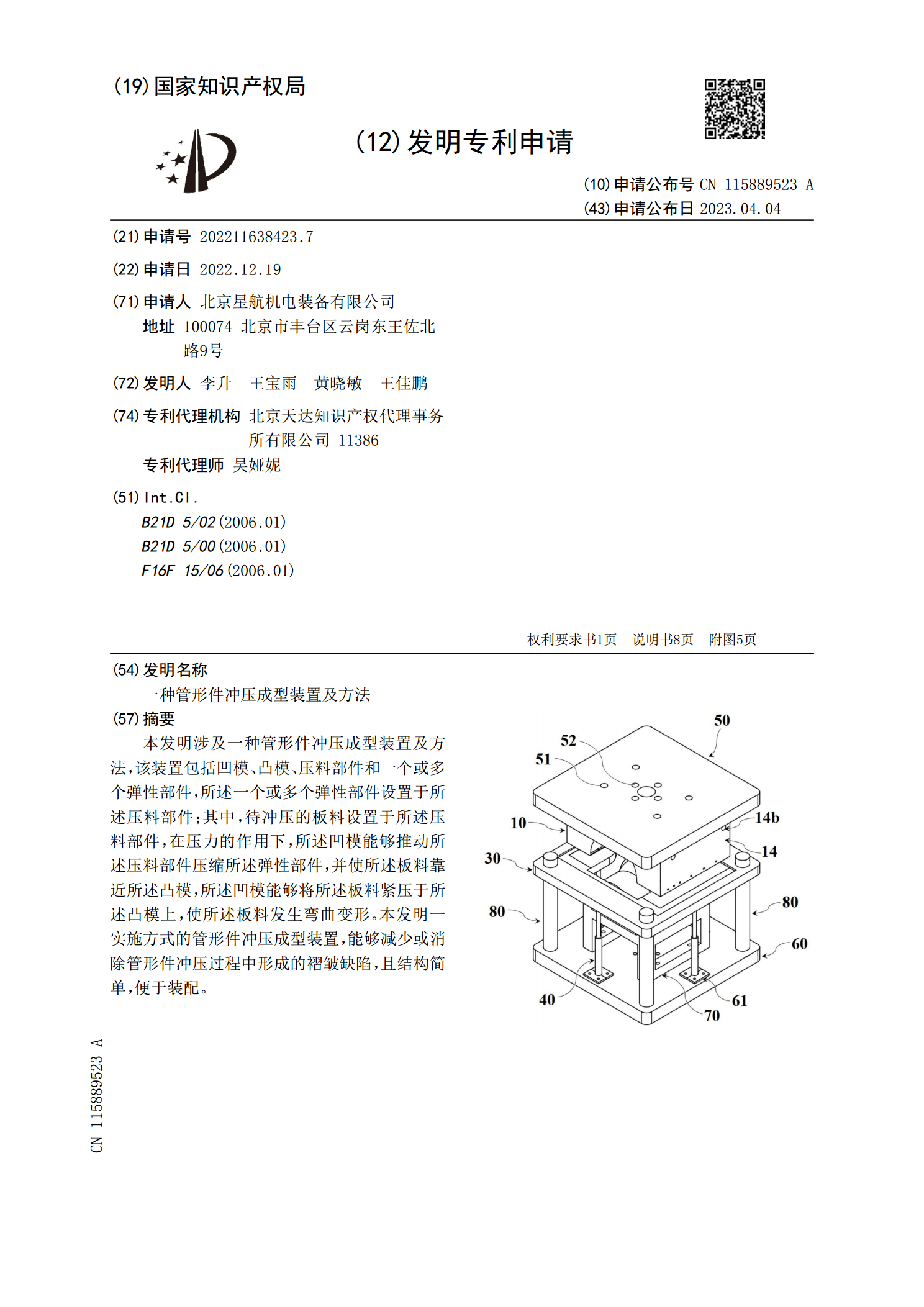
本发明涉及一种管形件冲压成型装置及方法,该装置包括凹模、凸模、压料部件和一个或多个弹性部件,所述一个或多个弹性部件设置于所述压料部件;其中,待冲压的板料设置于所述压料部件,在压力的作用下,所述凹模能够推动所述压料部件压缩所述弹性部件,并使所述板料靠近所述凸模,所述凹模能够将所述板料紧压于所述凸模上,使所述板料发生弯曲变形。本发明一实施方式的管形件冲压成型装置,能够减少或消除管形件冲压过程中形成的褶皱缺陷,且结构简单,便于装配。
一种管件冲压打孔装置的制备方法.pdf
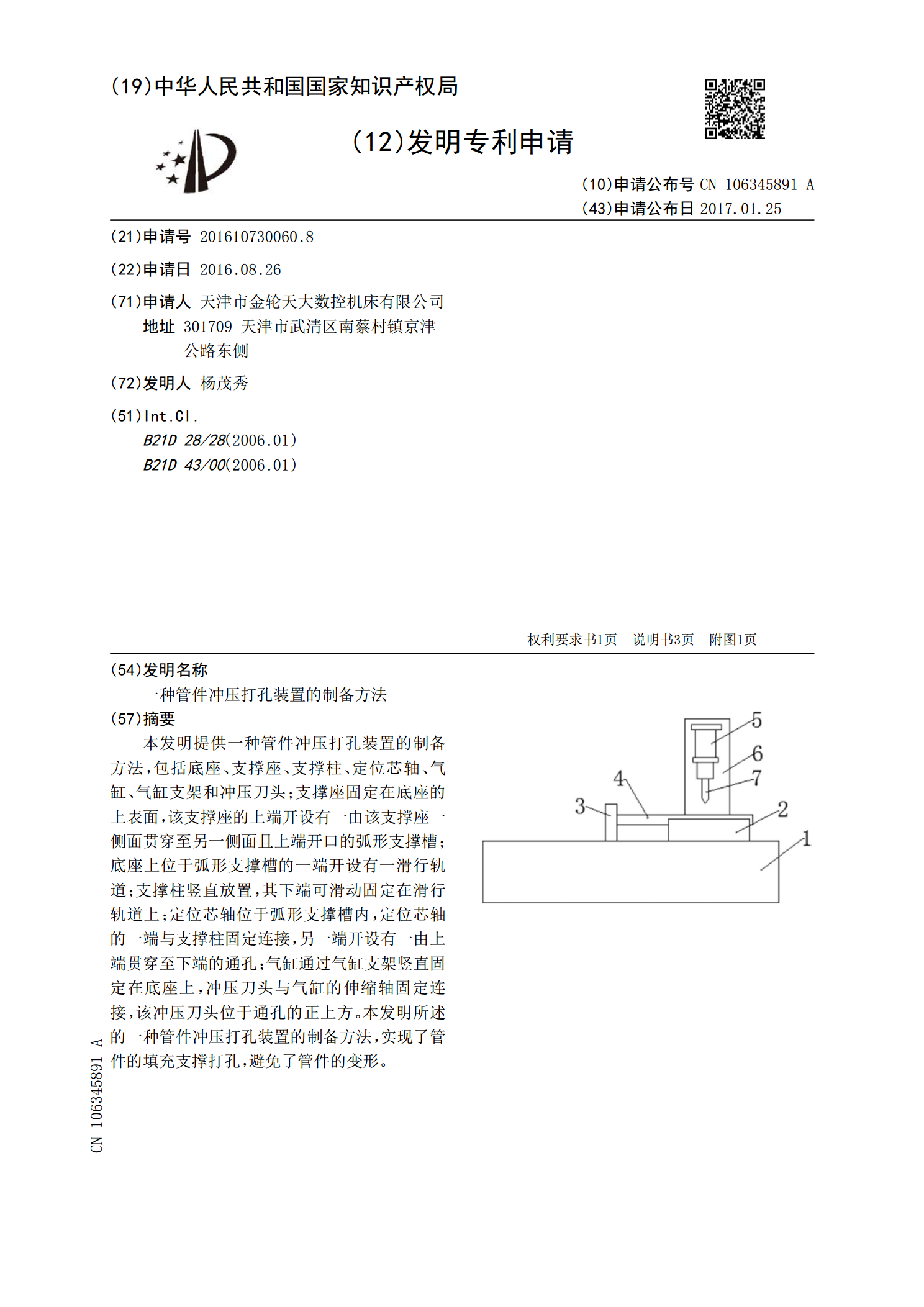
本发明提供一种管件冲压打孔装置的制备方法,包括底座、支撑座、支撑柱、定位芯轴、气缸、气缸支架和冲压刀头;支撑座固定在底座的上表面,该支撑座的上端开设有一由该支撑座一侧面贯穿至另一侧面且上端开口的弧形支撑槽;底座上位于弧形支撑槽的一端开设有一滑行轨道;支撑柱竖直放置,其下端可滑动固定在滑行轨道上;定位芯轴位于弧形支撑槽内,定位芯轴的一端与支撑柱固定连接,另一端开设有一由上端贯穿至下端的通孔;气缸通过气缸支架竖直固定在底座上,冲压刀头与气缸的伸缩轴固定连接,该冲压刀头位于通孔的正上方。本发明所述的一种管件冲压
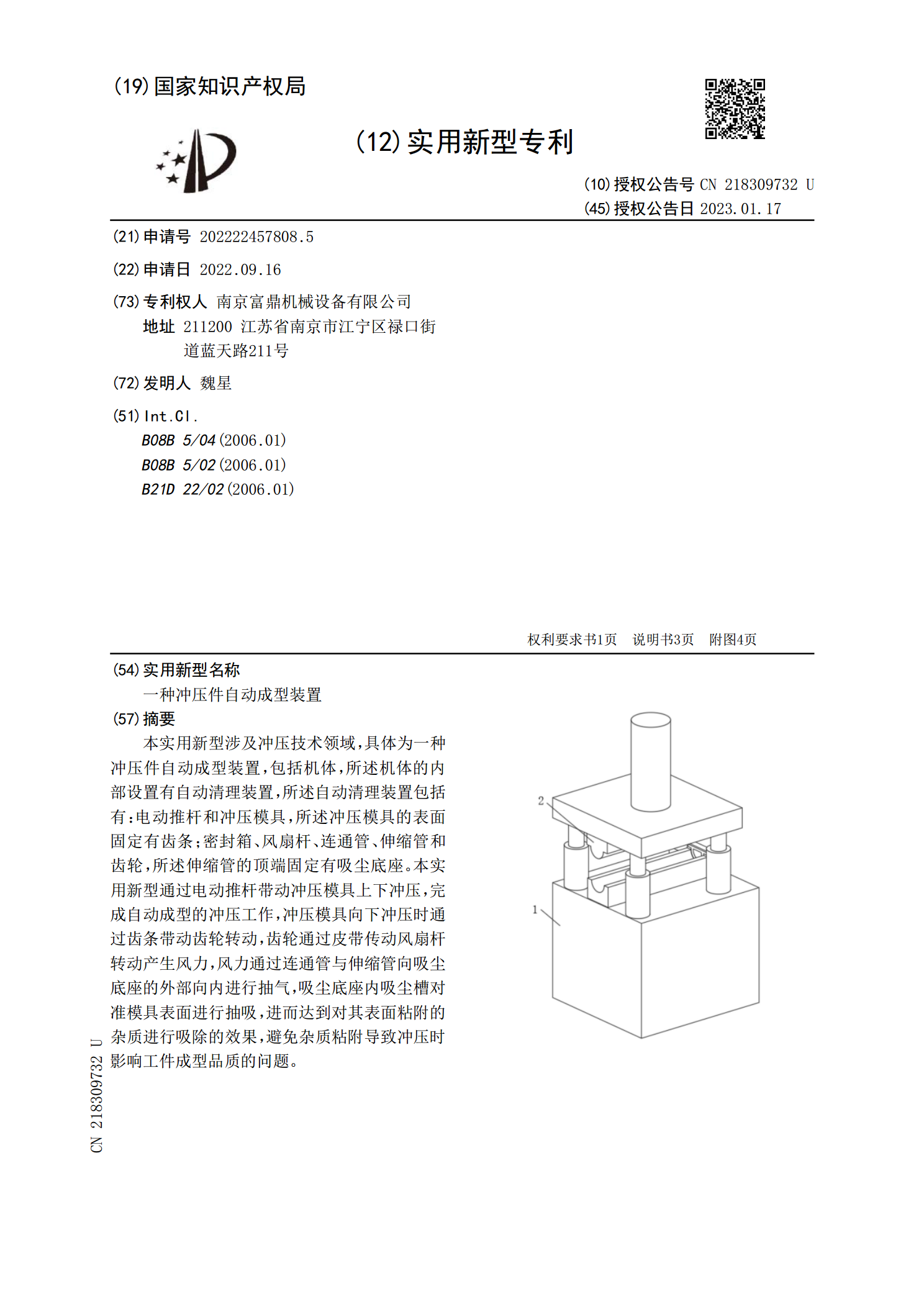
一种冲压件自动成型装置.pdf
本实用新型涉及冲压技术领域,具体为一种冲压件自动成型装置,包括机体,所述机体的内部设置有自动清理装置,所述自动清理装置包括有:电动推杆和冲压模具,所述冲压模具的表面固定有齿条;密封箱、风扇杆、连通管、伸缩管和齿轮,所述伸缩管的顶端固定有吸尘底座。本实用新型通过电动推杆带动冲压模具上下冲压,完成自动成型的冲压工作,冲压模具向下冲压时通过齿条带动齿轮转动,齿轮通过皮带传动风扇杆转动产生风力,风力通过连通管与伸缩管向吸尘底座的外部向内进行抽气,吸尘底座内吸尘槽对准模具表面进行抽吸,进而达到对其表面粘附的杂质进行
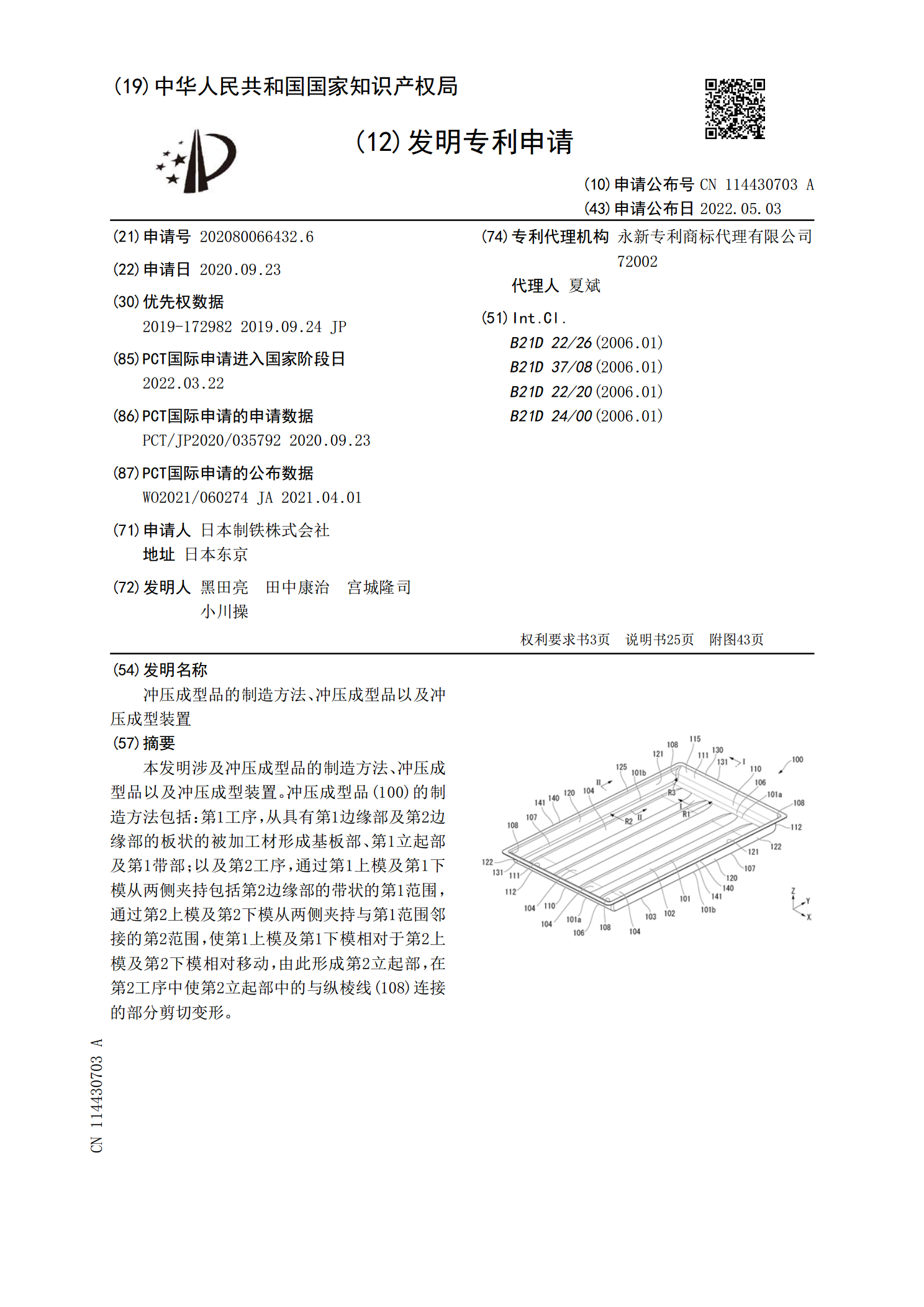
冲压成型品的制造方法、冲压成型品以及冲压成型装置.pdf
本发明涉及冲压成型品的制造方法、冲压成型品以及冲压成型装置。冲压成型品(100)的制造方法包括:第1工序,从具有第1边缘部及第2边缘部的板状的被加工材形成基板部、第1立起部及第1带部;以及第2工序,通过第1上模及第1下模从两侧夹持包括第2边缘部的带状的第1范围,通过第2上模及第2下模从两侧夹持与第1范围邻接的第2范围,使第1上模及第1下模相对于第2上模及第2下模相对移动,由此形成第2立起部,在第2工序中使第2立起部中的与纵棱线(108)连接的部分剪切变形。
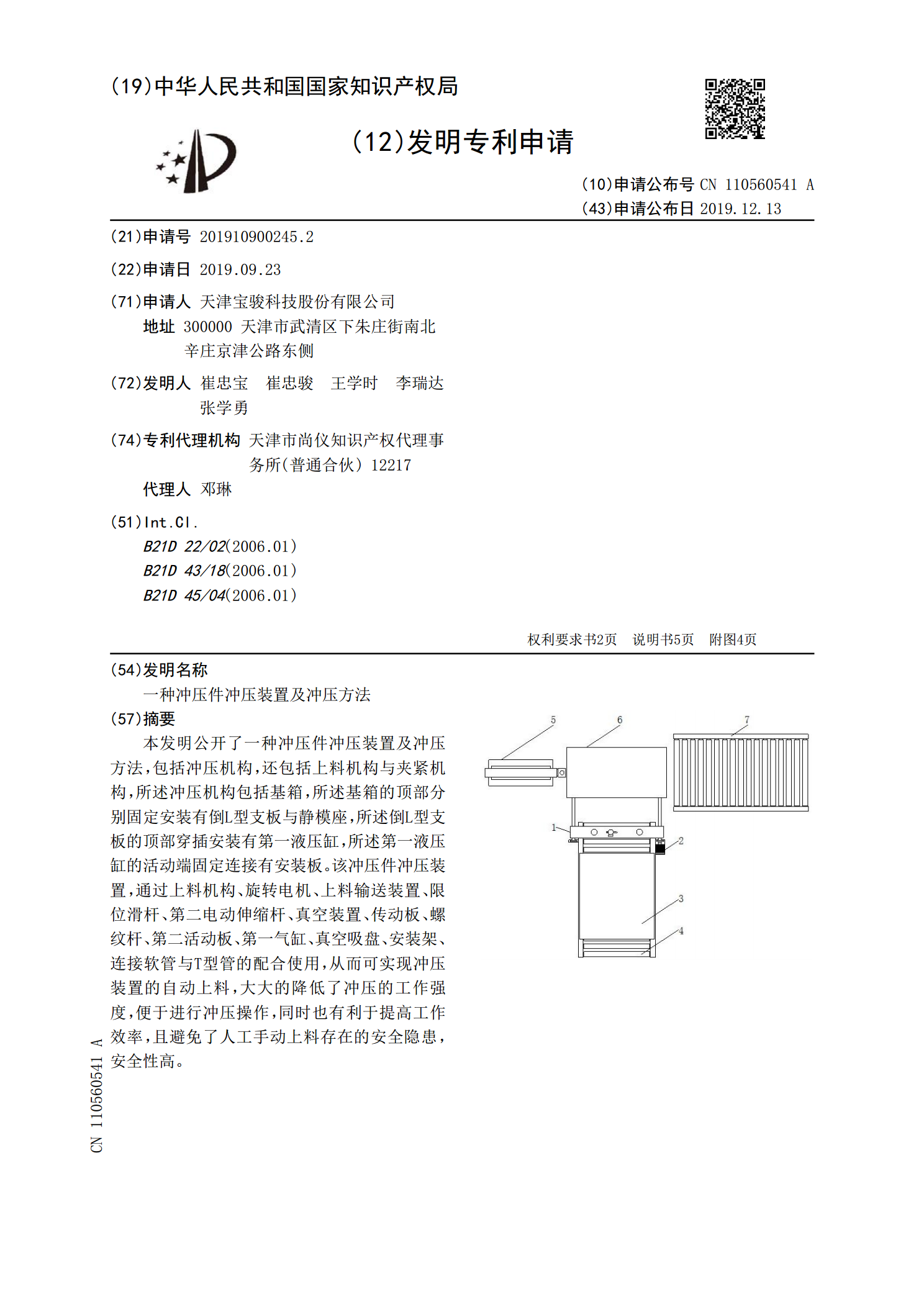
一种冲压件冲压装置及冲压方法.pdf
本发明公开了一种冲压件冲压装置及冲压方法,包括冲压机构,还包括上料机构与夹紧机构,所述冲压机构包括基箱,所述基箱的顶部分别固定安装有倒L型支板与静模座,所述倒L型支板的顶部穿插安装有第一液压缸,所述第一液压缸的活动端固定连接有安装板。该冲压件冲压装置,通过上料机构、旋转电机、上料输送装置、限位滑杆、第二电动伸缩杆、真空装置、传动板、螺纹杆、第二活动板、第一气缸、真空吸盘、安装架、连接软管与T型管的配合使用,从而可实现冲压装置的自动上料,大大的降低了冲压的工作强度,便于进行冲压操作,同时也有利于提高工作效率