
一种钢筋笼焊接装置及其焊接方法.pdf

努力****骞北


1/10

2/10

3/10
4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钢筋笼焊接装置及其焊接方法.pdf
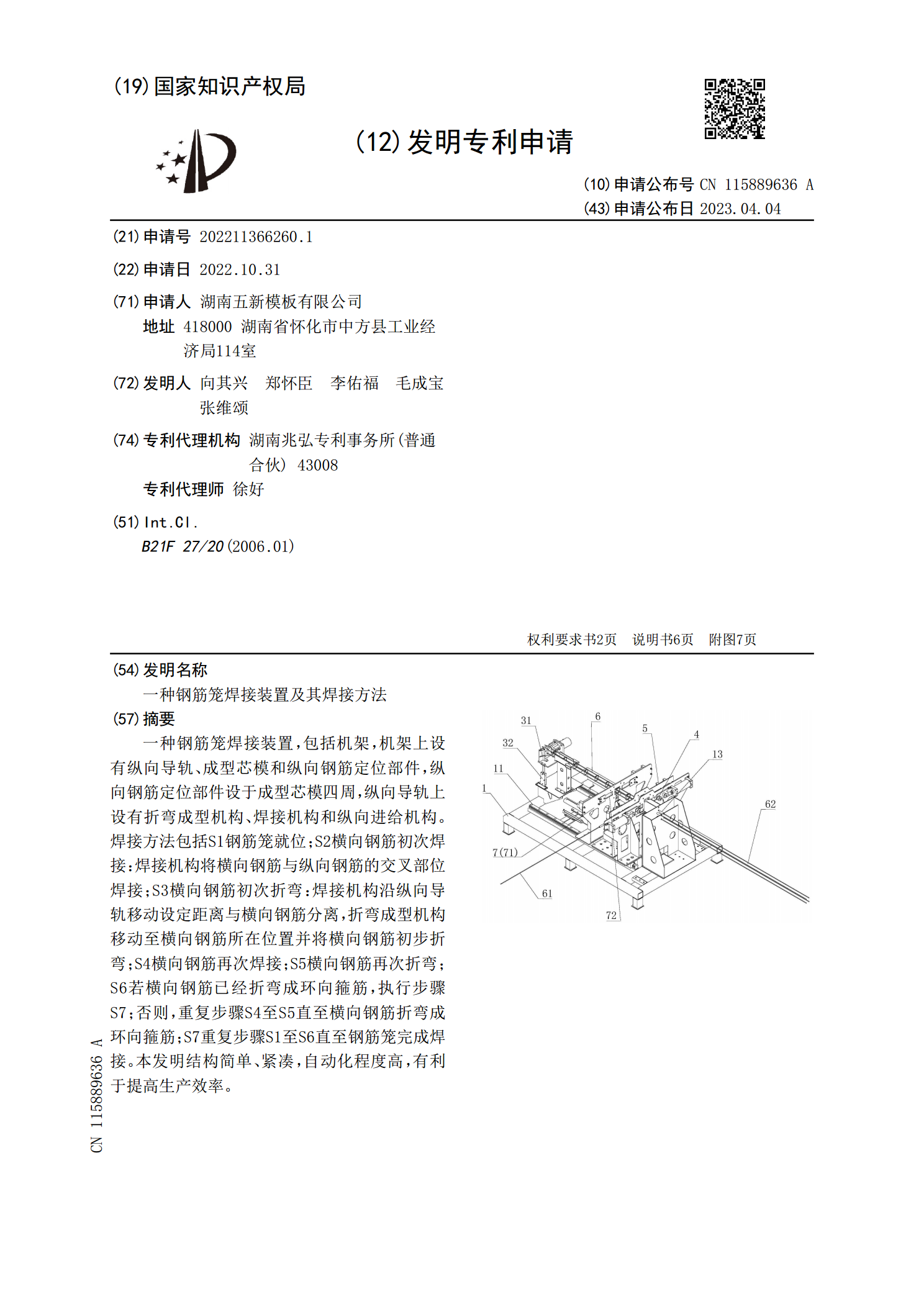
一种钢筋笼焊接装置,包括机架,机架上设有纵向导轨、成型芯模和纵向钢筋定位部件,纵向钢筋定位部件设于成型芯模四周,纵向导轨上设有折弯成型机构、焊接机构和纵向进给机构。焊接方法包括S1钢筋笼就位;S2横向钢筋初次焊接:焊接机构将横向钢筋与纵向钢筋的交叉部位焊接;S3横向钢筋初次折弯:焊接机构沿纵向导轨移动设定距离与横向钢筋分离,折弯成型机构移动至横向钢筋所在位置并将横向钢筋初步折弯;S4横向钢筋再次焊接;S5横向钢筋再次折弯;S6若横向钢筋已经折弯成环向箍筋,执行步骤S7;否则,重复步骤S4至S5直至横向钢筋
一种自适应钢筋笼的焊接机头及其焊接装置.pdf
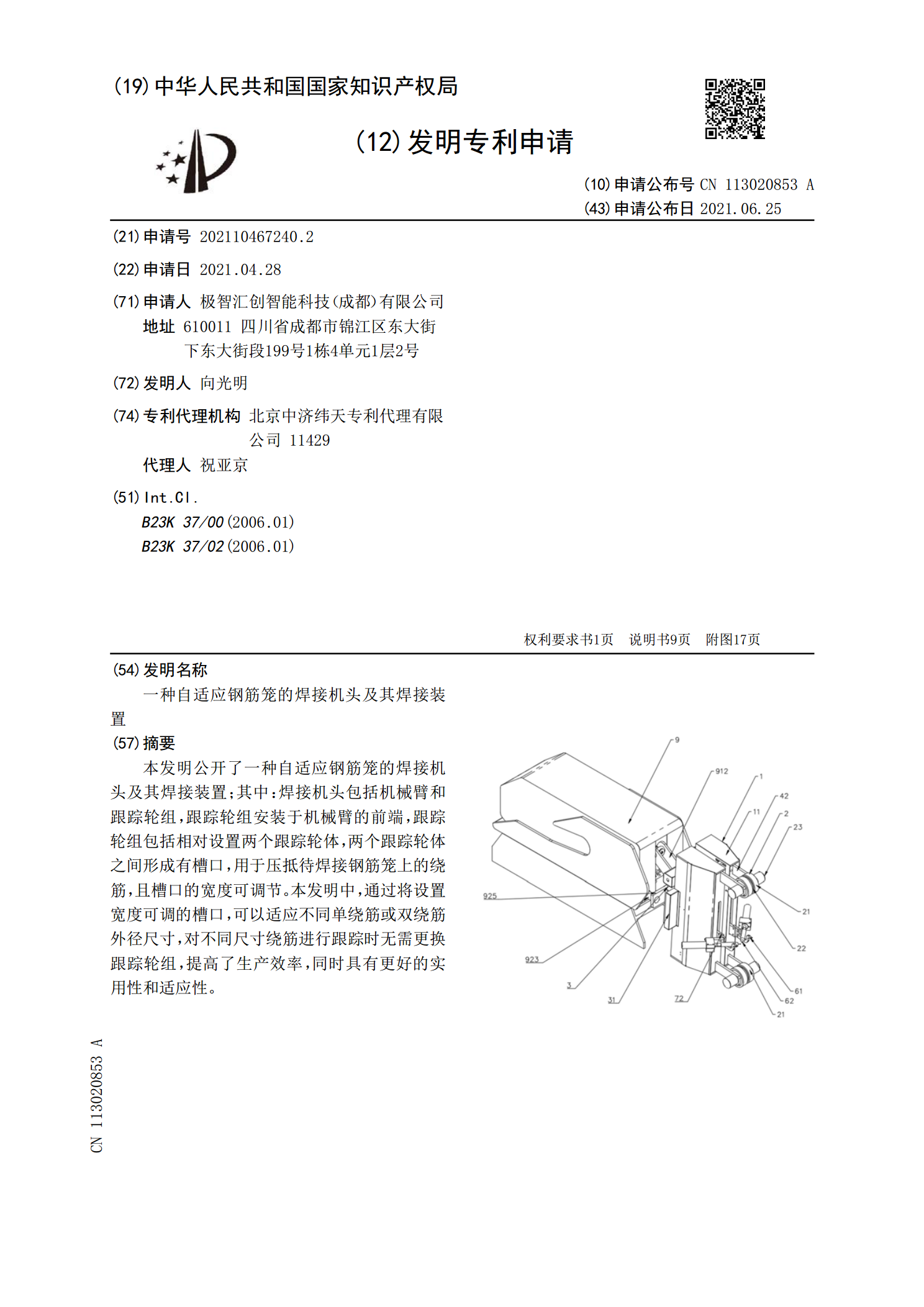
本发明公开了一种自适应钢筋笼的焊接机头及其焊接装置;其中:焊接机头包括机械臂和跟踪轮组,跟踪轮组安装于机械臂的前端,跟踪轮组包括相对设置两个跟踪轮体,两个跟踪轮体之间形成有槽口,用于压抵待焊接钢筋笼上的绕筋,且槽口的宽度可调节。本发明中,通过将设置宽度可调的槽口,可以适应不同单绕筋或双绕筋外径尺寸,对不同尺寸绕筋进行跟踪时无需更换跟踪轮组,提高了生产效率,同时具有更好的实用性和适应性。

一种钢筋笼焊接机头及基于该机头的钢筋笼焊接装置.pdf
本发明公开了一种钢筋笼焊接机头及基于该机头的钢筋笼焊接装置,其中焊接机头包括壳体、焊枪夹头,还包括自壳体内部向壳体前方伸出的第一安装板,焊枪夹头固定在第一安装板前端,壳体内部设置第一驱动装置,第一驱动装置用于驱动第一安装板沿壳体前后方向移动;第一安装板还能够在壳体内上下移动;还包括固定安装在壳体正面的盘丝跟踪装置,所述盘丝跟踪装置包括连接轴、能够绕连接轴转动的盘丝滚轮,盘丝滚轮上沿周向设置一圈卡槽;还包括连接在壳体后方的微调箱,壳体能够绕微调箱进行转动。本发明用以解决现有技术中的焊机不能与盘丝机进行配合的

一种钢筋笼激光辅助焊接定位装置及其施工方法.pdf
本发明公开了一种钢筋笼激光辅助焊接定位装置及其施工方法,包括框架、支撑座、定位装置、调节装置和卡具;框架由三层钢梁组成,给装置提供稳定的支撑;支撑座由钢筒和万向轮组成,方便装置搬运及装置整平;定位装置由多组定位钢块及激光设备组成,可实现钢筋笼的精确定位;调节装置通过螺旋调节卡具的进深尺寸,实现与不同直径的钢筋笼连接。本发明采用激光设备,实现了钢筋笼的精准定位;框架装置保证了钢筋笼连接时的稳定性和准确度;卡具的独特设计能检测钢筋笼自身是否倾斜,避免了因钢筋笼自身倾斜而引起构件保护层厚度不均匀问题;本发明具有

一种钢筋笼自动捕捉及焊接装置.pdf
一种钢筋笼自动捕捉及焊接装置,涉及建筑用机械制造领域,解决了在钢筋笼加工过程中存在的对运动焊点的捕捉焊接不够精准和自动化的问题。本发明包括控制系统、焊头垂直移动组件和焊头水平移动组件。焊头水平移动组件包括第一气缸、第一浮动接头、两个带插头感应式接近开关、连接体、两个开关触板、四个滚轮轴、四个滚轮、两个锥面滑道、两个防护板、安装板、两个气缸脚座、连接板。焊头垂直移动组件包括第二气缸、直线滑轨、油压缓冲器、第二浮动接头、焊枪、调整板、U型架、焊枪夹块、焊点勾爪、加强板、焊枪托板、缓冲器安装板、Z型安装板。本发