
一种铝合金型材的表面处理方法.pdf

是飞****文章


1/7

2/7
3/7

4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金型材的表面处理方法.pdf
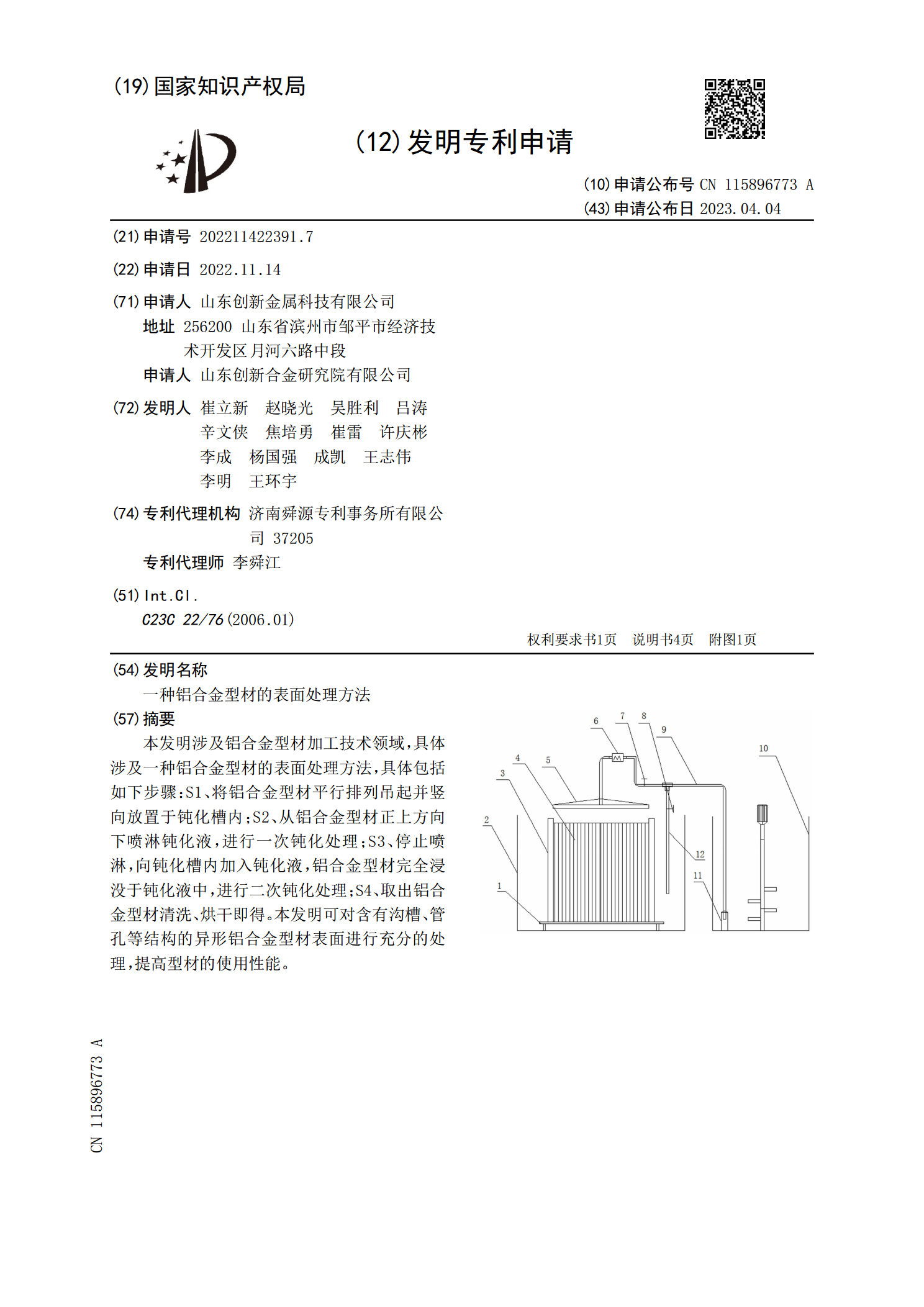
本发明涉及铝合金型材加工技术领域,具体涉及一种铝合金型材的表面处理方法,具体包括如下步骤:S1、将铝合金型材平行排列吊起并竖向放置于钝化槽内;S2、从铝合金型材正上方向下喷淋钝化液,进行一次钝化处理;S3、停止喷淋,向钝化槽内加入钝化液,铝合金型材完全浸没于钝化液中,进行二次钝化处理;S4、取出铝合金型材清洗、烘干即得。本发明可对含有沟槽、管孔等结构的异形铝合金型材表面进行充分的处理,提高型材的使用性能。

铝合金型材的表面处理方法.pdf
本发明公开了一种铝合金型材的表面处理方法,对铝合金进行表面预处理,采用45—55℃的碱洗液进行碱洗,去除表面所粘附的油脂、污垢以及其他杂质,之后中和碱洗后铝型材表面的残留碱液;进行阳极氧化处理,阳极氧化处理的硫酸浓度为140—150g/L,电解槽液温度为10—15℃,阳极氧化电压为12—15V,电流密度为1.0A/dm
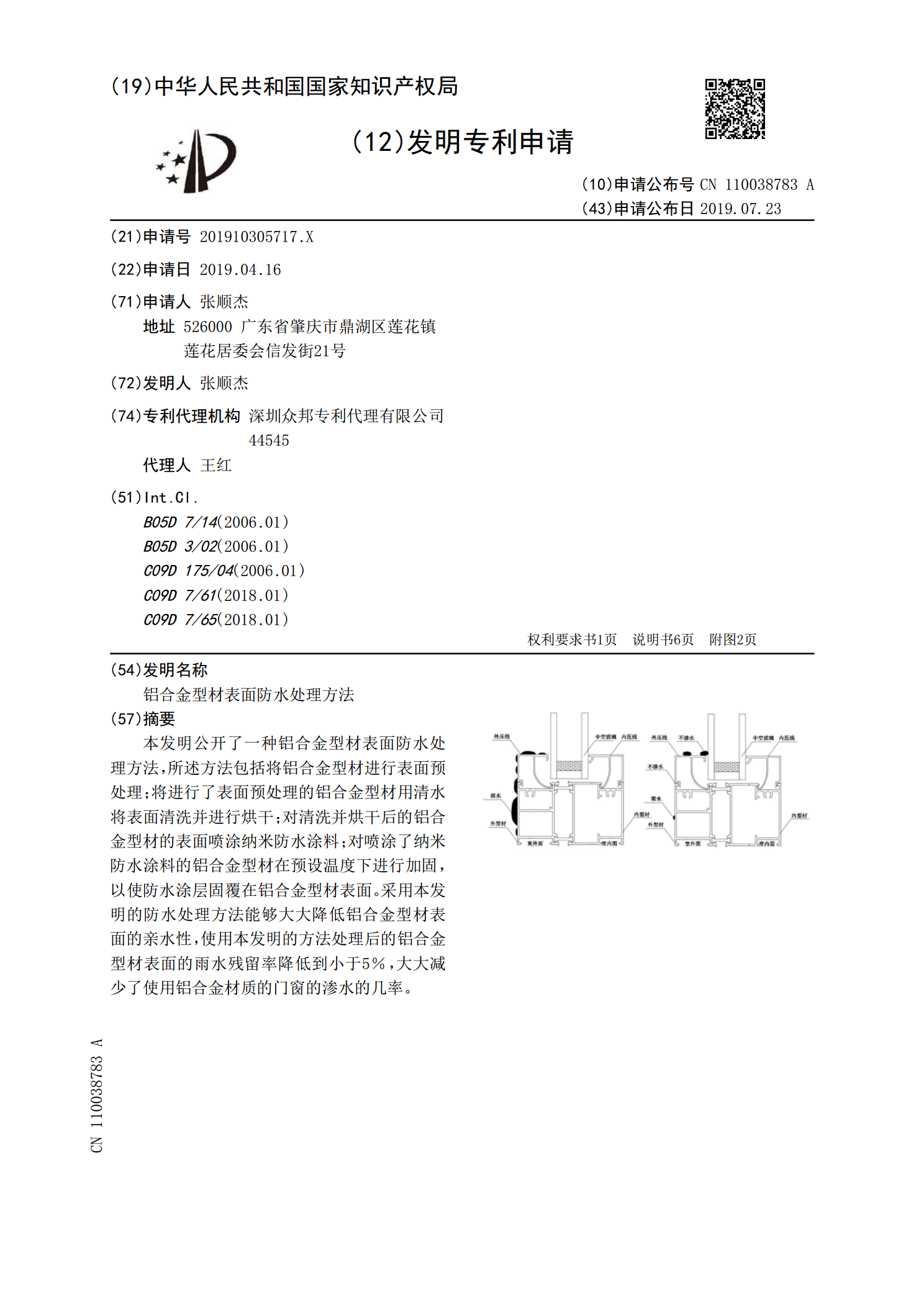
铝合金型材表面防水处理方法.pdf
本发明公开了一种铝合金型材表面防水处理方法,所述方法包括将铝合金型材进行表面预处理;将进行了表面预处理的铝合金型材用清水将表面清洗并进行烘干;对清洗并烘干后的铝合金型材的表面喷涂纳米防水涂料;对喷涂了纳米防水涂料的铝合金型材在预设温度下进行加固,以使防水涂层固覆在铝合金型材表面。采用本发明的防水处理方法能够大大降低铝合金型材表面的亲水性,使用本发明的方法处理后的铝合金型材表面的雨水残留率降低到小于5%,大大减少了使用铝合金材质的门窗的渗水的几率。
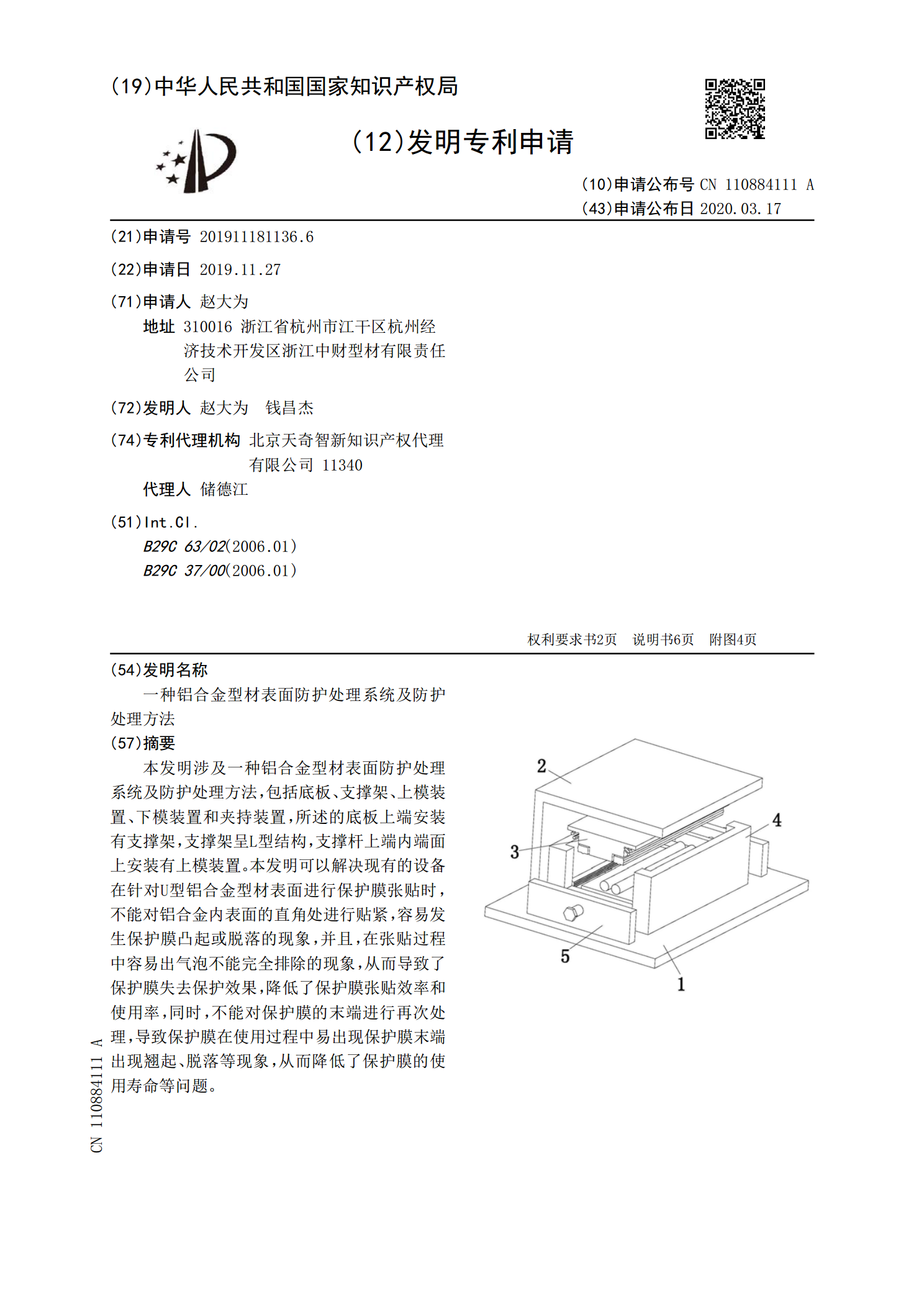
一种铝合金型材表面防护处理系统及防护处理方法.pdf
本发明涉及一种铝合金型材表面防护处理系统及防护处理方法,包括底板、支撑架、上模装置、下模装置和夹持装置,所述的底板上端安装有支撑架,支撑架呈L型结构,支撑杆上端内端面上安装有上模装置。本发明可以解决现有的设备在针对U型铝合金型材表面进行保护膜张贴时,不能对铝合金内表面的直角处进行贴紧,容易发生保护膜凸起或脱落的现象,并且,在张贴过程中容易出气泡不能完全排除的现象,从而导致了保护膜失去保护效果,降低了保护膜张贴效率和使用率,同时,不能对保护膜的末端进行再次处理,导致保护膜在使用过程中易出现保护膜末端出现翘起
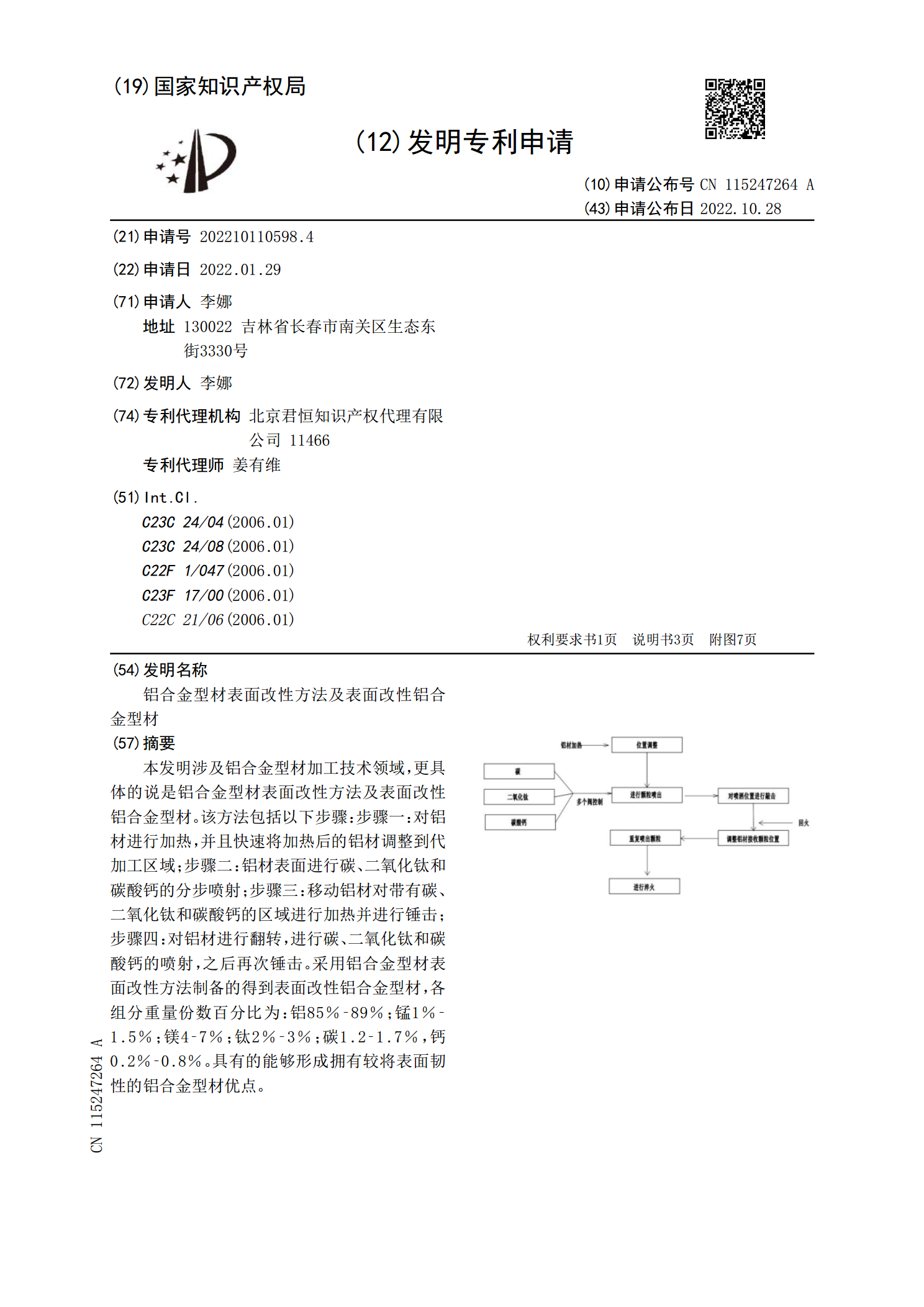
铝合金型材表面改性方法及表面改性铝合金型材.pdf
本发明涉及铝合金型材加工技术领域,更具体的说是铝合金型材表面改性方法及表面改性铝合金型材。该方法包括以下步骤:步骤一:对铝材进行加热,并且快速将加热后的铝材调整到代加工区域;步骤二:铝材表面进行碳、二氧化钛和碳酸钙的分步喷射;步骤三:移动铝材对带有碳、二氧化钛和碳酸钙的区域进行加热并进行锤击;步骤四:对铝材进行翻转,进行碳、二氧化钛和碳酸钙的喷射,之后再次锤击。采用铝合金型材表面改性方法制备的得到表面改性铝合金型材,各组分重量份数百分比为:铝85%?89%;锰1%?1.5%;镁4?7%;钛2%?3%;碳1