
一种T型结构熔透角焊缝的焊接方法.pdf

是你****岺呀


1/9

2/9

3/9
4/9

5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种T型结构熔透角焊缝的焊接方法.pdf
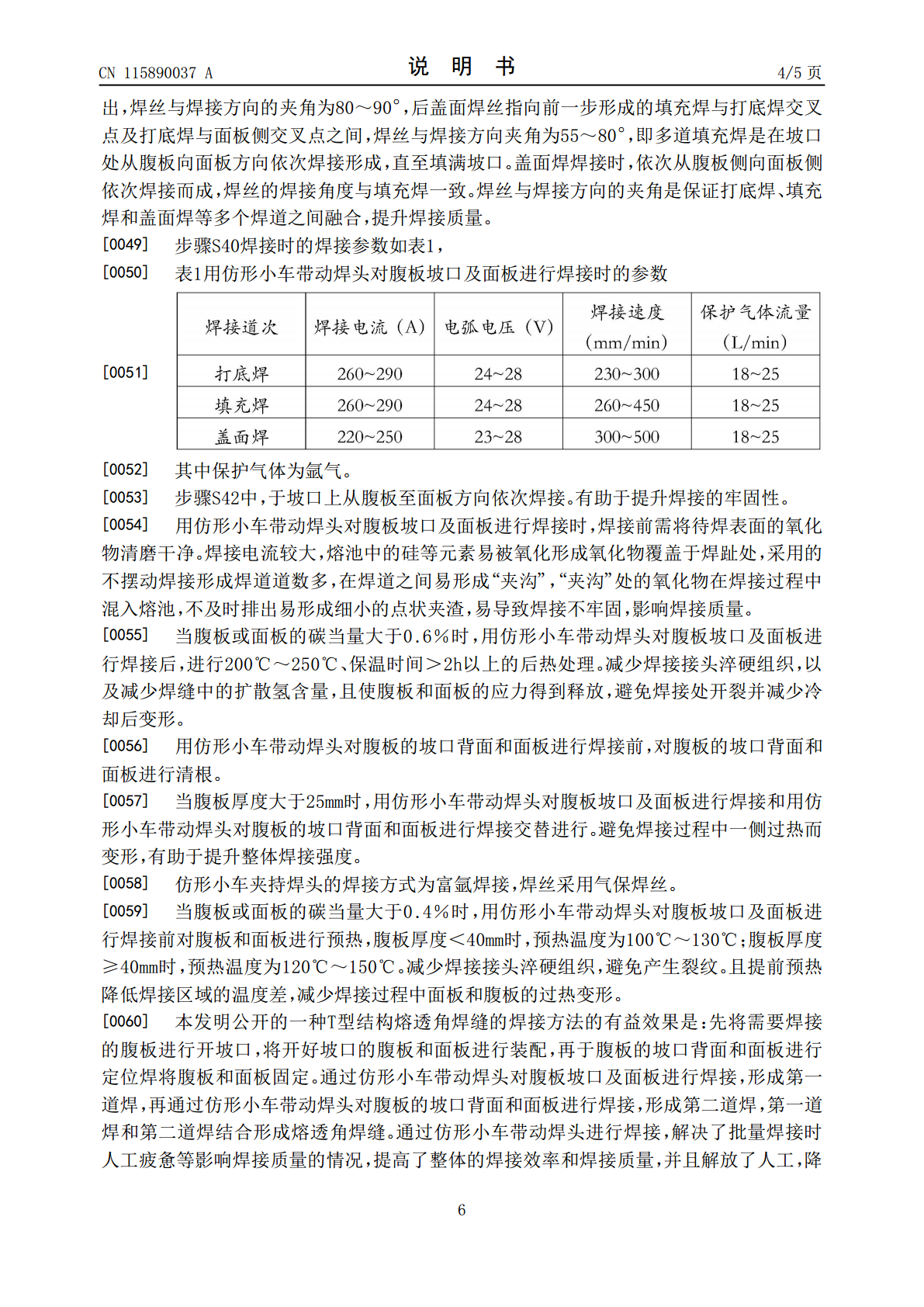
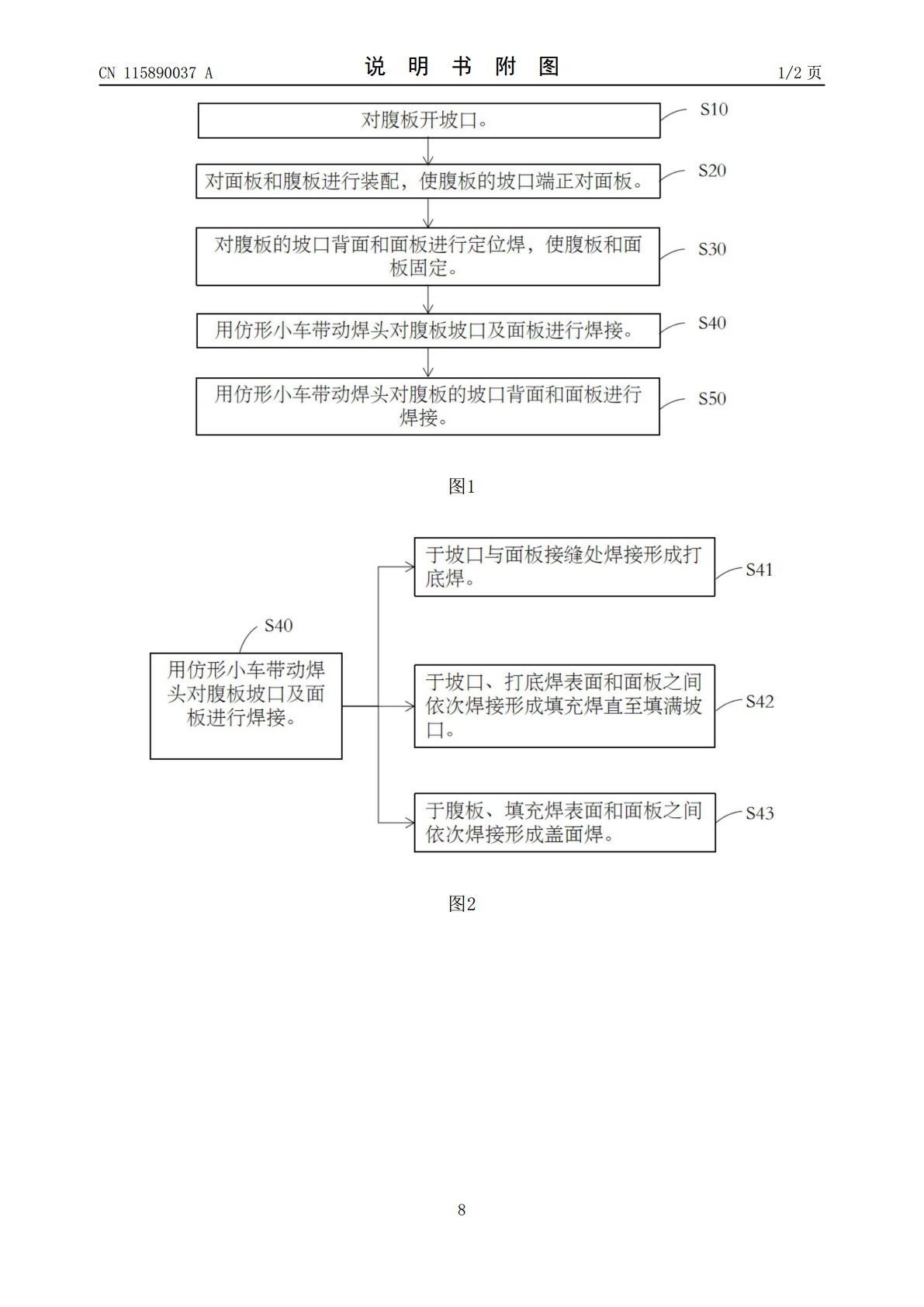
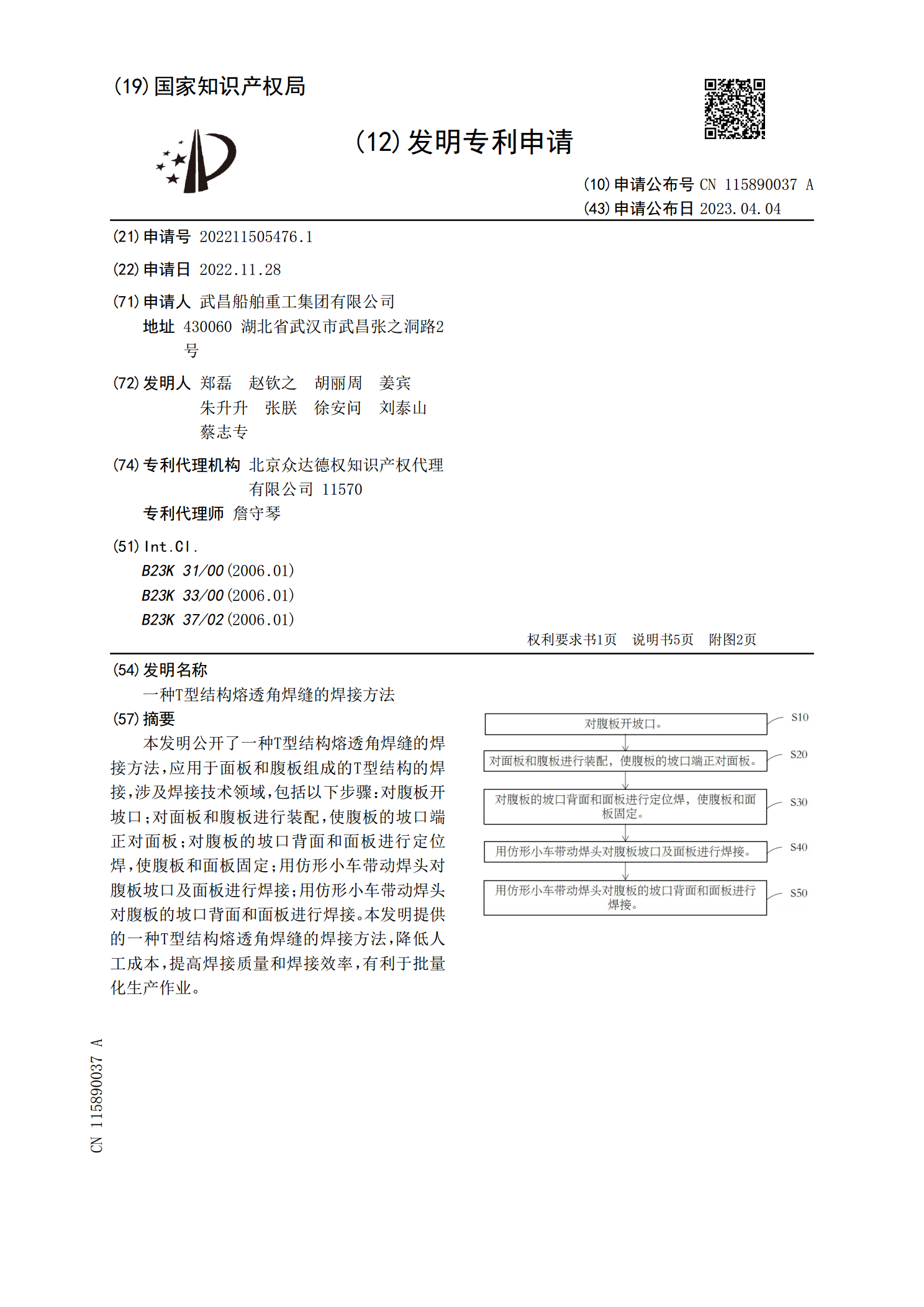
本发明公开了一种T型结构熔透角焊缝的焊接方法,应用于面板和腹板组成的T型结构的焊接,涉及焊接技术领域,包括以下步骤:对腹板开坡口;对面板和腹板进行装配,使腹板的坡口端正对面板;对腹板的坡口背面和面板进行定位焊,使腹板和面板固定;用仿形小车带动焊头对腹板坡口及面板进行焊接;用仿形小车带动焊头对腹板的坡口背面和面板进行焊接。本发明提供的一种T型结构熔透角焊缝的焊接方法,降低人工成本,提高焊接质量和焊接效率,有利于批量化生产作业。

厚板熔透型组合焊缝焊接技术.docx
厚板熔透型组合焊缝焊接技术厚板熔透型组合焊缝焊接技术摘要:本文主要针对厚板熔透型组合焊缝焊接技术进行研究和讨论。首先介绍了厚板熔透型组合焊缝的定义和特点,然后讨论了常用的焊接方法和焊接参数对焊缝性能的影响。接着分析了厚板熔透型组合焊缝焊接过程的热力学和金相学特点,并总结了焊接过程中可能出现的缺陷和质量控制方法。最后以实例分析的方式,通过实验验证了该焊接技术的可行性和优势。关键词:厚板熔透型组合焊缝,焊接方法,焊接参数,热力学,金相学,缺陷,质量控制1.引言厚板熔透型组合焊缝意指焊缝两侧为扁平熔透型,而中央

一种高强钢奥氏体熔透角焊缝不清根焊接方法.pdf
本发明提出了一种高强钢奥氏体熔透角焊缝不清根焊接方法。该方法通过在奥氏体高强钢的熔透焊角焊缝塞合“L”型塞块,利用该塞块对腹板坡口进行定位,保证焊接破口间隙的均匀性,避免碳弧气刨对母材的再次热作用,减少了热作用带来的变形和清根工序,解决奥氏体高强钢焊接质量不稳定的技术问题。由于本发明“L”型塞块夹持端对角焊缝坡口装配间隙进行调整,满足其均匀尺寸要求,从而保证焊缝强度和焊接质量,利用本发明所述方法进行的高强钢奥氏体熔透角焊缝不清根焊接,能够避免传统焊接带来的焊接质量不稳定、焊接变形大,从而影响整个刚性固定结

改善厚板T型熔透焊接学习.pptx
会计学一、小组概况小组成员情况二.选题理由三、现状调查调查数据表:影响焊接质量因素排列图本次活动的目标:一次探伤合格率达98%以上。目标设定的依据:1、必要性:从根本上改善厚板T型焊接质量,将会提高工程质量、缩短工期、降低成本,大幅提升经济效益。2、可行性:小组人员通过对现场焊接情况的调查,认真分析,有针对性制定焊接工艺及作业指导书,并结合过程控制,完全可以提高吊车梁的焊接质量。针对根部未熔透这一因素,小组人员通过现场调查,收集数据,运用因果图从人、机、料、法、环五个方面进行了因果分析。因果分析图要因分析

钢箱梁T型角焊缝焊接工艺.docx
钢箱梁T型角焊缝焊接工艺钢箱梁T型角焊缝焊接工艺引言随着交通事业的发展,钢箱梁逐渐成为公路和铁路桥梁工程中的主要施工材料。钢箱梁具有强度高、耐久性好等优点,被广泛运用于桥梁和隧道工程。钢箱梁的连接方式有很多种,其中T型角接头是常见的一种焊接方式,T型角焊缝的质量和工艺直接影响钢桥的使用寿命和安全性。本文将详细介绍钢箱梁T型角焊缝的焊接工艺及其关键技术,以提高钢箱梁焊接质量,保证钢桥的安全可靠。一、T型角焊缝的设计1.垂直角T型角焊缝,即大梁向上连接角腹板时采用的接头形式,焊缝截面呈T字形。在设计中应根据梁