
一种高强钢奥氏体熔透角焊缝不清根焊接方法.pdf

听云****君哇

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高强钢奥氏体熔透角焊缝不清根焊接方法.pdf
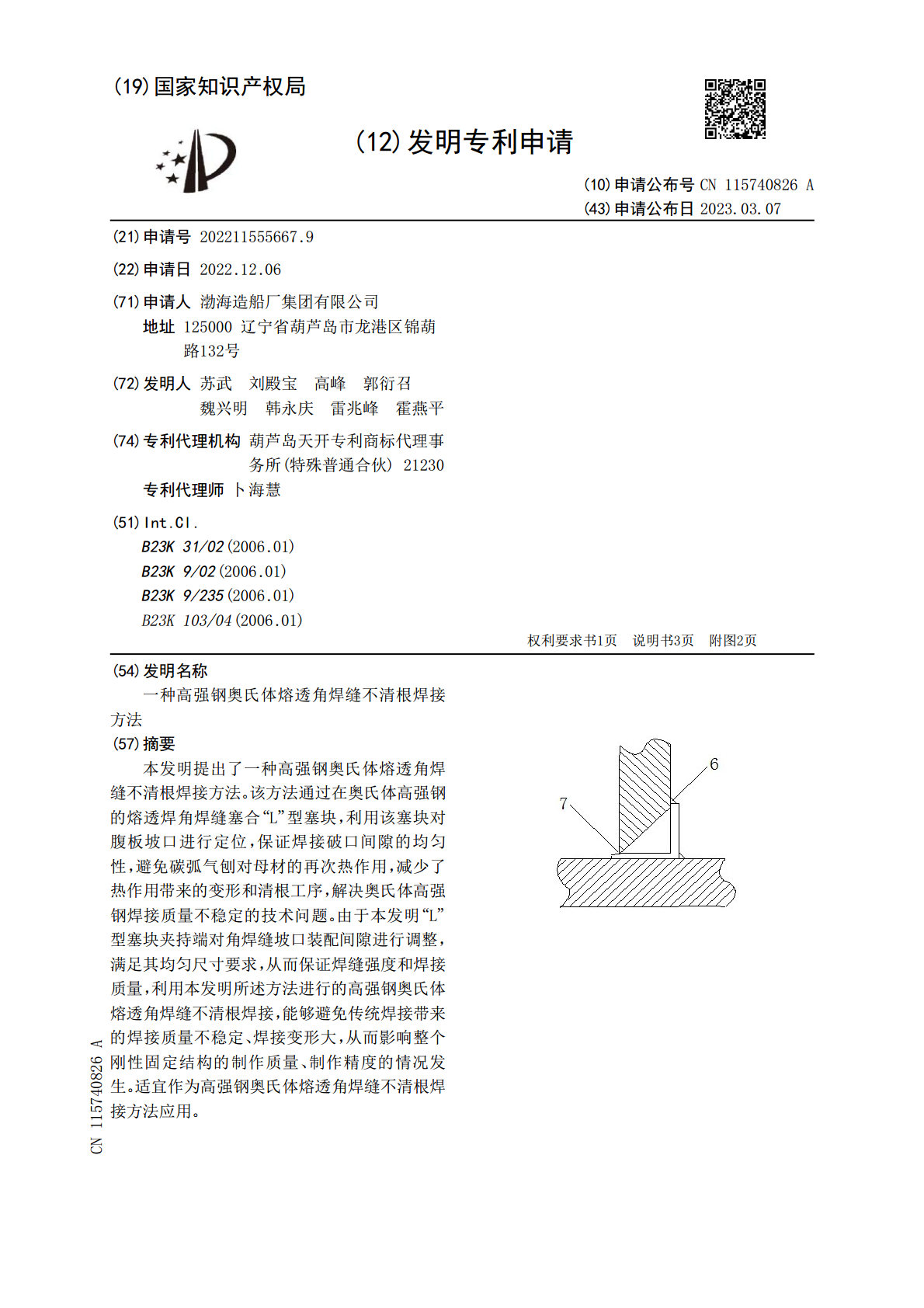
本发明提出了一种高强钢奥氏体熔透角焊缝不清根焊接方法。该方法通过在奥氏体高强钢的熔透焊角焊缝塞合“L”型塞块,利用该塞块对腹板坡口进行定位,保证焊接破口间隙的均匀性,避免碳弧气刨对母材的再次热作用,减少了热作用带来的变形和清根工序,解决奥氏体高强钢焊接质量不稳定的技术问题。由于本发明“L”型塞块夹持端对角焊缝坡口装配间隙进行调整,满足其均匀尺寸要求,从而保证焊缝强度和焊接质量,利用本发明所述方法进行的高强钢奥氏体熔透角焊缝不清根焊接,能够避免传统焊接带来的焊接质量不稳定、焊接变形大,从而影响整个刚性固定结
一种T型结构熔透角焊缝的焊接方法.pdf
本发明公开了一种T型结构熔透角焊缝的焊接方法,应用于面板和腹板组成的T型结构的焊接,涉及焊接技术领域,包括以下步骤:对腹板开坡口;对面板和腹板进行装配,使腹板的坡口端正对面板;对腹板的坡口背面和面板进行定位焊,使腹板和面板固定;用仿形小车带动焊头对腹板坡口及面板进行焊接;用仿形小车带动焊头对腹板的坡口背面和面板进行焊接。本发明提供的一种T型结构熔透角焊缝的焊接方法,降低人工成本,提高焊接质量和焊接效率,有利于批量化生产作业。

钢箱梁U肋角焊缝全熔透焊接技术探究.docx
钢箱梁U肋角焊缝全熔透焊接技术探究摘要:阐述目前钢桥梁U肋角焊缝生产制造现状,分析桥面板与U肋角焊缝易出现疲劳裂纹的原因。通过调研分析,研究适用于U肋角焊缝全熔透焊接生产的3种可行性焊接方案,对比分析3种焊接方案的优缺点,确定最优化、最高效的焊接工艺方案关键词:U肋角焊缝全熔透焊接方案近年来,随着经济发展对交通建设的需求日益增长,材料技术、焊接技术、设计技术以及架设施工技术等也在不断进步,大跨径钢桥以其新型、大跨、轻质和美观等优势,得到了突飞猛进地发展。钢箱梁斜拉桥是一种新型结构形式的桥梁,可以实现大跨径
钢箱梁U肋角焊缝全熔透焊接技术探究.docx
钢箱梁U肋角焊缝全熔透焊接技术探究摘要:阐述目前钢桥梁U肋角焊缝生产制造现状,分析桥面板与U肋角焊缝易出现疲劳裂纹的原因。通过调研分析,研究适用于U肋角焊缝全熔透焊接生产的3种可行性焊接方案,对比分析3种焊接方案的优缺点,确定最优化、最高效的焊接工艺方案关键词:U肋角焊缝全熔透焊接方案近年来,随着经济发展对交通建设的需求日益增长,材料技术、焊接技术、设计技术以及架设施工技术等也在不断进步,大跨径钢桥以其新型、大跨、轻质和美观等优势,得到了突飞猛进地发展。钢箱梁斜拉桥是一种新型结构形式的桥梁,可以实现大跨径
钢箱梁U肋角焊缝全熔透焊接技术探究.docx
钢箱梁U肋角焊缝全熔透焊接技术探究摘要:阐述目前钢桥梁U肋角焊缝生产制造现状,分析桥面板与U肋角焊缝易出现疲劳裂纹的原因。通过调研分析,研究适用于U肋角焊缝全熔透焊接生产的3种可行性焊接方案,对比分析3种焊接方案的优缺点,确定最优化、最高效的焊接工艺方案关键词:U肋角焊缝全熔透焊接方案近年来,随着经济发展对交通建设的需求日益增长,材料技术、焊接技术、设计技术以及架设施工技术等也在不断进步,大跨径钢桥以其新型、大跨、轻质和美观等优势,得到了突飞猛进地发展。钢箱梁斜拉桥是一种新型结构形式的桥梁,可以实现大跨径