
一种船用百叶窗.pdf

睿达****的的


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种船用百叶窗.pdf
本发明公开了一种船用百叶窗,包括百叶窗本体、手动操纵箱以及拉绳机构,所述百叶窗本体包括窗框、若干组闸板组件和联动拉杆,若干组闸板组件从上到下依次转动连接于窗框内,联动拉杆设于闸板组件靠近舱壁外的一侧,闸板组件的一端与联动拉杆转动连接,底部的闸板组件通过拉绳机构与手动操纵箱传动连接;手动操纵箱包括箱体、设于箱体内的棘轮机构、转动杆和拨杆,棘轮机构包括转轴、棘轮和棘爪,转轴可转动地设于箱体内且转轴的两端均伸出箱体,转动杆可转动地设于转轴的第一伸出端,转轴的第二伸出端设有拉绳机构;棘轮套设在转轴的中部,棘轮与设
一种船用百叶窗.pdf
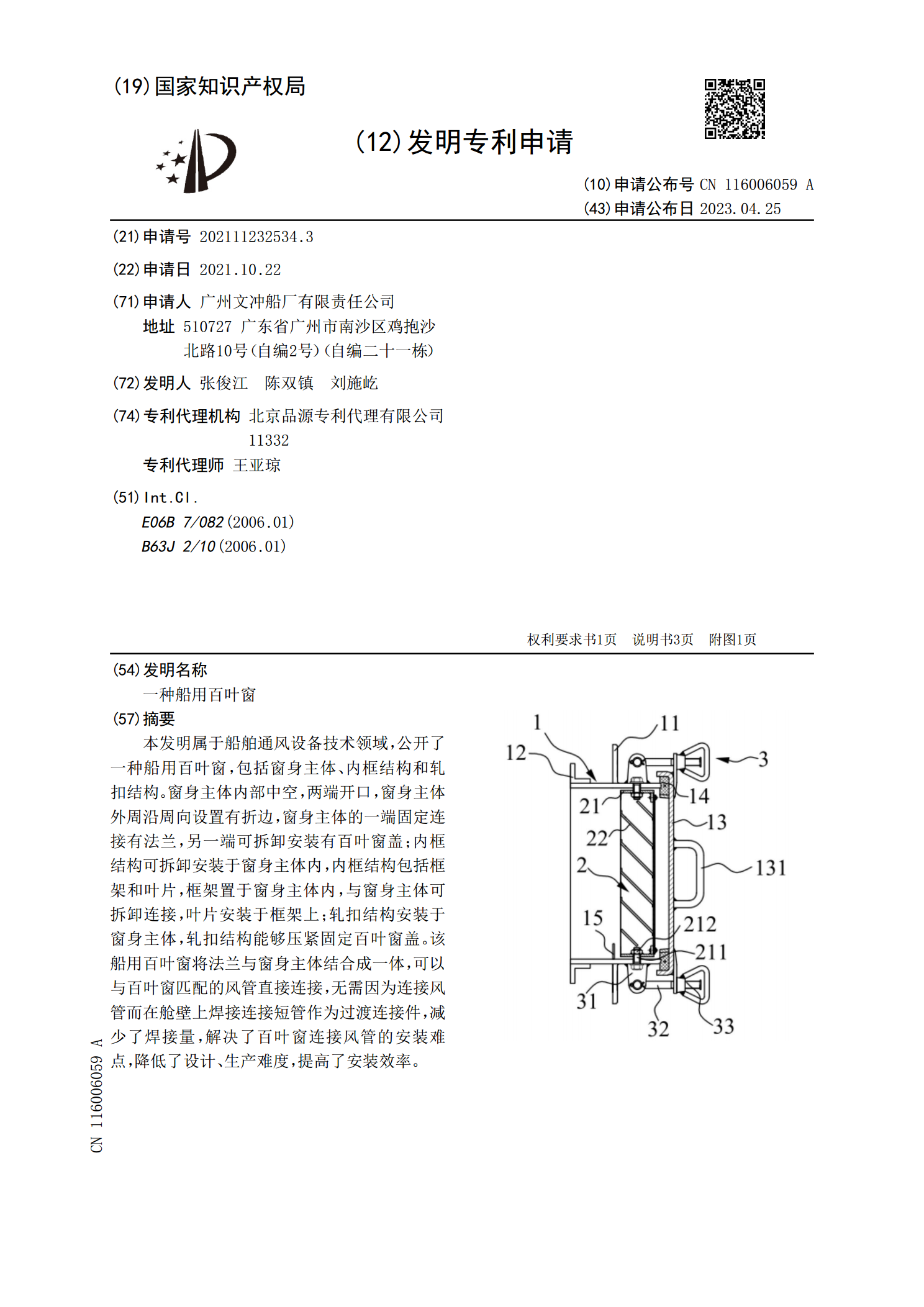
本发明属于船舶通风设备技术领域,公开了一种船用百叶窗,包括窗身主体、内框结构和轧扣结构。窗身主体内部中空,两端开口,窗身主体外周沿周向设置有折边,窗身主体的一端固定连接有法兰,另一端可拆卸安装有百叶窗盖;内框结构可拆卸安装于窗身主体内,内框结构包括框架和叶片,框架置于窗身主体内,与窗身主体可拆卸连接,叶片安装于框架上;轧扣结构安装于窗身主体,轧扣结构能够压紧固定百叶窗盖。该船用百叶窗将法兰与窗身主体结合成一体,可以与百叶窗匹配的风管直接连接,无需因为连接风管而在舱壁上焊接连接短管作为过渡连接件,减少了焊接

一种船用百叶窗.pdf
本发明涉及一种百叶窗,具体提供了一种密封水密百叶窗,包括窗框和设置于窗框内的百叶帘,百叶帘从上到下由多个百叶帘叶片组成,百叶帘叶片的两端下侧分别通过铰链与两侧的纵向活动支杆连接,活动支杆通过轴安装于窗框上;还包括设于窗框外的手轮,手轮的螺杆与设于窗框内下部的蜗轮转动连接,蜗轮与两端同轴的大齿轮传动连接,大齿轮与小齿轮啮合,小齿轮与设于活动支杆上的齿条啮合;百叶窗后方设有屏蔽网,前方设有密封装置。密封装置包括设于窗框内的密封槽和贴合设于密封槽内的密封条;本发明提供的这种船用百叶窗,结构简单,操作方便且灵活,

一种船用百叶窗结构.pdf
本发明公开了一种船用百叶窗结构,包括基座;窗框,安装在基座上;多个叶片,沿所述窗框的长度方向平行且间隔设置在所述窗框上,所述叶片的左右两端分别与所述窗框左右两端连接;盖板,上端与所述窗框铰接,下端可锁紧并盖合在所述窗框上;支撑杆,下端与所述窗框铰接,所述支撑杆还与所述盖板滑动连接,所述盖板可通过锁位机构锁止在所述支撑杆上。本百叶窗结构设计简单、操作方便,不用通过繁琐的拆卸或安装螺钉的方式以打开或关闭盖板,盖板不仅能有效防止海水或雨水通过百叶窗的进入到机舱室,还具有能够被快速打开和关闭的功能。

一种船用百叶窗手动操纵系统.pdf
本发明公开了一种船用百叶窗手动操纵系统,包括百叶窗、手动操纵箱以及拉绳机构,手动操纵箱通过拉绳机构传动连接于百叶窗的下部;手动操纵箱包括箱体、设于箱体内的棘轮机构以及设于箱体外的转动杆、拨杆,棘轮机构包括转轴、棘轮和棘爪,转轴可转动地设于箱体内且转轴的两端均伸出箱体,转动杆可转动地设于转轴的第一伸出端,转轴的第二伸出端设有拉绳机构;棘轮套设在转轴的中部,棘轮与设于箱体内壁上的棘爪啮合;拨杆的第一端转动连接棘爪,拨杆的第二端伸出箱体;箱体上设有用于固定棘轮与棘爪啮合位置的定位插销,定位插销位于拨杆的第二端的