
眼镜镜脚加工成型模具和加工成型方法.pdf

小寄****淑k

1/10
2/10

3/10
4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
眼镜镜脚加工成型模具和加工成型方法.pdf
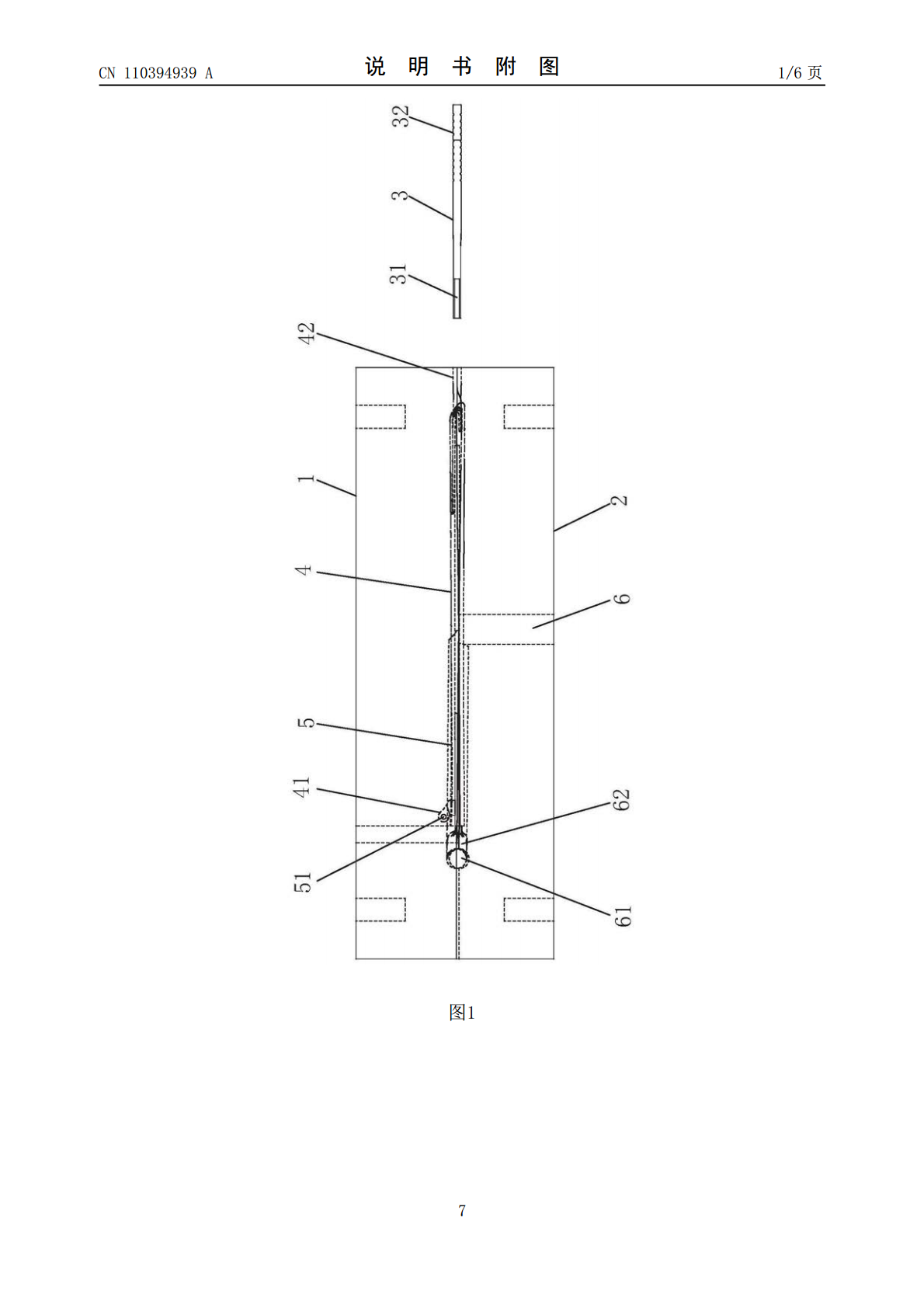
本发明公开了眼镜镜脚的加工成型模具,具有上模、下模和胶管,上模和下模合模在一起形成镜脚型腔供金属支杆设置,镜脚型腔的前端具有支撑槽供金属支杆的镜脚铰接座置入,镜脚型腔的后端形成贯穿模具的插孔供胶管插置,镜脚型腔通过插孔连通至模具的外部,胶管的粗细大小满足能够套在金属支杆的尾端,胶管在镜脚加工时伸入镜脚型腔中并套在金属支杆的尾端,模具上还形成注塑口和注塑通道,注塑口通过注塑通道与镜脚型腔的前端连通。还公开了相应的加工成型方法。本发明不仅使镜脚成型过程中定位容易,成型后不偏心,而且,加工容易,用料节省,避免浪

模具加工和塑胶成型,电镀.ppt
模板加工范例與注意事項一般情況下﹐我們將模板四面分中﹐表面為零﹐長方向擺在X方向的擺放﹐如左圖鑽孔鑽孔刀路﹐由于鑽頭有個鑽尖,因此z深=槽深+3~5mm.將進刀點定在外面下刀鑽耐磨塊槽角落的孔束塊槽﹑耐磨塊槽開粗模框開粗清角精修表面G41的走刀方式圓弧轉角處將輪廓線做尖角此處一定要選中G41精修束塊槽﹑定位塊槽等。水孔﹑頂針孔﹑螺絲孔定位

一种成型孔的加工模具及加工方法.pdf
本发明提供一种成型孔的加工模具及加工方法,该模具包括上模和下模,上模包括第一凸起,下模包括第二凸起,合模后,第一凸起与下模之间、第二凸起与上模之间,以及第一凸起与第二凸起之间存在空隙,以形成飞边,飞边所在位置为待加工孔的位置,飞边周侧为工件加工孔后的保留区域。本发明能够使CNC加工步骤被省略,简化了工艺流程,降低制孔成本,并节约原料,减少了废料产生,还能使工件模压成型和打孔工序可设置在相近位置进行流水线作业,不需要分隔一定距离,降低了工件流转需要的生产成本。

一种钣金加工的成型模具及其成型方法.pdf
本发明公开了一种钣金加工的成型模具及其成型方法,属于钣金加工技术领域,包括下模,下模的左右两端均固定连接有安装块,一对安装块的上端均固定固定连接有支撑杆,一对支撑杆的上端固定连接有基座,基座的下端四角处均固定连接有第一伸缩装置,四个第一伸缩装置的伸长端固定连接有下模,下模的下端四角处均固定连接有刀片,下模的下端固定连接有一对纵向冲头,且一对纵向冲头左右分布,纵向冲头固定连接于一对刀片之间,下模的下端固定连接有一对横向冲头,且一对横向冲头前后分布,横向冲头固定连接于一对刀片之间,同时进行边角切割、横向折边和

塑料成型加工与模具总结.pptx
塑料成型模具设计本课程课堂讲授内容简介第一章概论三、塑料的分类(按塑料的制造方法、成型性能及用途)2.按成型性能分类热塑性塑料:受热后软化或熔融可成型加工冷却后固化再加热仍可软化。热固性塑料:开始受热时可以软化或熔融但一旦固化成型就不会再软化。此时即使加热到接近分解的温度也无法软化且也不会溶解在溶剂中。第二节塑料的加工适应性1、玻璃化温度θg以下坚硬的固体。2、θg至θf为高弹态橡皮状弹性体。3、θf(θm)开始黏流态(称