
一种行星齿轮箱体的加工方法.pdf

春兰****89

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种行星齿轮箱体的加工方法.pdf
本发明公开了一种行星齿轮箱体的加工方法,包括以下步骤;步骤(1)、夹具采用对工件相对定位面间隙均匀的对中定位法对齿轮箱上箱、下箱毛坯进行定位;步骤(2)、在上、下箱合箱结合处,侧面四个角部增加四个凸台,并根据凸台的位置使齿轮箱毛坯在夹具上直接找正;步骤(3)、粗加工;步骤(4)、采用卧式加工机床将上箱或下箱平放工作台上一次装夹完成,对齿轮箱内部润滑孔、合箱面及螺纹孔、四周测速器方孔及注油孔进行加工;步骤(5)、合箱;步骤(6)、对轮箱的工作部位进行精加工。本发明加工精度高,可以根据齿轮箱结构特点控制变形,
一种流体泵的齿轮箱体、流体泵及齿轮箱体的加工方法.pdf
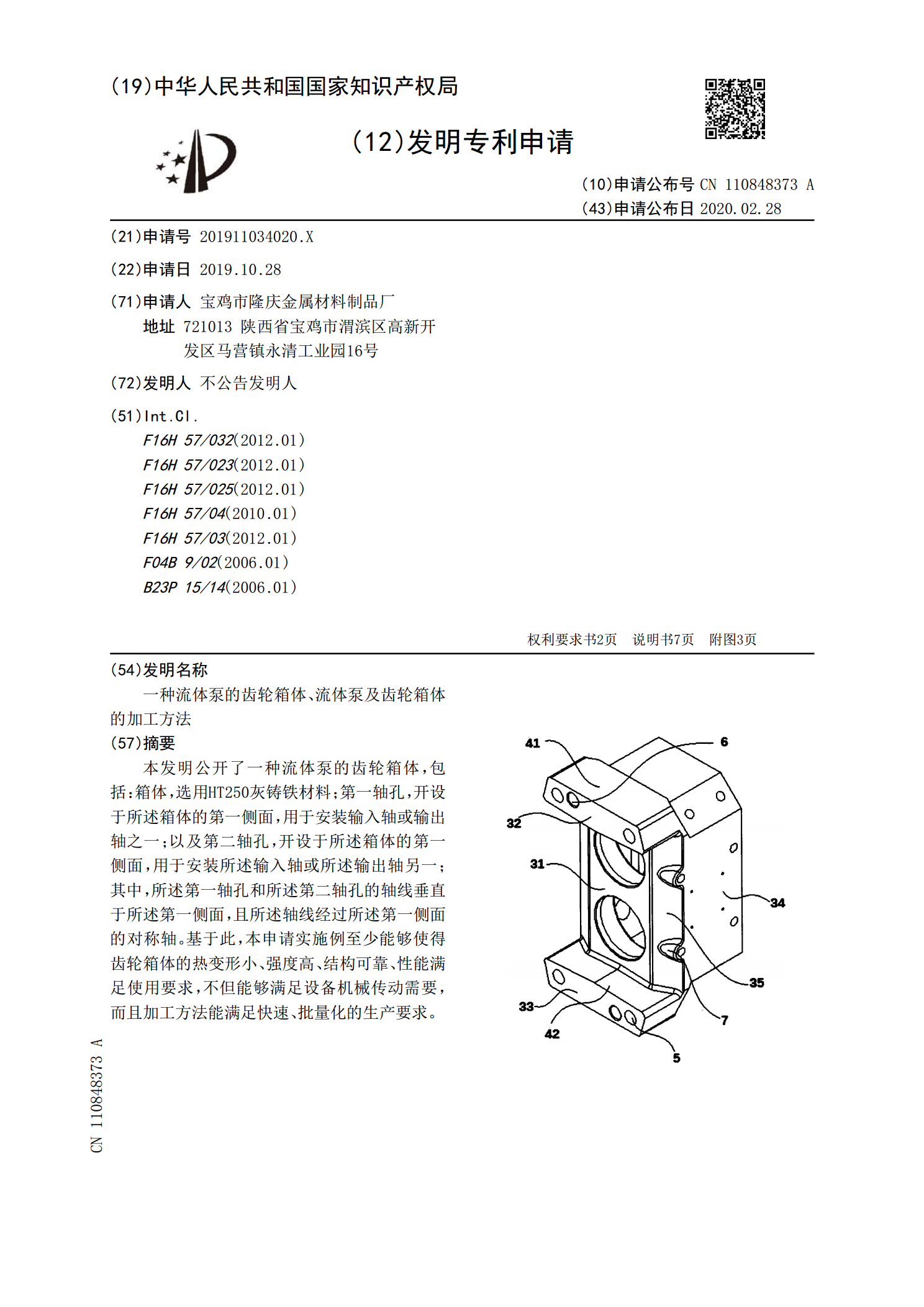
本发明公开了一种流体泵的齿轮箱体,包括:箱体,选用HT250灰铸铁材料;第一轴孔,开设于所述箱体的第一侧面,用于安装输入轴或输出轴之一;以及第二轴孔,开设于所述箱体的第一侧面,用于安装所述输入轴或所述输出轴另一;其中,所述第一轴孔和所述第二轴孔的轴线垂直于所述第一侧面,且所述轴线经过所述第一侧面的对称轴。基于此,本申请实施例至少能够使得齿轮箱体的热变形小、强度高、结构可靠、性能满足使用要求,不但能够满足设备机械传动需要,而且加工方法能满足快速、批量化的生产要求。

带行星结构的大型齿轮箱箱体组立加工找正方法.pdf
本发明公开了一种带行星结构的大型齿轮箱箱体组立加工找正方法,利用本发明中的方法来找正支撑臂和输出轴之间的相对位置时,首先将带行星结构的大型齿轮箱箱体竖直放置,之后将直线型工具放置于输出端面的第一中心线上,将第一中心线引出输出级箱体外,之后在直线型工具的第一端连接上铅垂线,该铅垂线延伸至输入级箱体,之后测量铅垂线和输入级箱体的对位中心线的水平距离D,D与输出轴与支撑臂之间的理论距离公差h具有一定的对应关系,根据D值来调整输出级箱体的位置即可。本发明中的找正方法操作简单,且中间累计误差小,测量精度高。
行星齿轮减速齿轮箱箱体轻量化结构方法.pdf
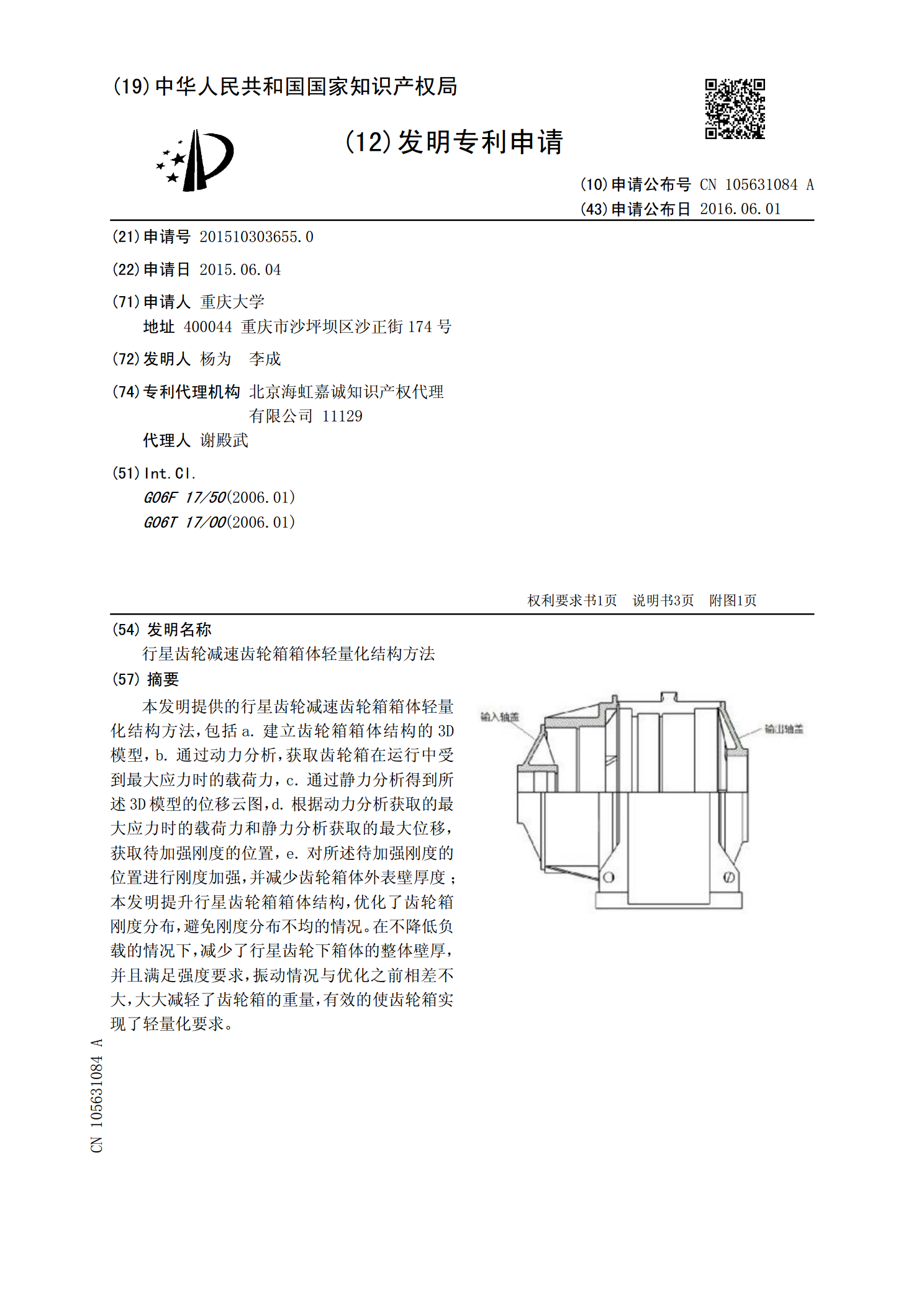
本发明提供的行星齿轮减速齿轮箱箱体轻量化结构方法,包括a.建立齿轮箱箱体结构的3D模型,b.通过动力分析,获取齿轮箱在运行中受到最大应力时的载荷力,c.通过静力分析得到所述3D模型的位移云图,d.根据动力分析获取的最大应力时的载荷力和静力分析获取的最大位移,获取待加强刚度的位置,e.对所述待加强刚度的位置进行刚度加强,并减少齿轮箱体外表壁厚度;本发明提升行星齿轮箱箱体结构,优化了齿轮箱刚度分布,避免刚度分布不均的情况。在不降低负载的情况下,减少了行星齿轮下箱体的整体壁厚,并且满足强度要求,振动情况与优化之
一种齿轮箱箱体加工装置及方法.pdf
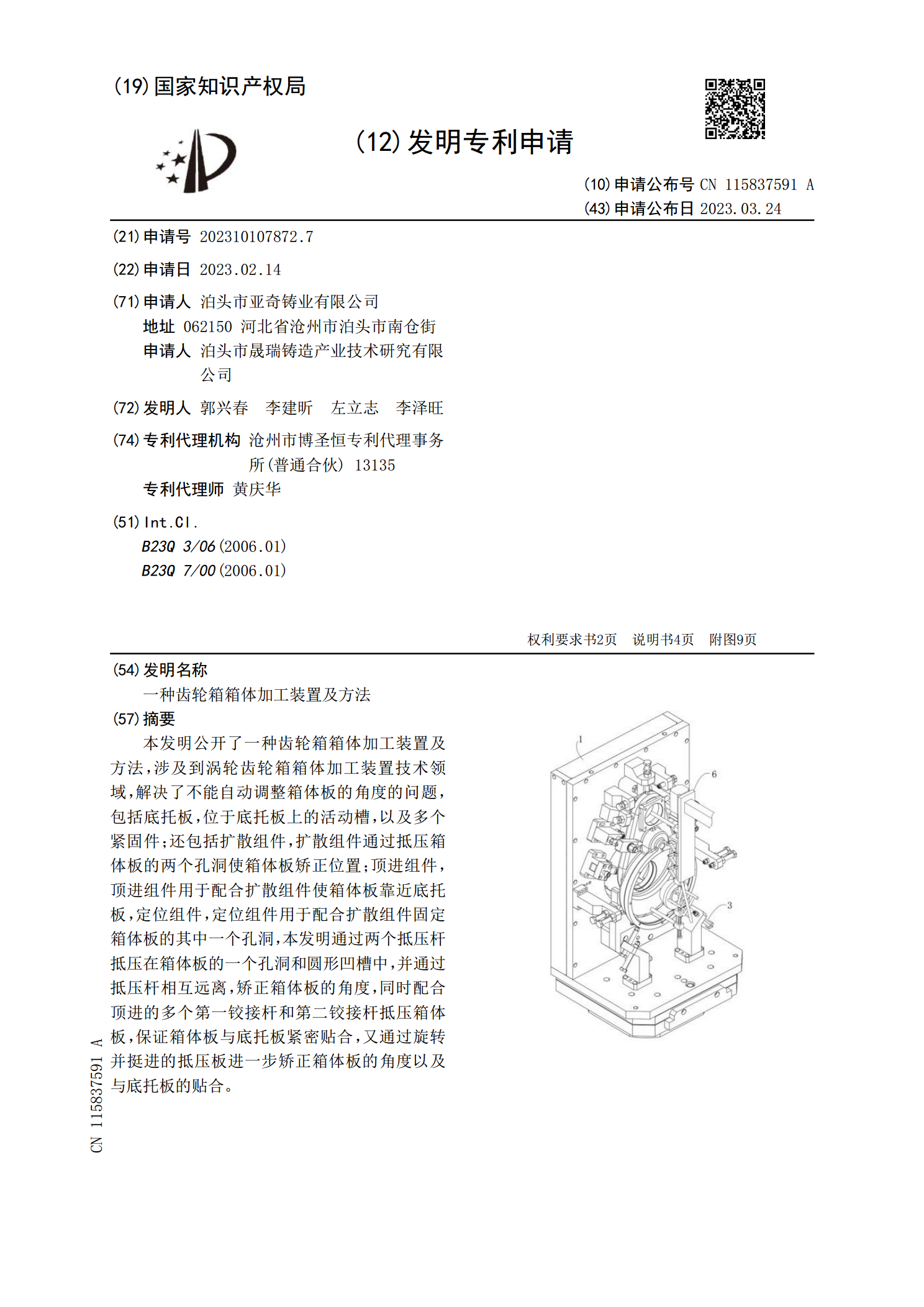
本发明公开了一种齿轮箱箱体加工装置及方法,涉及到涡轮齿轮箱箱体加工装置技术领域,解决了不能自动调整箱体板的角度的问题,包括底托板,位于底托板上的活动槽,以及多个紧固件;还包括扩散组件,扩散组件通过抵压箱体板的两个孔洞使箱体板矫正位置;顶进组件,顶进组件用于配合扩散组件使箱体板靠近底托板,定位组件,定位组件用于配合扩散组件固定箱体板的其中一个孔洞,本发明通过两个抵压杆抵压在箱体板的一个孔洞和圆形凹槽中,并通过抵压杆相互远离,矫正箱体板的角度,同时配合顶进的多个第一铰接杆和第二铰接杆抵压箱体板,保证箱体板与底