
一种交叉式栅格翼舵成形工艺.pdf

曦晨****22


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种交叉式栅格翼舵成形工艺.pdf
本发明涉及一种交叉式栅格翼舵成形工艺,属于焊接技术领域,解决现有的成形工艺产品合格率低以及产品焊接变形大,导致尺寸精度低的问题。该成形工艺包括以下步骤:步骤1:将栅格板与挡板进行试装配;步骤2:对栅格板与挡板进行酸洗;步骤3:定位栅格板与钎料;步骤4:定位栅格板插接缝十字格;步骤5:采用钎焊焊接栅格板;步骤6:采用激光焊焊接栅格板与挡板,得到交叉式栅格结构。本发明实现了航空航天领域产品的轻量化。

一种翼舵用栅格结构成形工艺.pdf
本发明涉及一种翼舵用栅格结构成形工艺,属于焊接技术领域,解决现有的成形工艺的工艺流程冗长,生产成本高,需要特种成型装备,并且工艺实施难度大,产品合格率低的问题。该成形工艺包括以下步骤:步骤1:将栅格板与挡板进行试装配;骤2:对栅格板与挡板进行酸洗;步骤3:焊接栅格板插接缝十字格,以及栅格板与立板接触部位;步骤4:采用先中心焊缝后周边焊缝的顺序焊接栅格板。本发明实现了航空航天领域产品的轻量化。
一种栅格舵用组合式密封结构及栅格舵及火箭.pdf
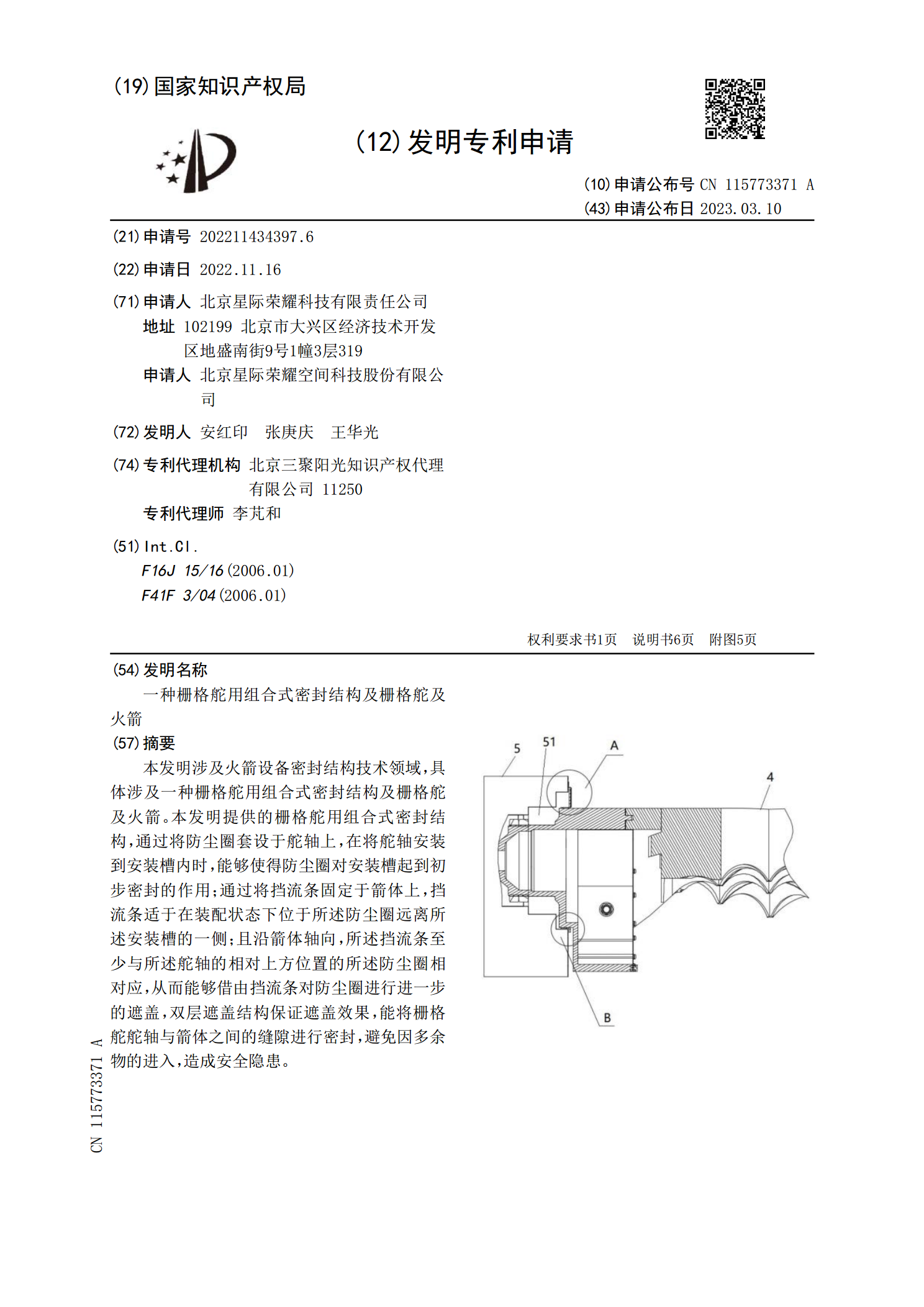
本发明涉及火箭设备密封结构技术领域,具体涉及一种栅格舵用组合式密封结构及栅格舵及火箭。本发明提供的栅格舵用组合式密封结构,通过将防尘圈套设于舵轴上,在将舵轴安装到安装槽内时,能够使得防尘圈对安装槽起到初步密封的作用;通过将挡流条固定于箭体上,挡流条适于在装配状态下位于所述防尘圈远离所述安装槽的一侧;且沿箭体轴向,所述挡流条至少与所述舵轴的相对上方位置的所述防尘圈相对应,从而能够借由挡流条对防尘圈进行进一步的遮盖,双层遮盖结构保证遮盖效果,能将栅格舵舵轴与箭体之间的缝隙进行密封,避免因多余物的进入,造成安全

一种栅格结构装配工装及成形工艺.pdf
本发明涉及一种栅格结构装配工装及成形工艺,属于焊接技术领域,解决现有解决技术中没有辅助形成栅格结构的工装,无法形成栅格翼舵,导致翼舵类产品无法实现轻量化的问题。该栅格结构装配工装包括框架;所述框架上设有镂空区域,以达到减重的目的所述镂空区域包括多个镂空单元,相邻的所述镂空单元之间设有间隙,多个所述间隙连通形成卡槽,以放置所述栅格板。本发明实现了航空航天领域产品的轻量化。

一种栅格舵的折叠展开装置.pdf
本发明公开了一种栅格舵的折叠展开装置,涉及航空航天技术领域。所述栅格舵的外框架通过定位转轴与舵轴铰接,外框架朝向舵面的相反侧设有耳板,折叠展开装置包括:固定支座;套筒,其内壁加工有螺距相等且螺旋方向相反的两段内螺纹;两根杆件,分别具有与两段内螺纹相配合的外螺纹,一根杆件的一端与固定支座铰接,另一根杆件的一端与耳板可拆卸地铰接;棘轮机构,其设于套筒外壁,用于驱动套筒旋转。本发明可以对栅格舵进行重复的折叠和展开操作。