
一种翼舵用栅格结构成形工艺.pdf

努力****爱静


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种翼舵用栅格结构成形工艺.pdf
本发明涉及一种翼舵用栅格结构成形工艺,属于焊接技术领域,解决现有的成形工艺的工艺流程冗长,生产成本高,需要特种成型装备,并且工艺实施难度大,产品合格率低的问题。该成形工艺包括以下步骤:步骤1:将栅格板与挡板进行试装配;骤2:对栅格板与挡板进行酸洗;步骤3:焊接栅格板插接缝十字格,以及栅格板与立板接触部位;步骤4:采用先中心焊缝后周边焊缝的顺序焊接栅格板。本发明实现了航空航天领域产品的轻量化。

一种交叉式栅格翼舵成形工艺.pdf
本发明涉及一种交叉式栅格翼舵成形工艺,属于焊接技术领域,解决现有的成形工艺产品合格率低以及产品焊接变形大,导致尺寸精度低的问题。该成形工艺包括以下步骤:步骤1:将栅格板与挡板进行试装配;步骤2:对栅格板与挡板进行酸洗;步骤3:定位栅格板与钎料;步骤4:定位栅格板插接缝十字格;步骤5:采用钎焊焊接栅格板;步骤6:采用激光焊焊接栅格板与挡板,得到交叉式栅格结构。本发明实现了航空航天领域产品的轻量化。
一种栅格舵用组合式密封结构及栅格舵及火箭.pdf
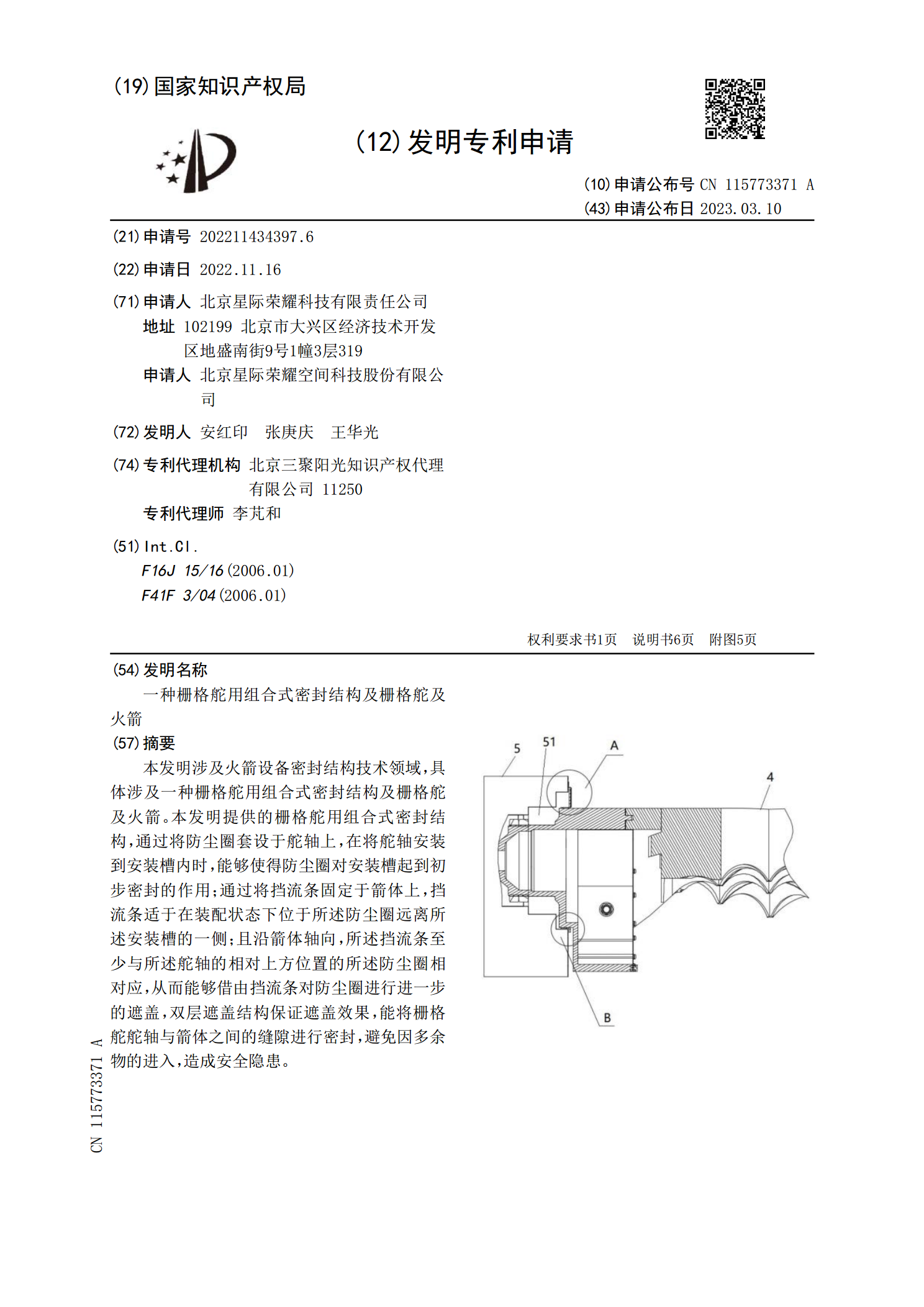
本发明涉及火箭设备密封结构技术领域,具体涉及一种栅格舵用组合式密封结构及栅格舵及火箭。本发明提供的栅格舵用组合式密封结构,通过将防尘圈套设于舵轴上,在将舵轴安装到安装槽内时,能够使得防尘圈对安装槽起到初步密封的作用;通过将挡流条固定于箭体上,挡流条适于在装配状态下位于所述防尘圈远离所述安装槽的一侧;且沿箭体轴向,所述挡流条至少与所述舵轴的相对上方位置的所述防尘圈相对应,从而能够借由挡流条对防尘圈进行进一步的遮盖,双层遮盖结构保证遮盖效果,能将栅格舵舵轴与箭体之间的缝隙进行密封,避免因多余物的进入,造成安全

一种栅格结构装配工装及成形工艺.pdf
本发明涉及一种栅格结构装配工装及成形工艺,属于焊接技术领域,解决现有解决技术中没有辅助形成栅格结构的工装,无法形成栅格翼舵,导致翼舵类产品无法实现轻量化的问题。该栅格结构装配工装包括框架;所述框架上设有镂空区域,以达到减重的目的所述镂空区域包括多个镂空单元,相邻的所述镂空单元之间设有间隙,多个所述间隙连通形成卡槽,以放置所述栅格板。本发明实现了航空航天领域产品的轻量化。

基于一种舵面仿生结构的激光选区熔化成形工艺.pdf
本发明的目的在于提供一种舵面仿生结构的激光选区熔化成形工艺,具体步骤为:步骤一:利用三维制图软件UG进行舵面仿生结构建模,及加工余量添加和清粉孔设置;步骤二:利用三维数模处理软件Magics进行舵面仿生结构的成形摆放、模型修复、支撑添加及切片填充处理;步骤三:利用激光选区熔化成形设备制备舵面仿生结构;步骤四:激光选区熔化成形工艺完成后,通过内、外清粉孔将内腔粉末排出,将下表面网格支撑和实体支撑结构去除,得到最终的与三维模型同尺寸的舵面仿生结构。该方法能够解决舵面仿生结构或者薄壁封闭内腔舵面仿生结构在成形过