
超长螺栓加工用自动移动冲压成型装置.pdf

玉环****找我


1/8
2/8

3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超长螺栓加工用自动移动冲压成型装置.pdf
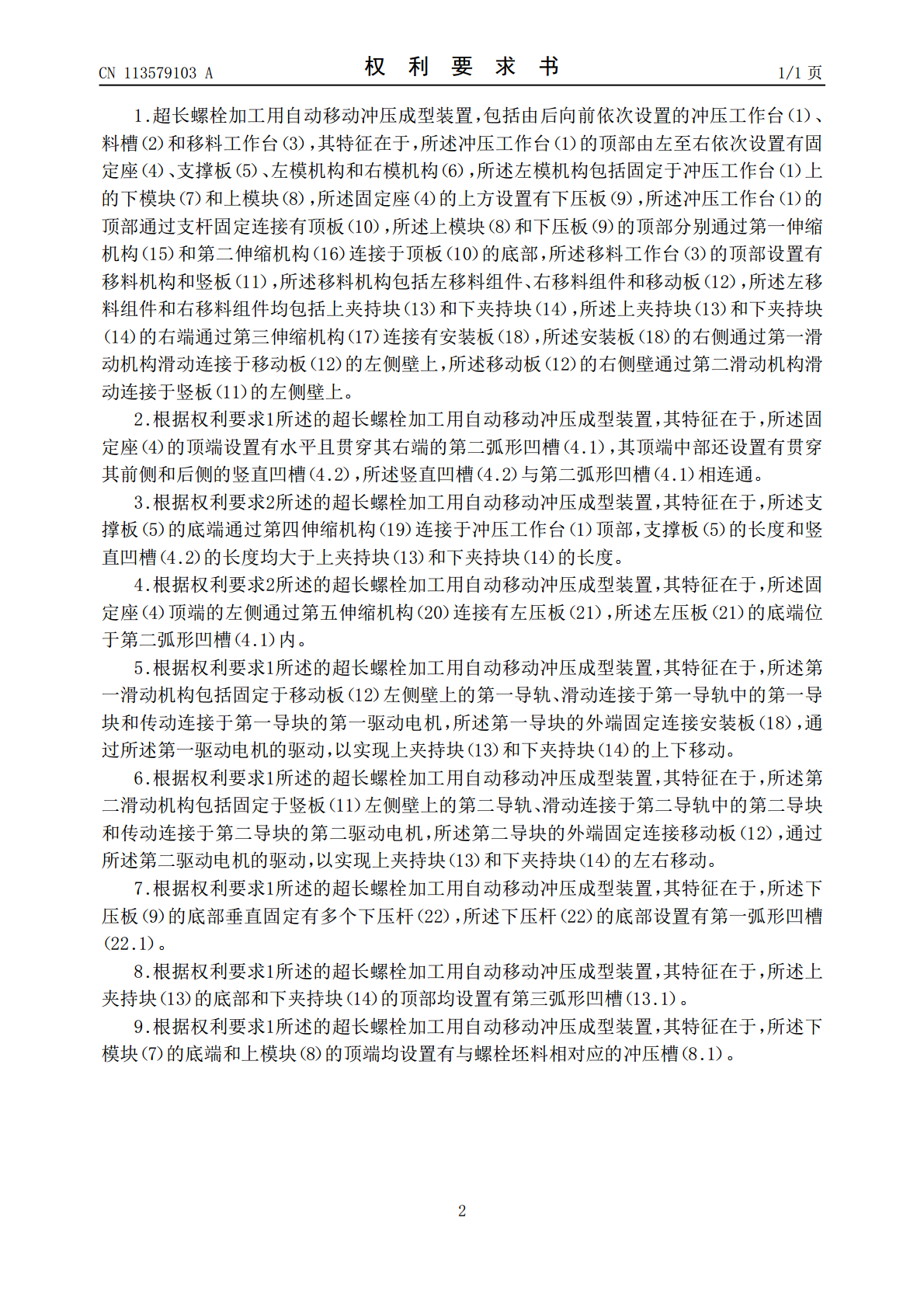
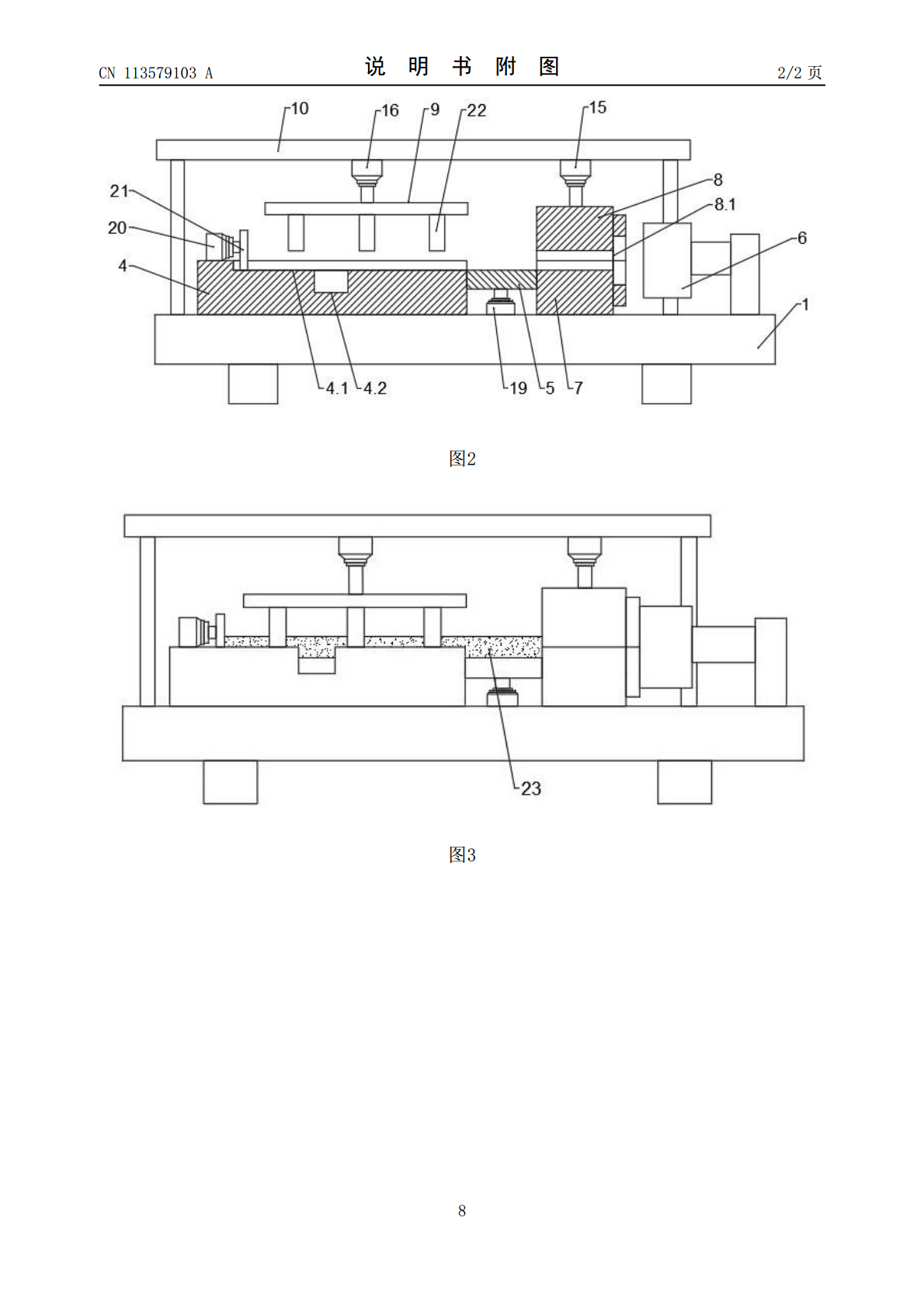
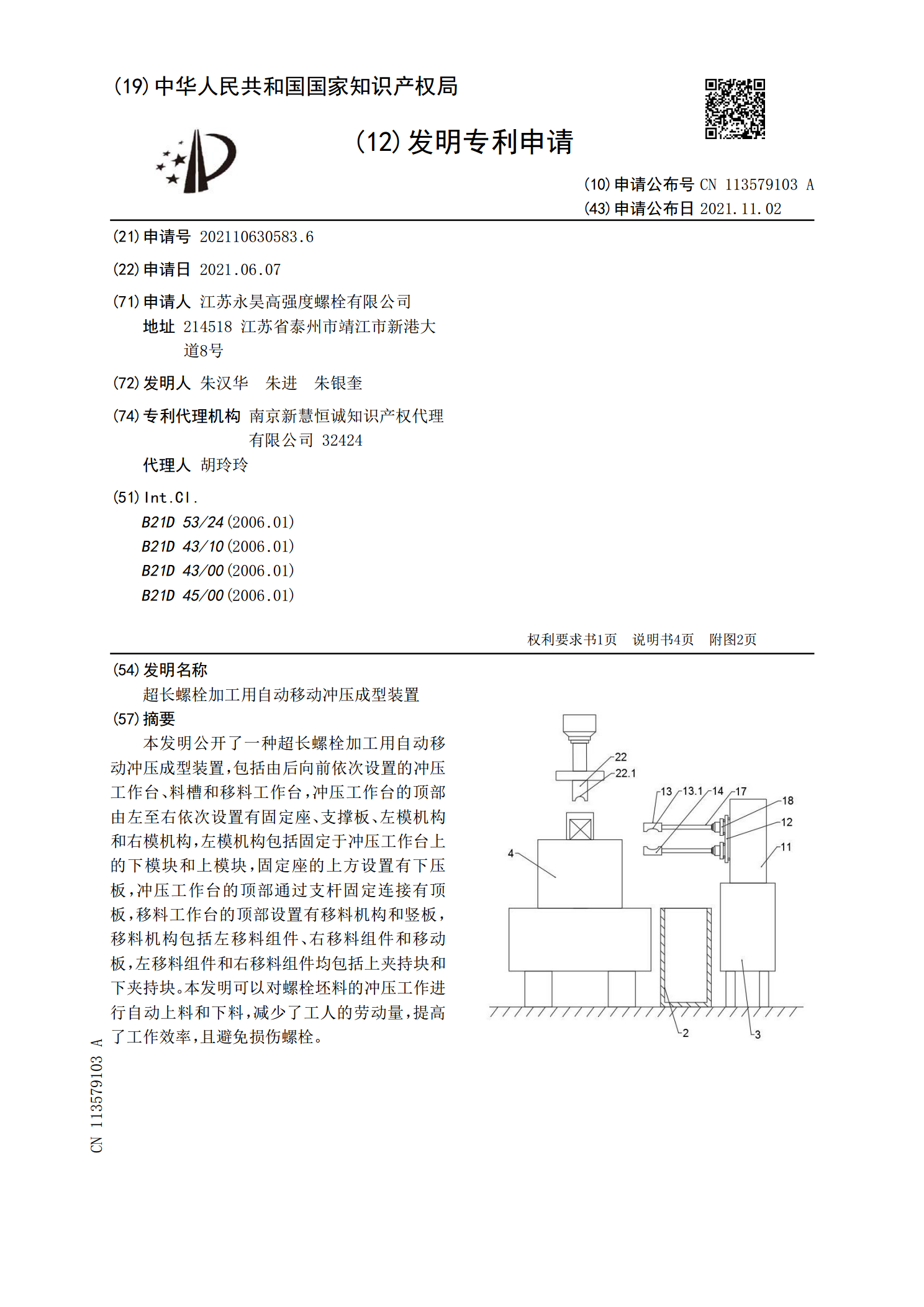
本发明公开了一种超长螺栓加工用自动移动冲压成型装置,包括由后向前依次设置的冲压工作台、料槽和移料工作台,冲压工作台的顶部由左至右依次设置有固定座、支撑板、左模机构和右模机构,左模机构包括固定于冲压工作台上的下模块和上模块,固定座的上方设置有下压板,冲压工作台的顶部通过支杆固定连接有顶板,移料工作台的顶部设置有移料机构和竖板,移料机构包括左移料组件、右移料组件和移动板,左移料组件和右移料组件均包括上夹持块和下夹持块。本发明可以对螺栓坯料的冲压工作进行自动上料和下料,减少了工人的劳动量,提高了工作效率,且避免

一种螺栓加工用成型装置.pdf
本发明公开了一种螺栓加工用成型装置,涉及一种螺栓加工装置,包括总箱、第一电动推杆,总箱左侧上方固定连接有第一电动推杆,第一电动推杆左端转动连接有扇形齿轮转柄,扇形齿轮转柄上端与固定连接在总箱左侧上方的横杆左端转动连接,总箱左侧上方滑动连接有上模机构,总箱两侧上方固定连接有支撑杆,支撑杆上端固定连接有电机,电机轴固定连接有齿轮。总箱两侧上方固定连接有导杆,导杆上端滑动连接有中部与齿轮啮合的齿条框。第一电动推杆带动扇形齿轮转柄左右摆动,进而带动滑动齿条左右滑动,进而带动第二电动推杆和上模具左右移动,从而可对安

一种超长钢筋自动螺栓连接装置.pdf
(19)国家知识产权局(12)发明专利申请(10)申请公布号CN116021476A(43)申请公布日2023.04.28(21)申请号202310184638.4(22)申请日2023.03.01(71)申请人天津城建大学地址300384天津市西青区津静公路26号申请人中国电建市政建设集团有限公司太重(天津)滨海重型机械有限公司(72)发明人王斌杨涛孙德河刘中宪李国栋李路军王海良吕杨刘永华(74)专利代理机构北京高沃律师事务所11569专利代理师王芳(51)Int.Cl.B25B27/14(2006.0

超长管件机加工用自动夹紧装置.pdf
本发明公开了一种超长管件机加工用自动夹紧装置,它由环体、支承桩、摆杆和销组成。所述环体为置有偏心内孔的圆环状构件,以环体两只圆心连线为纵向基准线,环体最薄边处在上位,最厚边处在下位,在最薄边两侧分别斜置一只径向螺旋连接的支承桩,支承桩大端朝向环体外壁的圆心,环体最厚边居中设有轴向销孔和沟通内外壁的夹层径向槽。所述摆杆为设有偏心凸轮结构的杆件,摆杆的偏心凸轮端插在夹层径向槽中,两者通过销定位连接构成外置力臂的杠杆式夹紧结构。本发明结构简单、夹紧可靠、装卸容易,特别适合大批量机加工超长管件夹紧使用。
一种铁皮板自动冲压成型装置及冲压方法.pdf
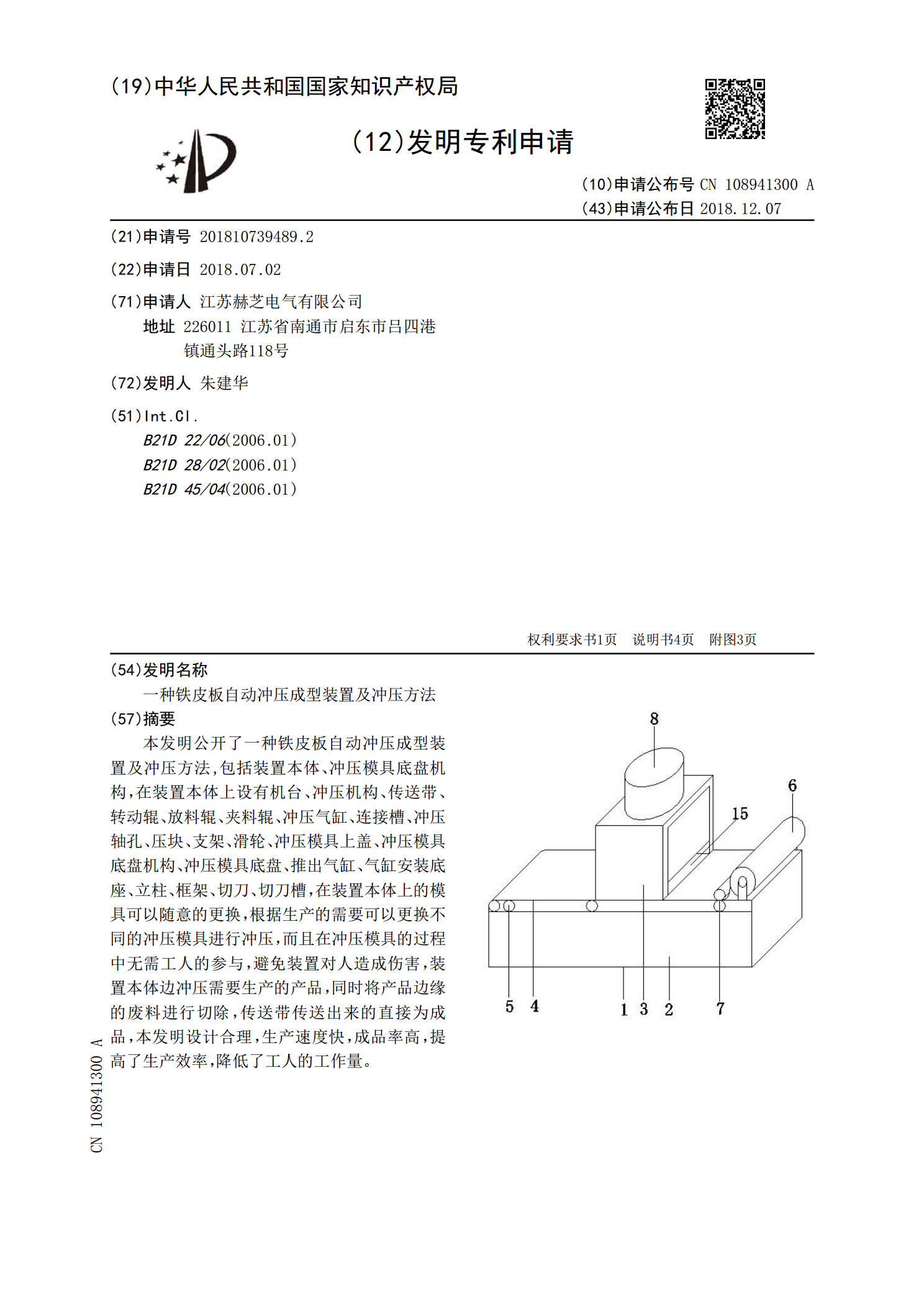
本发明公开了一种铁皮板自动冲压成型装置及冲压方法,包括装置本体、冲压模具底盘机构,在装置本体上设有机台、冲压机构、传送带、转动辊、放料辊、夹料辊、冲压气缸、连接槽、冲压轴孔、压块、支架、滑轮、冲压模具上盖、冲压模具底盘机构、冲压模具底盘、推出气缸、气缸安装底座、立柱、框架、切刀、切刀槽,在装置本体上的模具可以随意的更换,根据生产的需要可以更换不同的冲压模具进行冲压,而且在冲压模具的过程中无需工人的参与,避免装置对人造成伤害,装置本体边冲压需要生产的产品,同时将产品边缘的废料进行切除,传送带传送出来的直接为