
一种麻纤维与精梳棉混纺环锭纺纱线及其纺纱工艺.pdf

猫巷****正德

1/8

2/8
3/8

4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种麻纤维与精梳棉混纺环锭纺纱线及其纺纱工艺.pdf
本发明提供了一种麻纤维与精梳棉混纺环锭纺纱线的纺纱工艺,将麻纤维进行预处理,将预处理后的麻纤维和棉纤维混合后,将混合纤维依次经开清棉、梳棉、精梳、并条、粗纱和细纱工序处理。本发明解决了高支精梳棉/麻纤维混纺纱的生产困难问题,将精梳棉/麻纤维混纺纱的支数提高到60S~80S,满足生产精梳棉/麻纤维混纺的高档内衣面料的需求。
一种天丝纤维、亚麻纤维混纺纱线及其纺纱工艺.pdf
本发明提供了一种天丝纤维、亚麻纤维混纺纱线,包括:70%混纺比的天丝纤维;30%混纺比的亚麻纤维。本发明还提供了一种天丝纤维、亚麻纤维混纺纱线的纺纱工艺,包括清梳联、并条、粗纱、细纱和络筒。本发明采用纺纱方式为紧密赛络纺,赛络紧密纺结合了赛络纺和紧密纺的优点,条干CV值、粗节、细节指标非常好,单纱强力高,结构紧密,耐磨性好,毛羽更少,3mm以上有害毛羽极少,纱线光洁,织物品质高,是牛仔类面料的优质纱线原料。本发明制得混纱是一种兼具绿色环保、优雅舒适、风格丰富的优质纱线。

木棉棉环锭纺混纺工艺及纱线性能研究.docx
木棉棉环锭纺混纺工艺及纱线性能研究木棉棉环锭纺混纺工艺及纱线性能研究摘要:本文以木棉棉环锭纺混纺工艺及纱线性能为研究对象,通过实验方法探究了不同工艺参数对木棉棉环锭纺混纺纱线性能的影响。结果表明,适当调整工艺参数可以显著改善纱线的力学性能和纺纱效果,提高产品质量和品质稳定性。1.引言纺织品是现代日常生活不可或缺的一部分,而纺纱是纺织品生产过程中最关键的环节之一。木棉棉是一种在纺纱中常用的纤维原料,具有优良的吸湿性、透气性和柔软度等特性,被广泛应用于纺织品制造。然而,纤维的特性以及工艺参数等因素对纺纱质量和
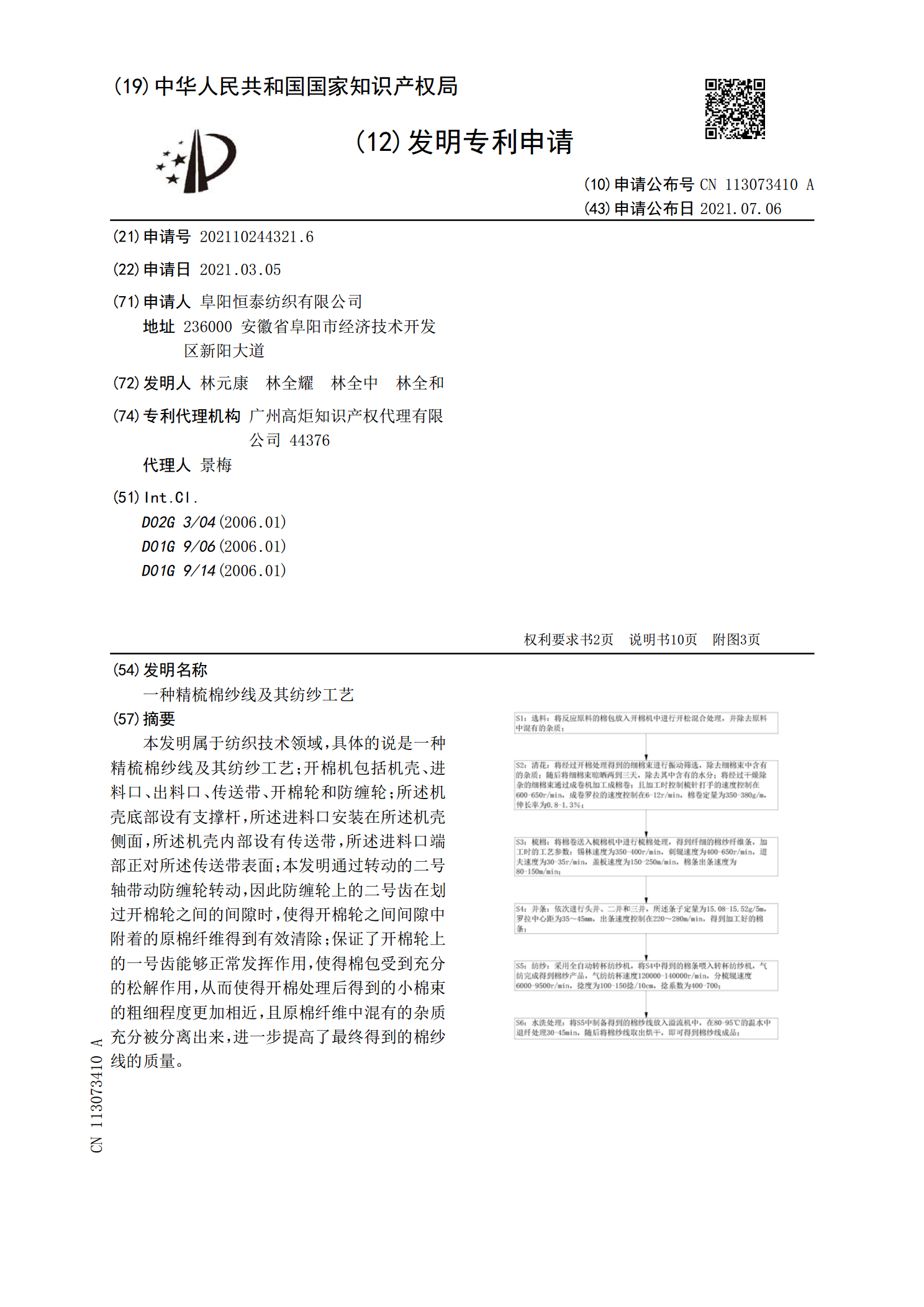
一种精梳棉纱线及其纺纱工艺.pdf
本发明属于纺织技术领域,具体的说是一种精梳棉纱线及其纺纱工艺;开棉机包括机壳、进料口、出料口、传送带、开棉轮和防缠轮;所述机壳底部设有支撑杆,所述进料口安装在所述机壳侧面,所述机壳内部设有传送带,所述进料口端部正对所述传送带表面;本发明通过转动的二号轴带动防缠轮转动,因此防缠轮上的二号齿在划过开棉轮之间的间隙时,使得开棉轮之间间隙中附着的原棉纤维得到有效清除;保证了开棉轮上的一号齿能够正常发挥作用,使得棉包受到充分的松解作用,从而使得开棉处理后得到的小棉束的粗细程度更加相近,且原棉纤维中混有的杂质充分被分
一种抗菌混纺纱线及其纺纱工艺.pdf
本发明公开了抗菌混纺纱线及其纺纱工艺,该抗菌混纺纱线由重量百分比为20~25%的竹炭纤维、35~40%的棉纤维、20~25%的莫代尔纤维和20~25%的天丝纤维,将上述纤维通过半精纺工艺纺成纱线。其纺纱过程依次包括有染色工艺、梳棉工艺、并条工艺、粗纱工艺、细沙工艺和络筒工艺。该竹炭抗菌混纺纱线由多种纤维混纺而成,通过合理安排每种纤维的重量比例来突出每种纤维所具有的特性,集各种纤维的优点一体,既保持纱线的基本性能,又保证抗菌功能。采用半精纺工艺,与精纺工艺相比,流程较短;该纱线比精纺纱蓬松、柔软,比粗纺纱均