
RH真空脱气循环炉工艺流程.doc

念珊****写意


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

RH真空脱气循环炉工艺流程.doc
RH真空脱气循环炉工艺流程简介1RH真空脱气循环炉工艺流程综述RH钢包台车在受包位接收由行车吊来的待处理钢水,受包后钢包台车开到保温剂投入位,加入铝渣,或直接开至真空槽下方的处理位置,由人工判定钢液面高度,随后顶升钢包至预定高度。进行测温、取样、定氧及测渣层厚度等操作。钢包被液压缸继续顶升,将真空槽的浸渍管完全浸入钢液,真空阀打开,真空泵启动。各级真空泵根据预先设定的抽气曲线进行工作。真空脱氢处理:在规定时间及规定低压条件下持续进行循环脱气操作,以达到脱氢的目标值。真空脱碳处理(低碳或超低碳等级钢水):循

真空循环脱气精炼炉加料装置.pdf
本发明公开了一种真空循环脱气精炼炉加料装置,包括高位料仓、称重件、输送组件、布料器及钢包下料溜管;高位料仓内盛放有物料,称重件的入口位于高位料仓的出口的下方,且称重件的入口与高位料仓的出口连通,用于称重物料;输送组件位于称重件的出口的下方,且输送组件用于将物料输送至布料器内;钢包下料溜管的入口位于布料器的出口下方,且钢包下料溜管的入口与布料器的出口连通,钢包下料溜管的出口延伸至真空循环脱气精炼炉的钢包的入口上方。本发明通过称重件称重渣料实现了对投料量的精确控制,且通过输送组件输送渣料,避免了人工投渣,降低

一种防止RH真空循环脱气过程真空槽冷钢粘结的方法.pdf
本发明提供一种防止RH真空循环脱气过程真空槽冷钢粘结的方法。本发明的方法包括:(1)钢包采用正常周转包,周转时间小于60分钟;(2)钢水进RH炉脱氧钢水温度控制大于1620℃、不脱氧钢水温度控制大于1600℃;(3)RH精炼炉OB升温或OB强制脱碳时槽内真空度5‑15kpa,环流气体流1400NL/min;(4)RH精炼炉脱碳前5min环流量气体流量控制1600NL/min,5min至脱碳结束环流量气体流量控制2000NL/min;(5)向钢水中加入铝脱氧3min后,加入其它合金;(6)钢水合金化后加
真空循环脱气插入管.pdf
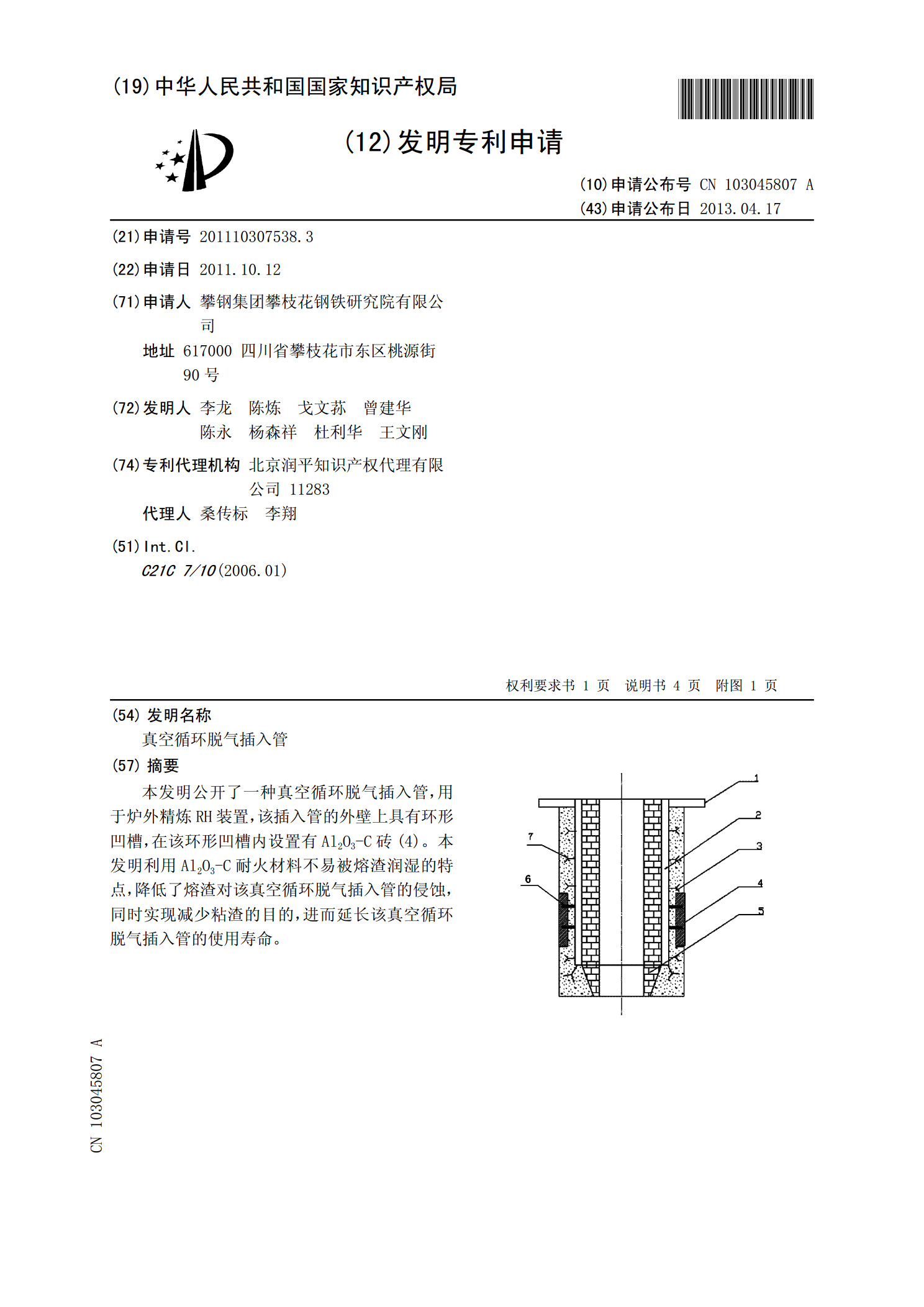
本发明公开了一种真空循环脱气插入管,用于炉外精炼RH装置,该插入管的外壁上具有环形凹槽,在该环形凹槽内设置有Al2O3-C砖(4)。本发明利用Al2O3-C耐火材料不易被熔渣润湿的特点,降低了熔渣对该真空循环脱气插入管的侵蚀,同时实现减少粘渣的目的,进而延长该真空循环脱气插入管的使用寿命。

钢水炉外真空脱气技术.docx
钢水炉外真空脱气技术钢水炉外真空脱气技术摘要:钢水炉外真空脱气技术是一种通过将钢水在真空环境下处理以去除其中气体包裹物的方法。本文综合了相关文献资料,介绍了钢水脱气的重要性和现有的脱气技术,并重点讨论了钢水炉外真空脱气技术的优势和应用。实践证实,钢水炉外真空脱气技术有助于提高钢水的质量,提高生产效率,并降低能源消耗和环境污染。关键词:钢水炉外真空脱气、气体包裹物、质量、效率、能源消耗、环境污染1.引言钢铁产业是现代工业的支柱产业之一,钢铁的质量直接关系到工业生产和国民经济的发展。而钢水中的气体包裹物是导致