
一种车床用工件圆弧加工装置及其使用方法.pdf

如灵****姐姐


1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种车床用工件圆弧加工装置及其使用方法.pdf
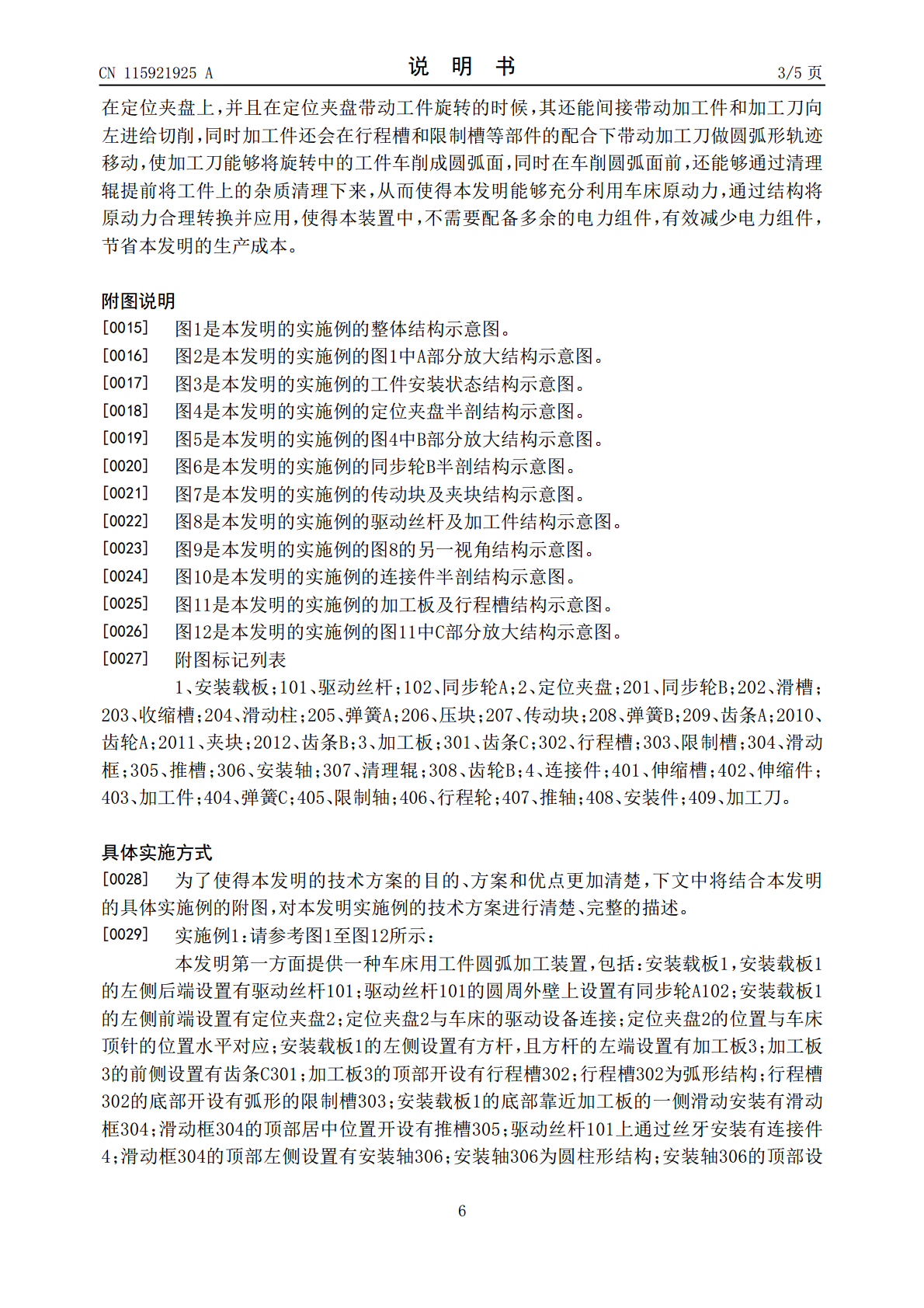
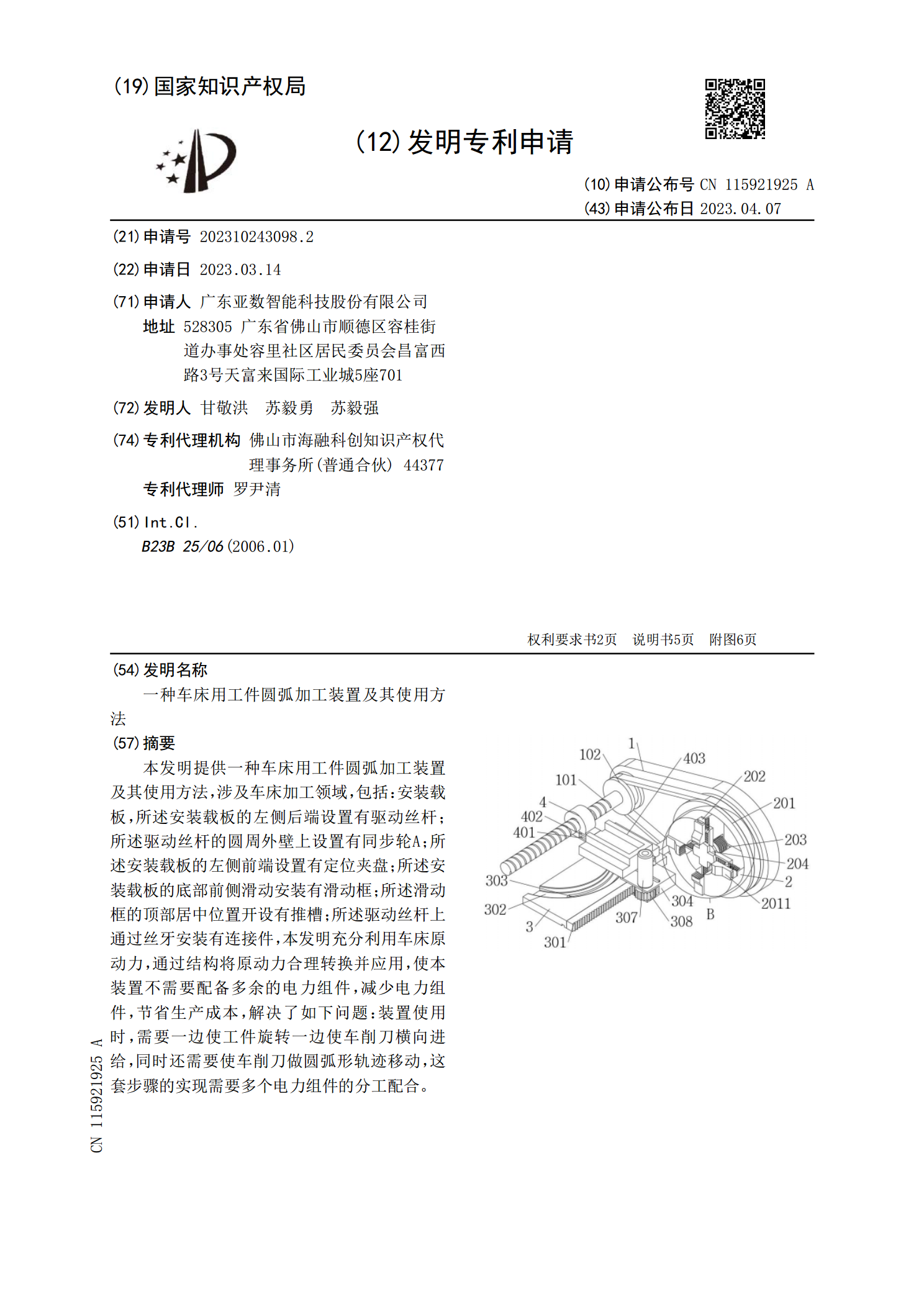
本发明提供一种车床用工件圆弧加工装置及其使用方法,涉及车床加工领域,包括:安装载板,所述安装载板的左侧后端设置有驱动丝杆;所述驱动丝杆的圆周外壁上设置有同步轮A;所述安装载板的左侧前端设置有定位夹盘;所述安装载板的底部前侧滑动安装有滑动框;所述滑动框的顶部居中位置开设有推槽;所述驱动丝杆上通过丝牙安装有连接件,本发明充分利用车床原动力,通过结构将原动力合理转换并应用,使本装置不需要配备多余的电力组件,减少电力组件,节省生产成本,解决了如下问题:装置使用时,需要一边使工件旋转一边使车削刀横向进给,同时还需要
一种加工工件用的工作台装置及其使用方法.pdf
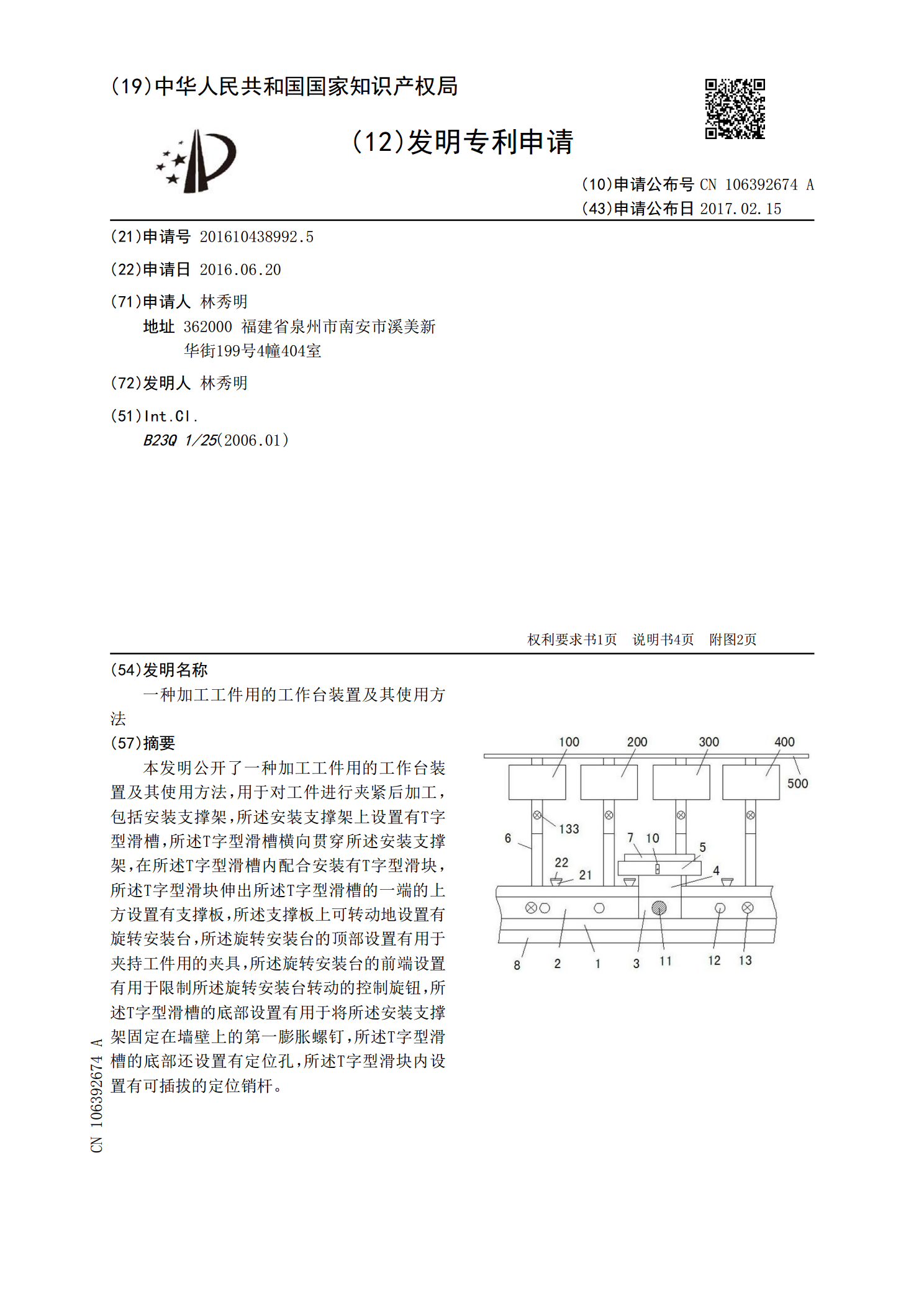
本发明公开了一种加工工件用的工作台装置及其使用方法,用于对工件进行夹紧后加工,包括安装支撑架,所述安装支撑架上设置有T字型滑槽,所述T字型滑槽横向贯穿所述安装支撑架,在所述T字型滑槽内配合安装有T字型滑块,所述T字型滑块伸出所述T字型滑槽的一端的上方设置有支撑板,所述支撑板上可转动地设置有旋转安装台,所述旋转安装台的顶部设置有用于夹持工件用的夹具,所述旋转安装台的前端设置有用于限制所述旋转安装台转动的控制旋钮,所述T字型滑槽的底部设置有用于将所述安装支撑架固定在墙壁上的第一膨胀螺钉,所述T字型滑槽的底部还
一种可自动夹紧工件的车床用加工装置.pdf
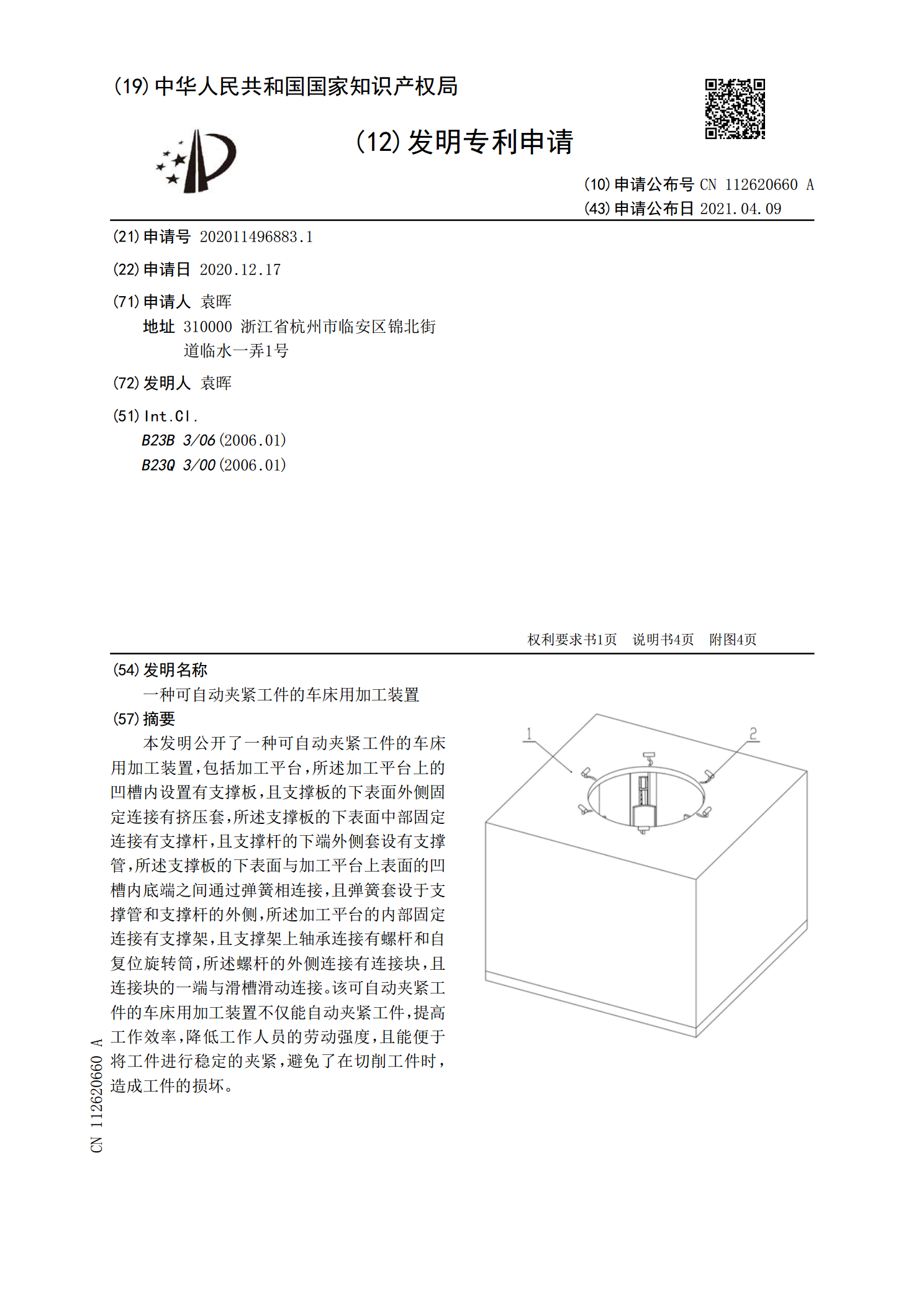
本发明公开了一种可自动夹紧工件的车床用加工装置,包括加工平台,所述加工平台上的凹槽内设置有支撑板,且支撑板的下表面外侧固定连接有挤压套,所述支撑板的下表面中部固定连接有支撑杆,且支撑杆的下端外侧套设有支撑管,所述支撑板的下表面与加工平台上表面的凹槽内底端之间通过弹簧相连接,且弹簧套设于支撑管和支撑杆的外侧,所述加工平台的内部固定连接有支撑架,且支撑架上轴承连接有螺杆和自复位旋转筒,所述螺杆的外侧连接有连接块,且连接块的一端与滑槽滑动连接。该可自动夹紧工件的车床用加工装置不仅能自动夹紧工件,提高工作效率,降
一种数控车床工件的定位装置及其使用方法.pdf
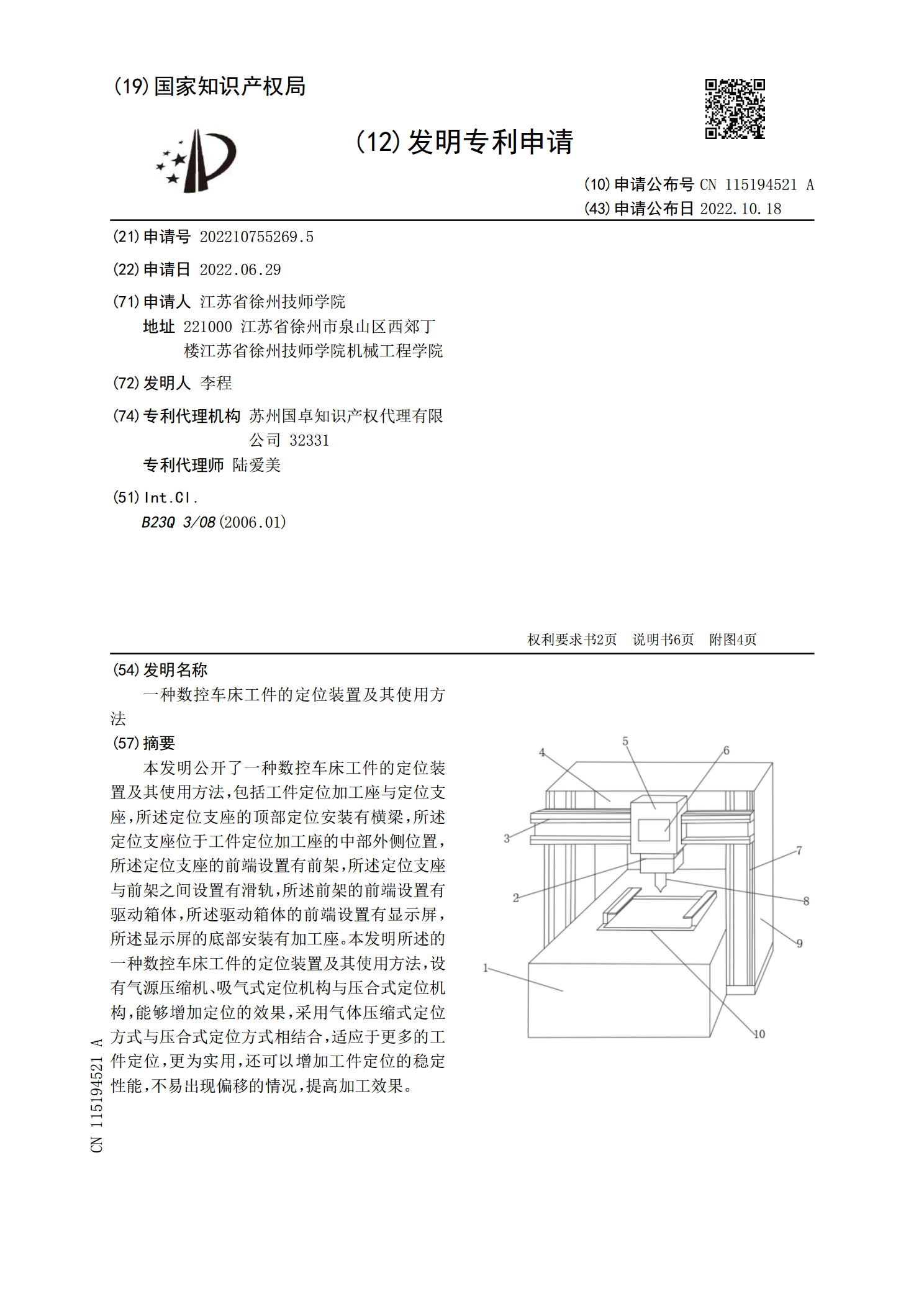
本发明公开了一种数控车床工件的定位装置及其使用方法,包括工件定位加工座与定位支座,所述定位支座的顶部定位安装有横梁,所述定位支座位于工件定位加工座的中部外侧位置,所述定位支座的前端设置有前架,所述定位支座与前架之间设置有滑轨,所述前架的前端设置有驱动箱体,所述驱动箱体的前端设置有显示屏,所述显示屏的底部安装有加工座。本发明所述的一种数控车床工件的定位装置及其使用方法,设有气源压缩机、吸气式定位机构与压合式定位机构,能够增加定位的效果,采用气体压缩式定位方式与压合式定位方式相结合,适应于更多的工件定位,更为
一种在车床上铣圆弧槽的装置及其使用方法.pdf
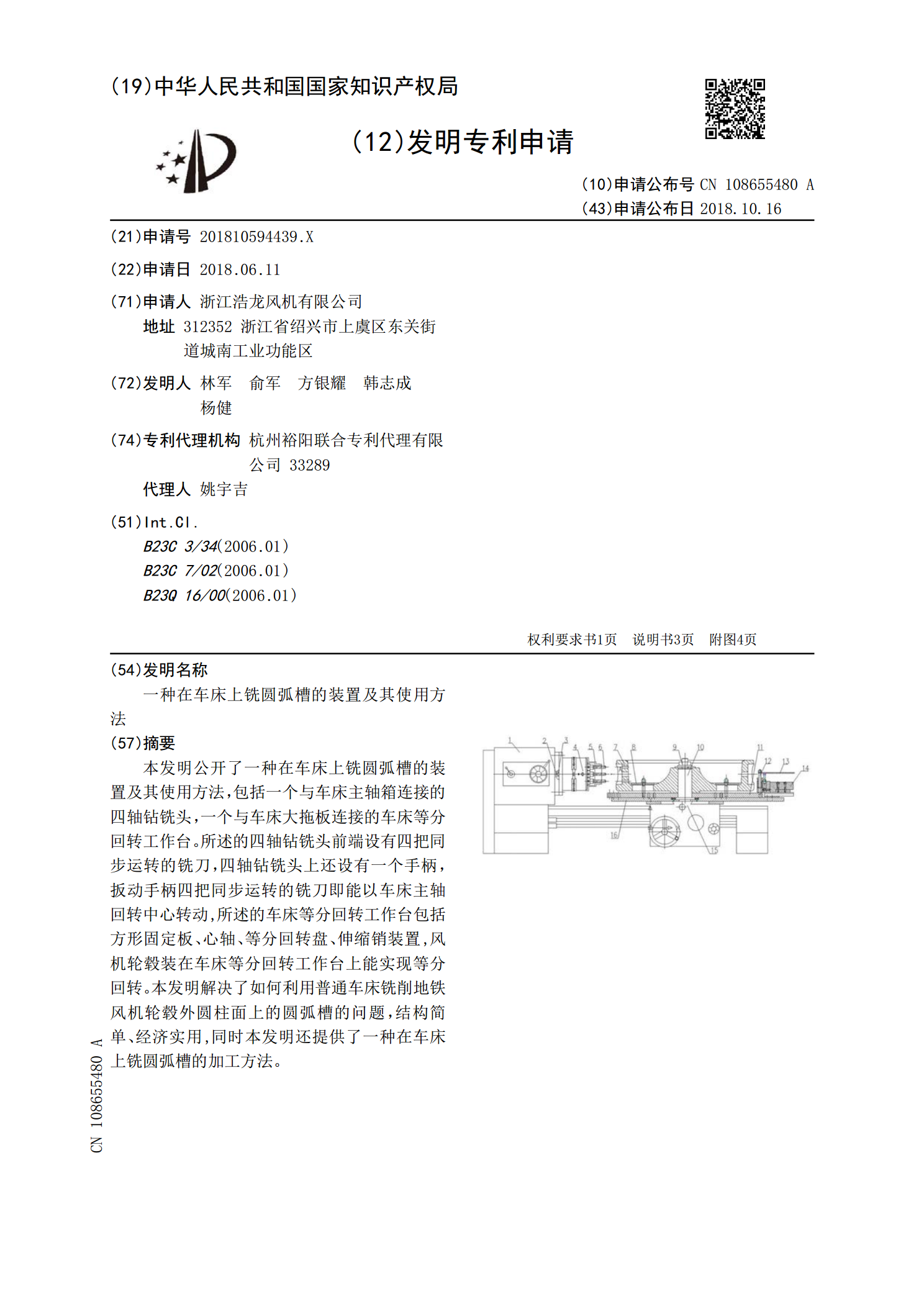
本发明公开了一种在车床上铣圆弧槽的装置及其使用方法,包括一个与车床主轴箱连接的四轴钻铣头,一个与车床大拖板连接的车床等分回转工作台。所述的四轴钻铣头前端设有四把同步运转的铣刀,四轴钻铣头上还设有一个手柄,扳动手柄四把同步运转的铣刀即能以车床主轴回转中心转动,所述的车床等分回转工作台包括方形固定板、心轴、等分回转盘、伸缩销装置,风机轮毂装在车床等分回转工作台上能实现等分回转。本发明解决了如何利用普通车床铣削地铁风机轮毂外圆柱面上的圆弧槽的问题,结构简单、经济实用,同时本发明还提供了一种在车床上铣圆弧槽的加工