
一种软性棒料夹持工装及夹持系统.pdf

贤惠****66


1/9

2/9

3/9
4/9

5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种软性棒料夹持工装及夹持系统.pdf
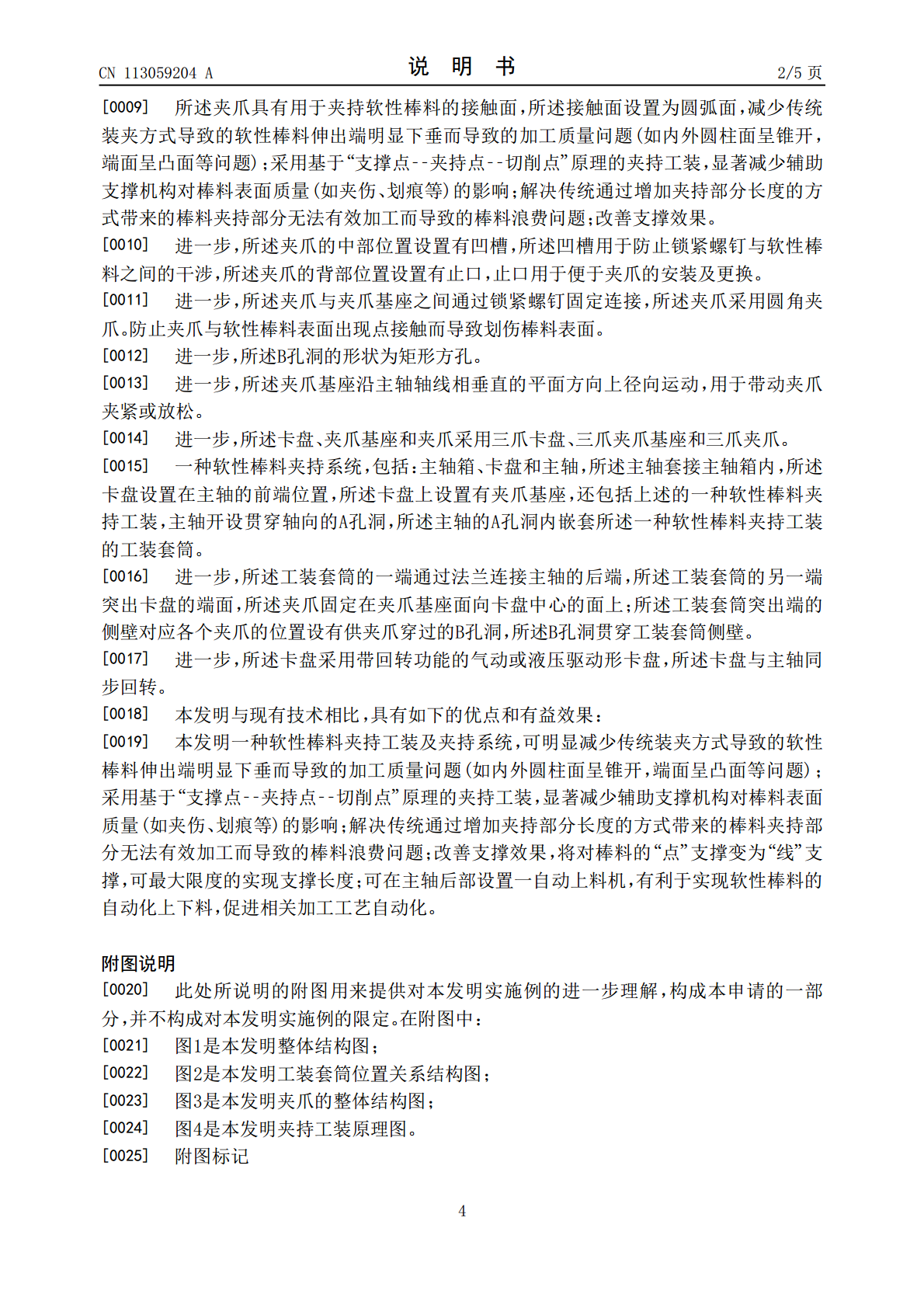
本发明公开了一种软性棒料夹持工装及夹持系统,包括:主轴箱、卡盘和主轴,所述主轴套接主轴箱,所述卡盘设置在主轴的前端位置,还包括:工装套筒、夹爪基座和夹爪,所述主轴开设贯穿轴向的A孔洞,所述工装套筒嵌套在主轴的A孔洞内,所述夹爪基座设置在卡盘上;所述工装套筒用于给位于工装套筒内部的软性棒料提供支撑;所述夹爪基座沿主轴轴线相垂直的平面方向上径向运动,用于带动夹爪夹紧或放松。采用圆筒类工装筒,将支撑点转变为沿棒料母线方向的线接触,将支撑最大化的同时可将支撑点后移,夹持点前移,尽可能的靠近加工点,避免加工过程中工
棒料夹持装置.pdf
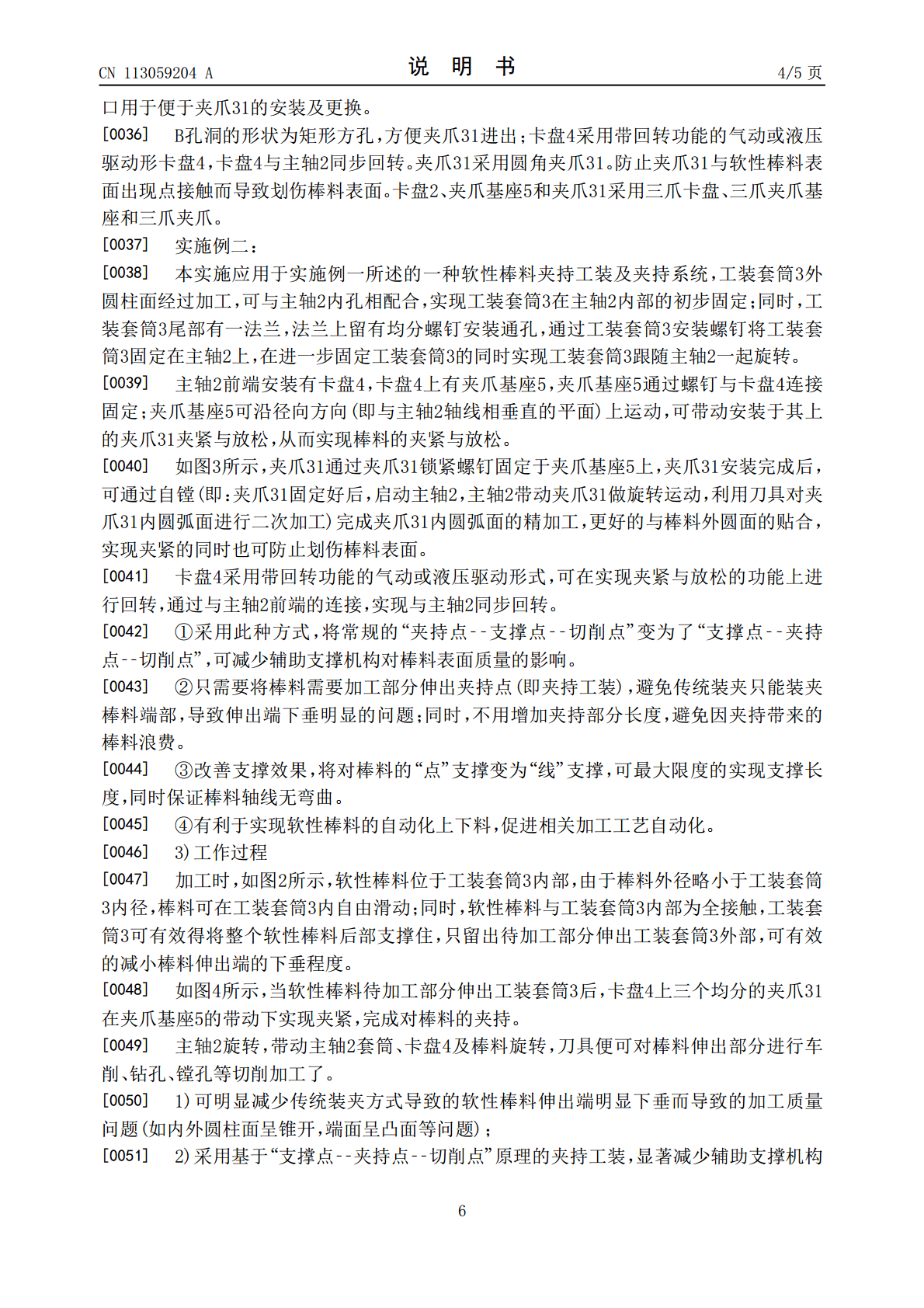
本发明属于棒料夹持技术领域,公开了一种棒料夹持装置,包括:支架;夹持机构,设有若干组且并排安装于支架上,夹持机构包括安装于支架上的安装座,安装于安装座上的夹持驱动件,以及由夹持驱动件驱动以夹持棒料的夹爪组件,安装座一侧设有安装板,安装板贯穿设有避让孔,夹爪组件包括支撑板以及位于支撑板两侧的夹爪,支撑板置于避让孔内且由夹持驱动件驱动移动,两个夹爪的一端连接于支撑板,另一端转动连接于安装板,支撑板能驱动夹爪绕安装板的转动轴心转动以夹持棒料。本发明能够适用相隔间距小的棒料的夹取,稳定性更好,而且能够夹取多个棒料

一种带有金属棒料夹持机构的电镀工装.pdf
金属棒料电镀工装,它包括电镀槽(1)、龙门吊运机构和金属棒料夹持机构(11),所述龙门吊运机构包括支撑架(2)、一对轨道(3)、一对底板(4)、两组行走轮(5)、龙门架(6)和液压吊装装置,所述一对轨道(3)分别通过支撑架(2)架设在电镀槽(1)的上方,一对底板(4)分别通过两组行走轮(5)安放在一对轨道(3)上,龙门架(6)安装在一对底板(4)上,所述液压吊装装置包括液压缸(7)、吊装横梁(8)、一对导向柱(9)和一对吊钩(10);本发明结构简单,制作成本低,能完成批量金属棒料成品的装夹及电镀工序,效率
一种铝棒料夹持机构.pdf
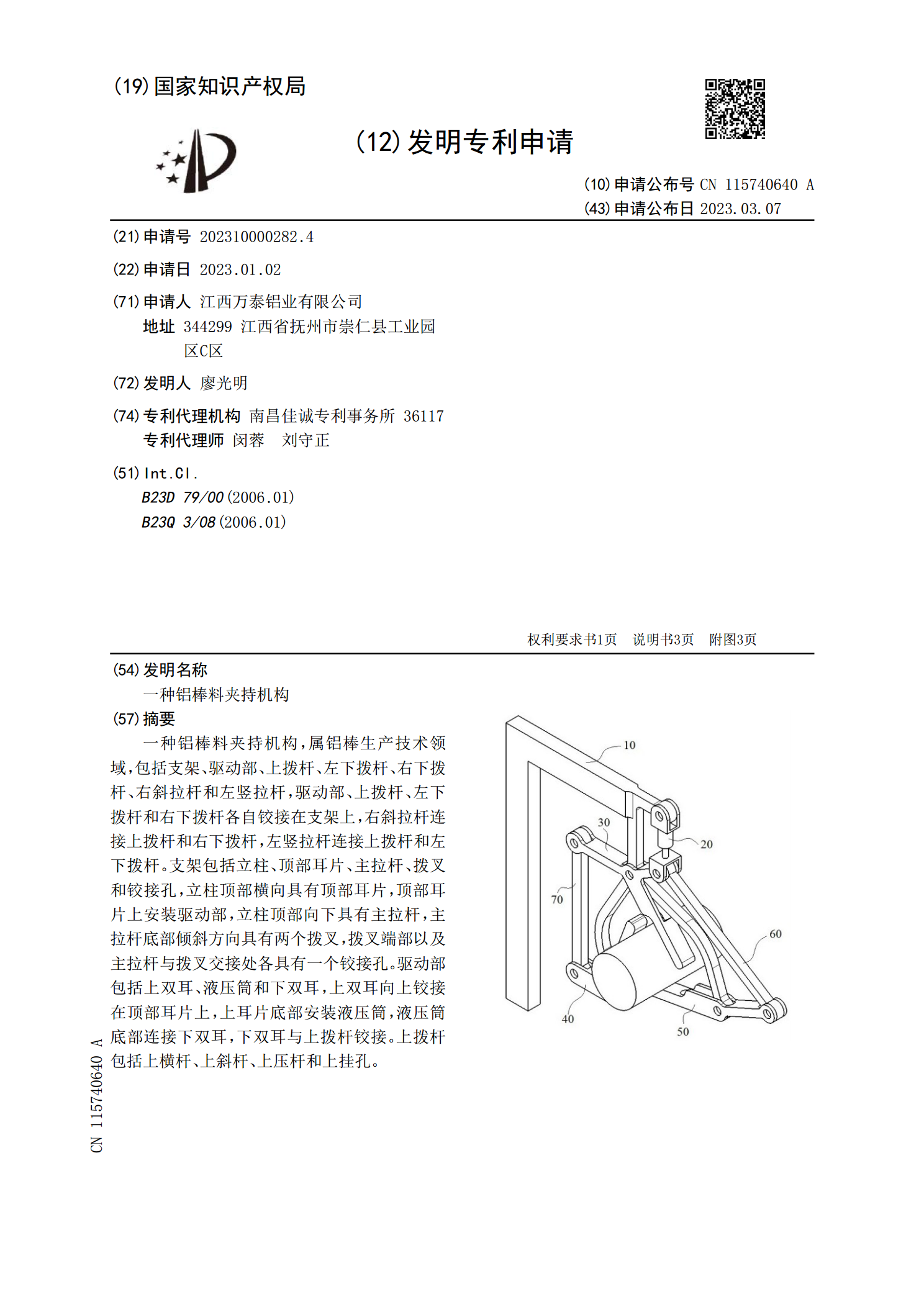
一种铝棒料夹持机构,属铝棒生产技术领域,包括支架、驱动部、上拨杆、左下拨杆、右下拨杆、右斜拉杆和左竖拉杆,驱动部、上拨杆、左下拨杆和右下拨杆各自铰接在支架上,右斜拉杆连接上拨杆和右下拨杆,左竖拉杆连接上拨杆和左下拨杆。支架包括立柱、顶部耳片、主拉杆、拨叉和铰接孔,立柱顶部横向具有顶部耳片,顶部耳片上安装驱动部,立柱顶部向下具有主拉杆,主拉杆底部倾斜方向具有两个拨叉,拨叉端部以及主拉杆与拨叉交接处各具有一个铰接孔。驱动部包括上双耳、液压筒和下双耳,上双耳向上铰接在顶部耳片上,上耳片底部安装液压筒,液压筒底部
一种用于夹持异形件的工装夹持设备.pdf
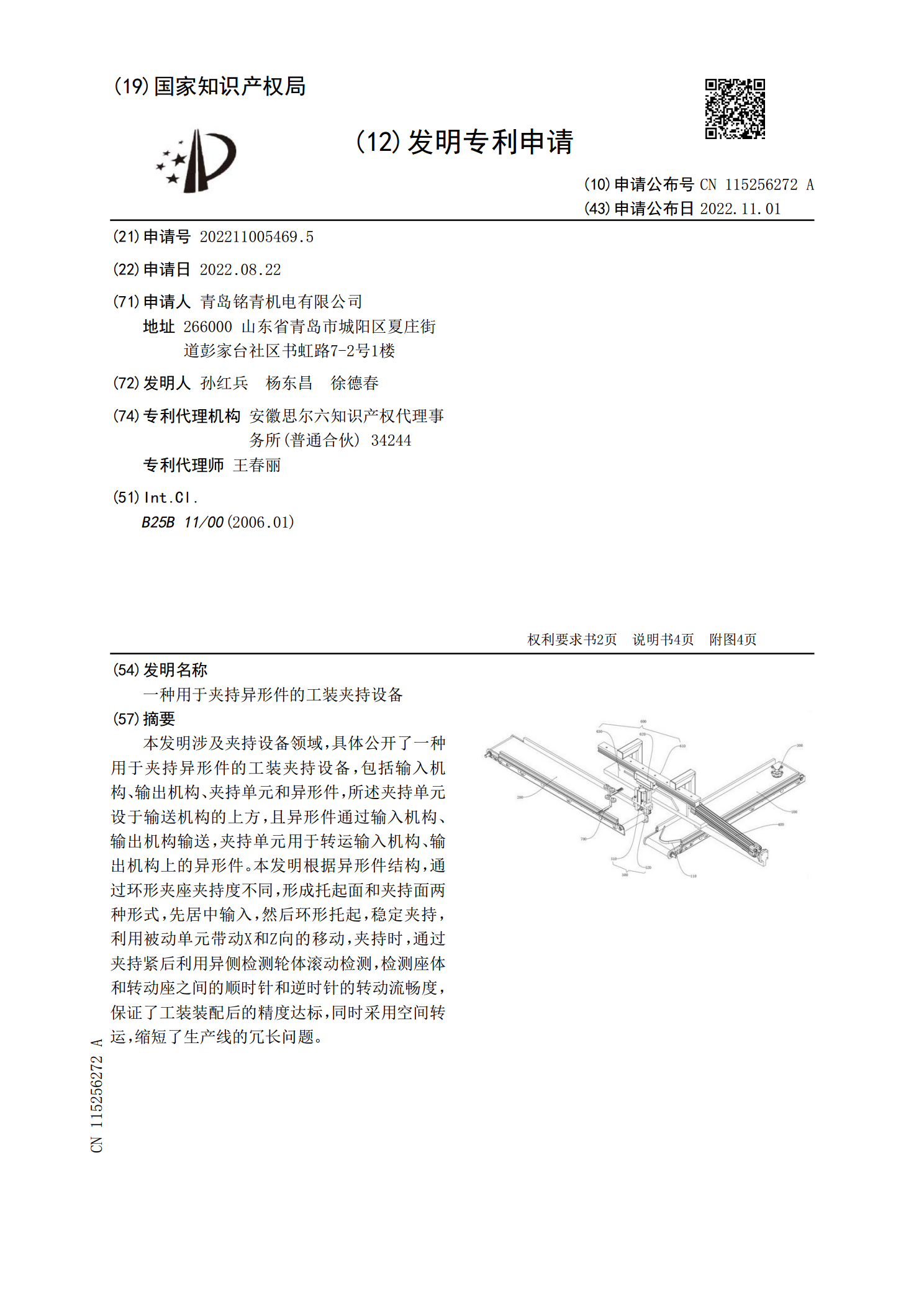
本发明涉及夹持设备领域,具体公开了一种用于夹持异形件的工装夹持设备,包括输入机构、输出机构、夹持单元和异形件,所述夹持单元设于输送机构的上方,且异形件通过输入机构、输出机构输送,夹持单元用于转运输入机构、输出机构上的异形件。本发明根据异形件结构,通过环形夹座夹持度不同,形成托起面和夹持面两种形式,先居中输入,然后环形托起,稳定夹持,利用被动单元带动X和Z向的移动,夹持时,通过夹持紧后利用异侧检测轮体滚动检测,检测座体和转动座之间的顺时针和逆时针的转动流畅度,保证了工装装配后的精度达标,同时采用空间转运,缩