
簧片自动校直装置.pdf

玉怡****文档


1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
簧片自动校直装置.pdf
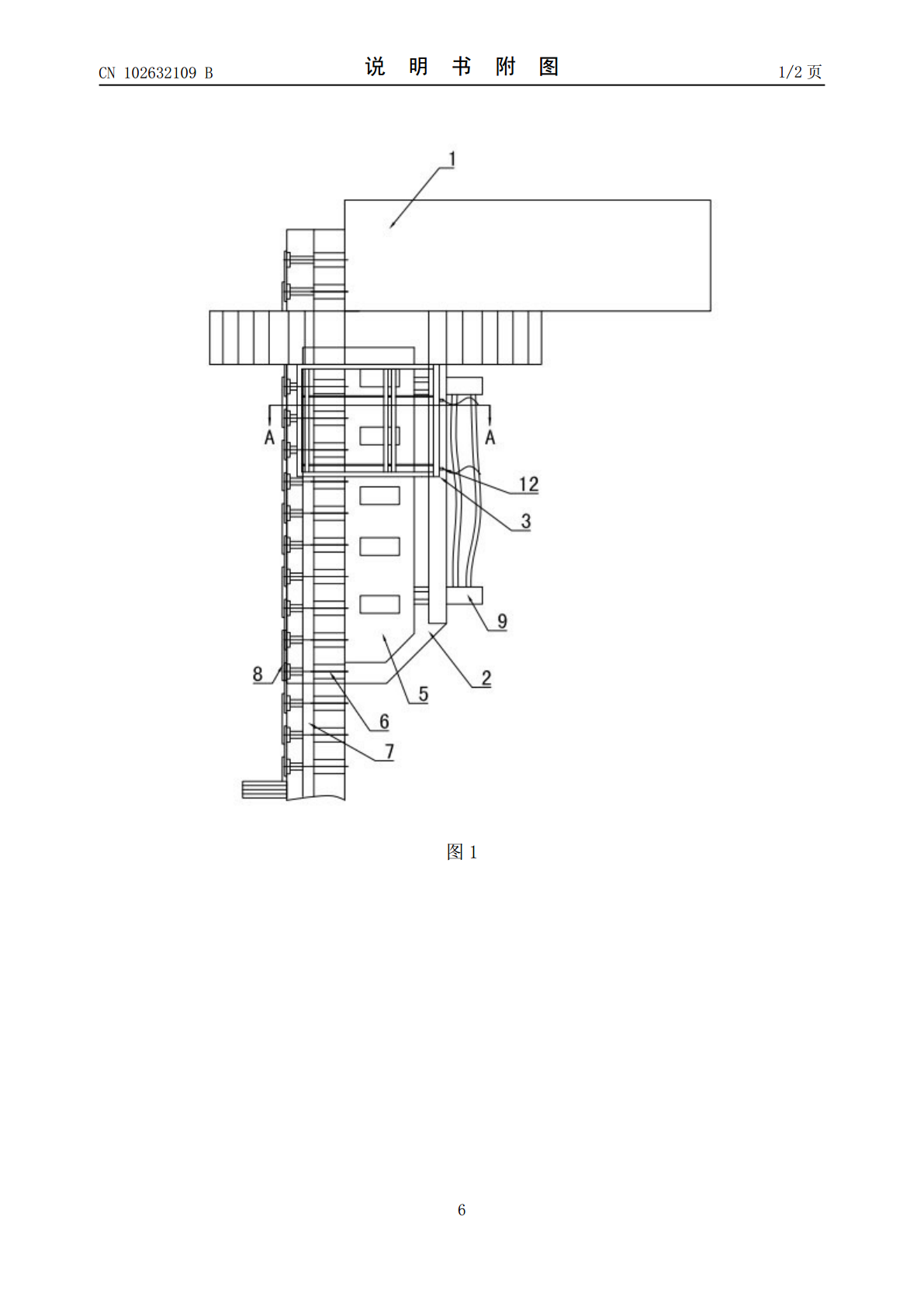
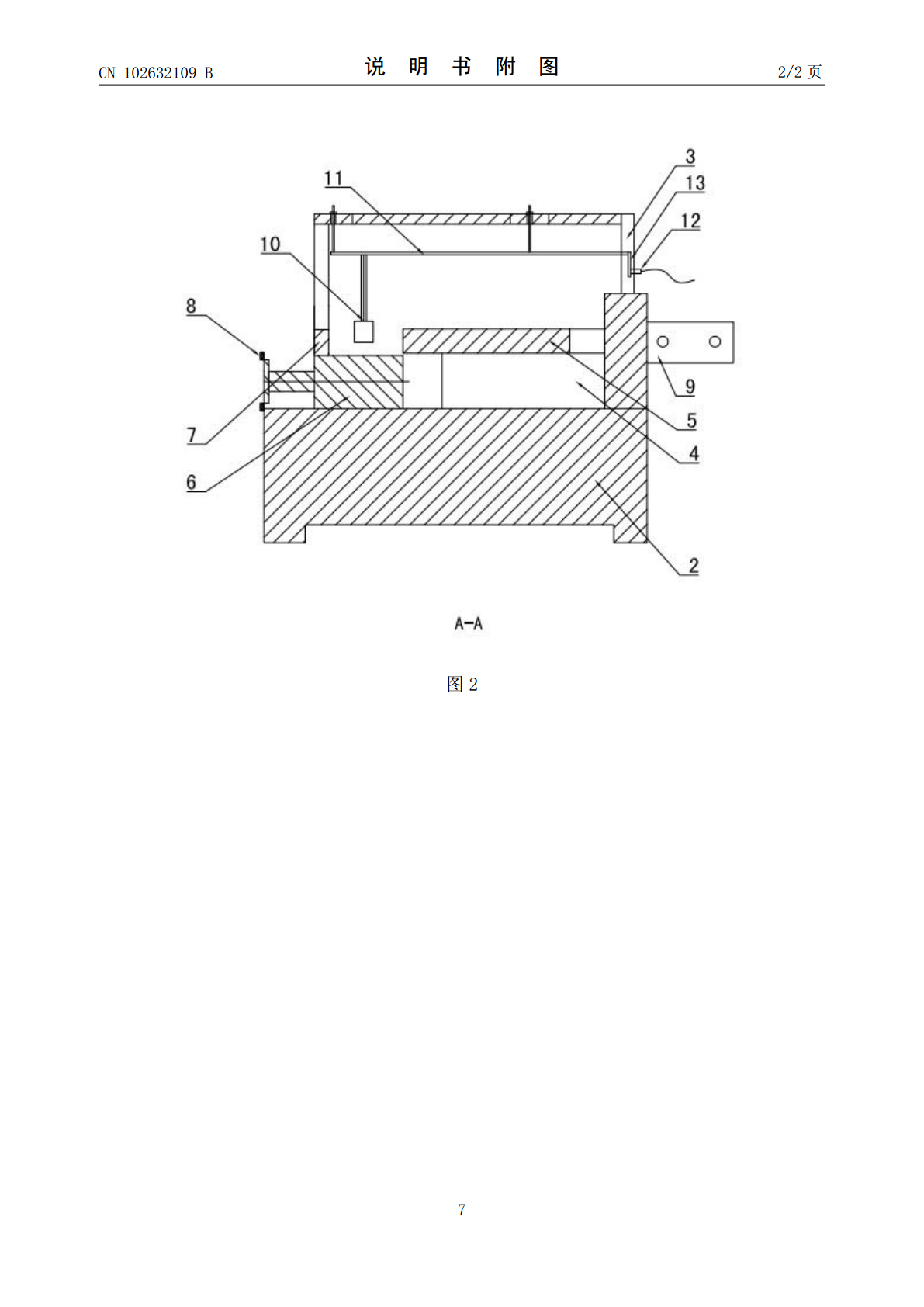
簧片自动校直装置,属于汽车零部件制造设备领域,包括淬火炉(1),其特征在于:在淬火炉(1)一侧固定工作台(2),工作台(2)上平面并排安装簧片输送装置和簧片校直装置,簧片输送装置和簧片校直装置上方支撑固定有支撑架(3),支撑架(3)上安装控制装置,控制装置与设于簧片挤压装置一侧的动力装置(9)相连接。该簧片自动校直装置能实现簧片的自动校直,提高工作效率,节省了人力物力,提高了产品质量,同时控制系统简单,能有效防止零部件损坏而造成的停机,并且工作更加安全。
校直机自动送料装置.pdf
本发明提供了校直机自动送料装置,属于轴杆效直技术领域。该校直机自动送料装置包括自动校直机、自动送料装置总支撑架、平移组件和支撑组件。所述第一伸缩件固定与所述自动送料装置总支撑架表面,所述送料工件支撑板固定在所述第二伸缩件上端,所述校直工件支撑板设置在所述送料工件支撑板上侧;通过第二伸缩件伸缩带动送料工件支撑板上下移动,进而托起待校直工件,在托起待校直工件的同时启动第一伸缩件伸长推动第二伸缩件发生位移,实现对待校直工件的移动,配合自动校直机能更好的实现自动移料,便于在校直过程中待校直工件的移动,减轻员工的劳

电磁线自动校直剪切装置.pdf
本发明公开一种电磁线自动校直剪切装置,用于对电磁线进行剪切,其包括机架、设置于机架前段的校直轮组和设置于机架后段的剪切装置,所述校直轮组包括送线轮组、至少一组从动轮组和主动轮组,所述主动轮组包括安装架和设置于安装架之上的至少一组的可调高式上轮和下轮,所述可调高上轮和下轮连接驱动电机,所述从动轮组包括安装架和设置于安装架之上的竖直校直轮组和水平校直轮组,所述竖直校直轮组包括竖直布置的可调高式上轮和下轮,所述水平校直轮组包括水平布置的组合轮,且所述主动轮组与剪切装置之间设置有导轨。上述电磁线自动校直剪切装置不

拉丝机自动放线校直装置.pdf
本发明涉及一种拉丝机自动放线校直装置,其包括校直壳体;所述校直壳体的上部设有第一校直压轮与第二校直压轮,第二校直压轮与第一校直压轮对称分布于校直壳体上;第一校直压轮通过第一滑动轴安装于校直壳体上,第二校直压轮通过第二滑动轴安装于校直壳体上;第一校直压轮的正下方设有相对应配合的主动压轮,第二校直压轮的正下方设有对应配合的第三校直压轮;主动压轮通过主轴安装于校直壳体上,第三校直压轮通过第三滑动轴安装于校直壳体上;第一校直压轮、主动压轮、第二校直压轮及第三校直压轮均能相对校直壳体转动。本发明结构紧凑合理,调节使
一种电磁线自动校直剪切装置.pdf
本发明涉及电抗器生产设备技术领域,尤其涉及一种电磁线自动校直剪切装置,包括支座,支座上设有校直组件和剪切组件;校直组件包括横向伸缩组件,横向伸缩组件包括第一滑轨,第一滑轨上设有第一滑块,第一滑块连接有驱动装置,第一滑块上设有滚轮,滚轮通过支架与第一滑块连接,滚轮上设有用于输送电磁线的轮槽;剪切组件包括用于夹取电磁线的机械手,机械手连接有控制器,机械手位于滚轮的一侧,机械手远离滚轮的一侧设有剪切刀具。本发明提供的一种电磁线自动校直剪切装置,校直组件可保持电磁线在拉直状态,使得电磁线具有良好的缠绕效果,操控的