
抗磁性材料芯棒间接热传导弯曲装置及方法.pdf

傲丝****账号


1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
抗磁性材料芯棒间接热传导弯曲装置及方法.pdf
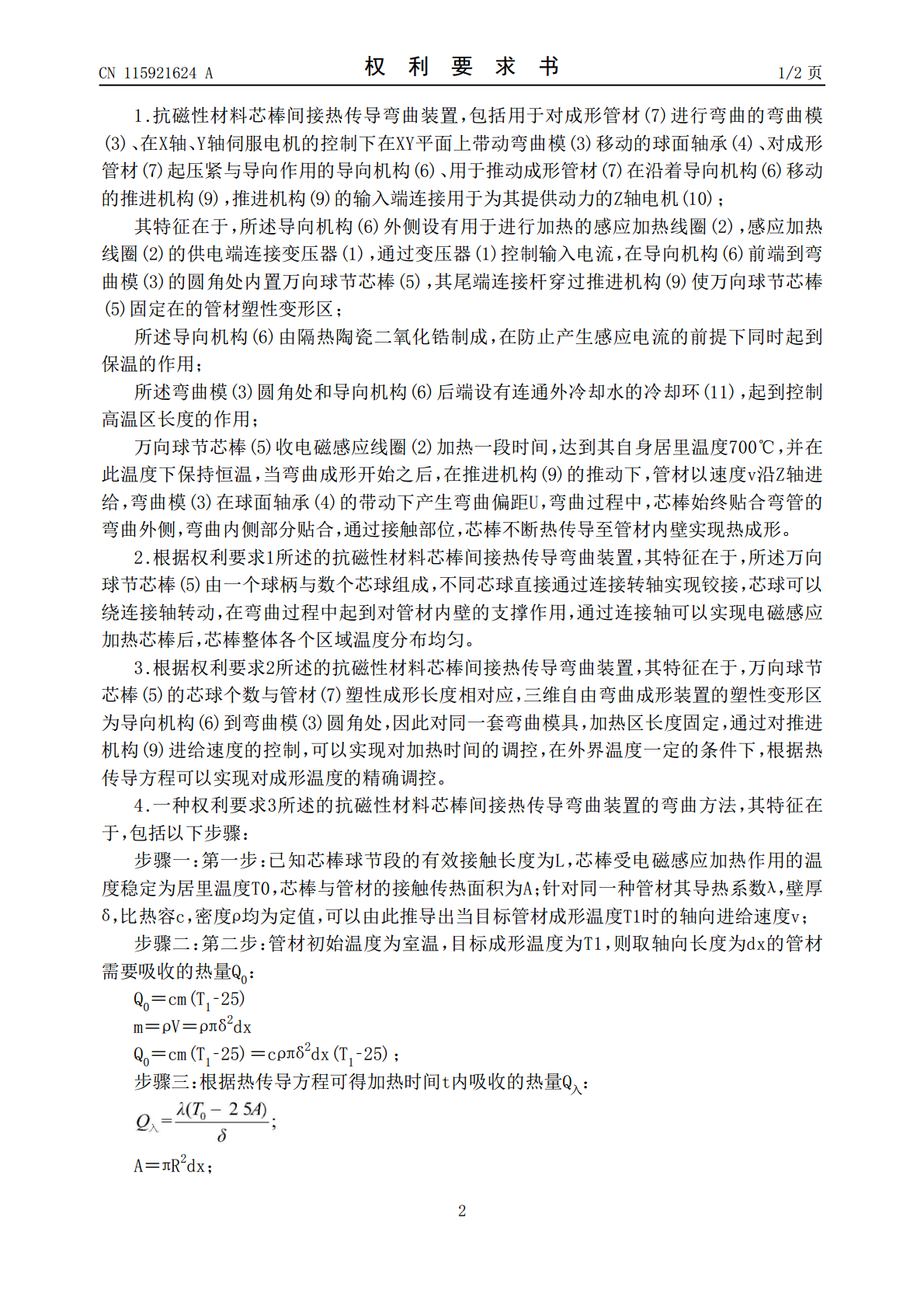
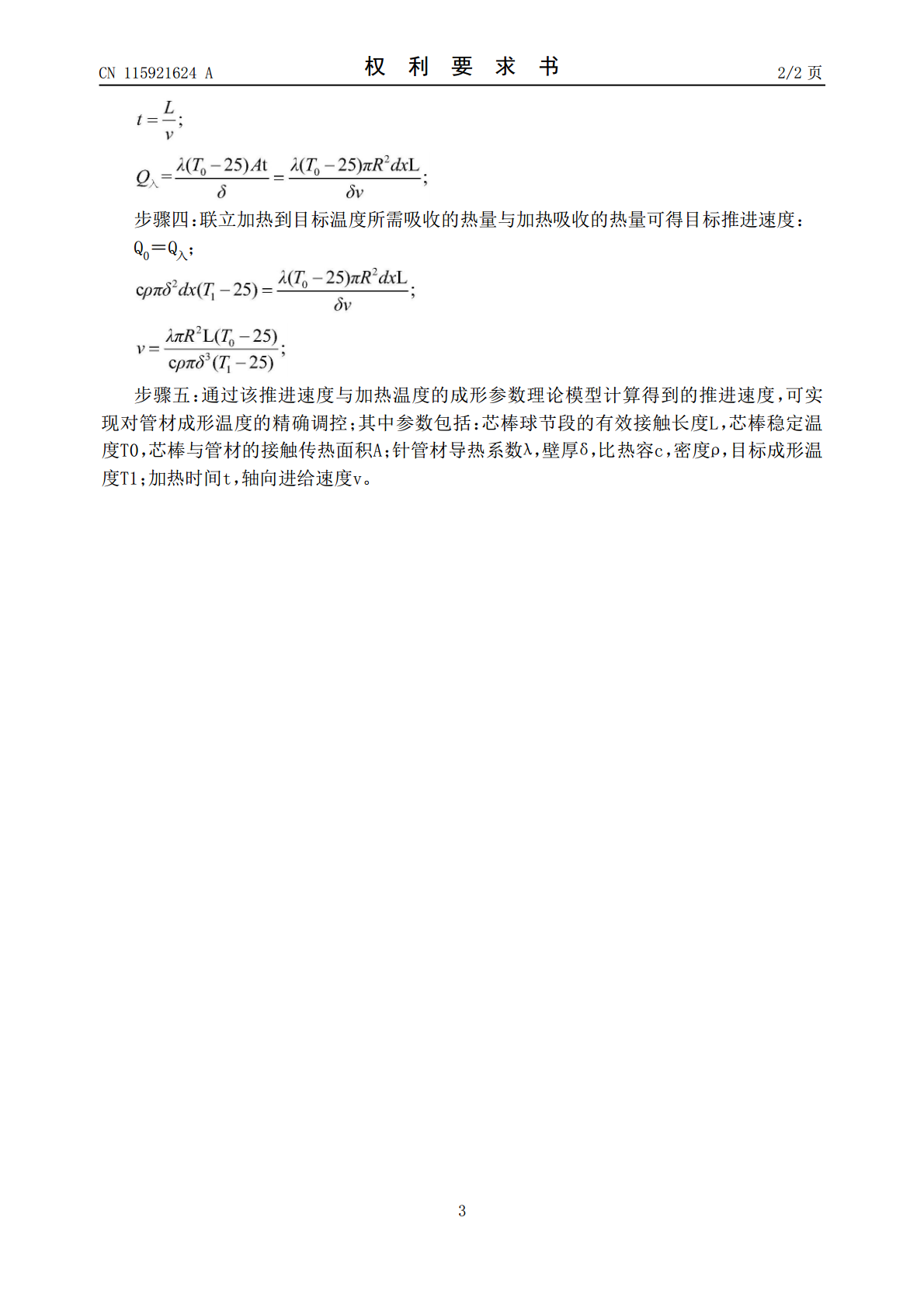
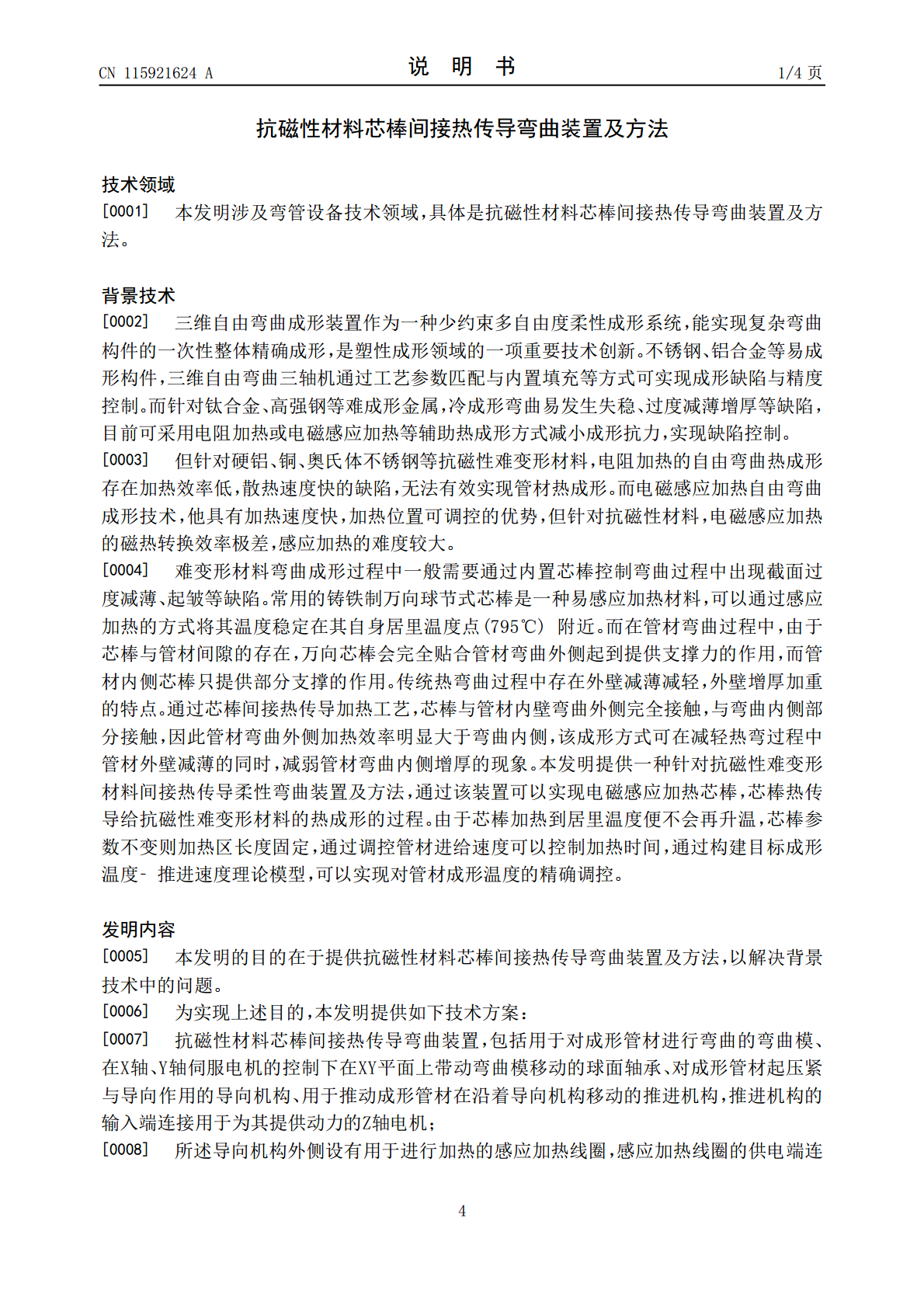
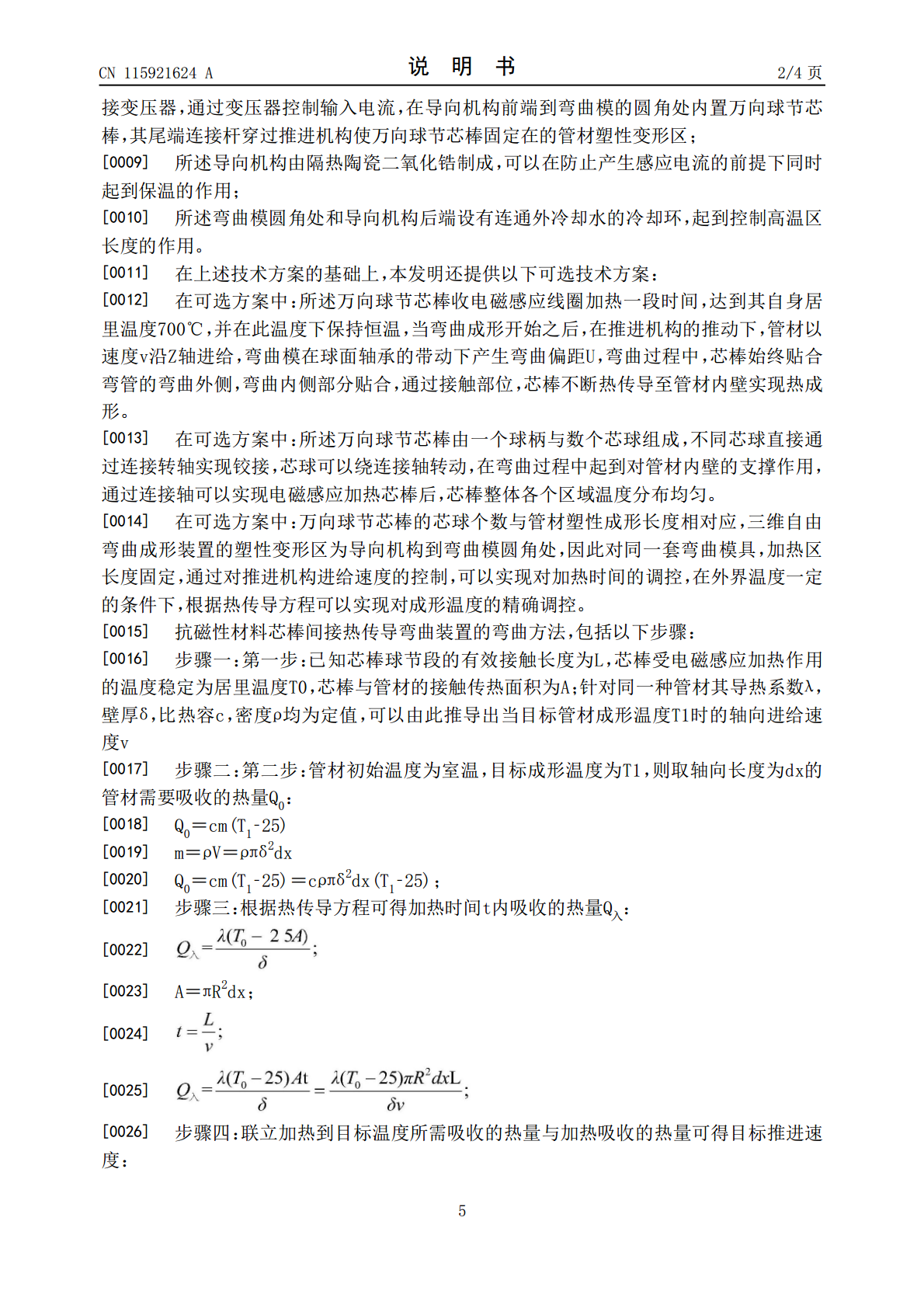
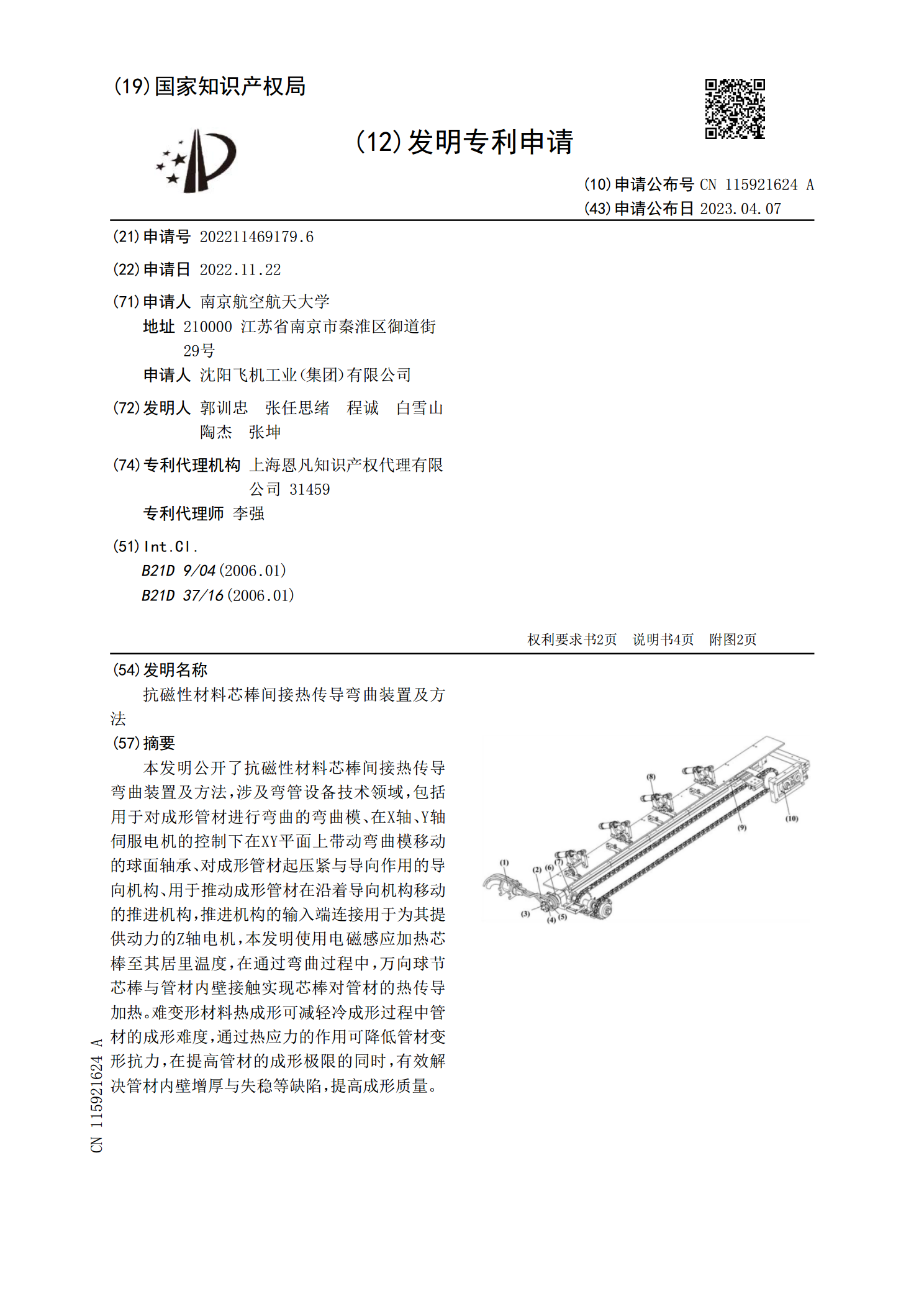
本发明公开了抗磁性材料芯棒间接热传导弯曲装置及方法,涉及弯管设备技术领域,包括用于对成形管材进行弯曲的弯曲模、在X轴、Y轴伺服电机的控制下在XY平面上带动弯曲模移动的球面轴承、对成形管材起压紧与导向作用的导向机构、用于推动成形管材在沿着导向机构移动的推进机构,推进机构的输入端连接用于为其提供动力的Z轴电机,本发明使用电磁感应加热芯棒至其居里温度,在通过弯曲过程中,万向球节芯棒与管材内壁接触实现芯棒对管材的热传导加热。难变形材料热成形可减轻冷成形过程中管材的成形难度,通过热应力的作用可降低管材变形抗力,在提
主动同步弯曲的抗皱裂芯棒装置.pdf
本发明公开了一种主动同步弯曲的抗皱裂芯棒装置。包括活芯体和依次串接在活芯体端面的多个万向节,万向节内安装有一体式伺服电机,通过电机运行带动各节万向节转动,从而实现芯棒;万向节包括分别位于两端部的两个球面活芯环、两个叉头和位于中部的十字轴,十字轴每个轴端面通过电磁式棘轮组件与棘轮连接,电磁式棘轮组件包括直动式电磁铁、弹簧拨片、电磁铁推杆、弹簧和棘爪;同时通过自由度的合成与分解,将空间几何转角转换为伺服角度,通过脉冲驱动‑驱动芯片‑伺服电机,控制转轴转动,实现薄壁管内的芯棒的主动同步弯曲。本发明通过芯棒相邻轴

数控弯管机弯曲成形芯棒的研究.docx
数控弯管机弯曲成形芯棒的研究摘要:数控弯管机是现代工业生产中一种重要的弯曲设备,广泛应用于海洋石油、航空航天、机械制造等领域。本文以数控弯管机弯曲成形芯棒为研究对象,分析了弯曲过程中芯棒的机理和影响因素,并提出了优化芯棒加工方案的建议,以提高成品产品的质量和生产效率。关键词:数控弯管机、芯棒、弯曲过程、加工方案1.引言数控弯管机是一种精密加工设备,用于将金属管材弯曲成具有一定弧度和角度的成品产品。在实际生产中,加工质量与芯棒的设计和加工直接相关,所以芯棒的设计和加工是数控弯管机加工的重要前置工作。本文选取
芯棒保温装置及芯棒调温系统.pdf
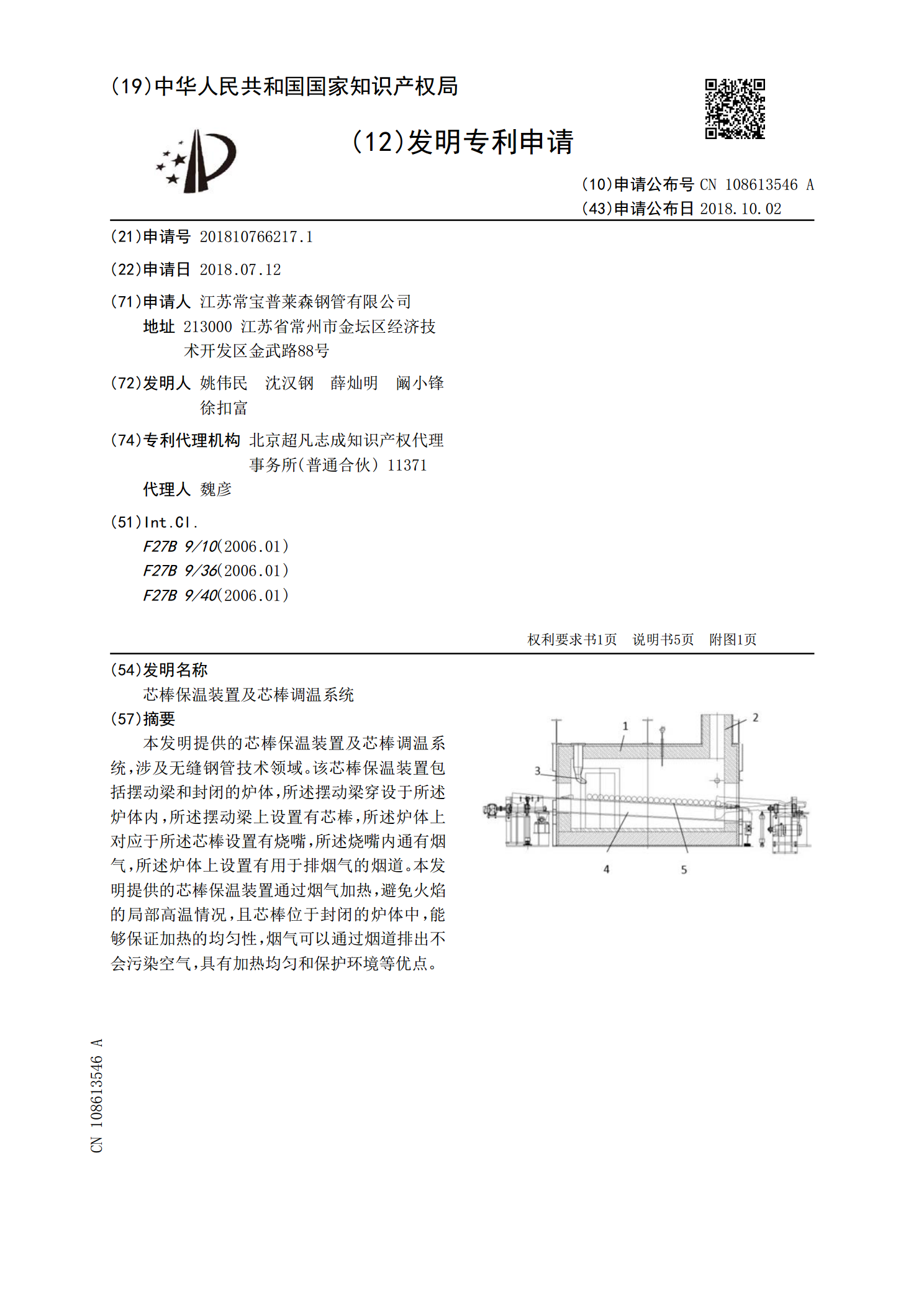
本发明提供的芯棒保温装置及芯棒调温系统,涉及无缝钢管技术领域。该芯棒保温装置包括摆动梁和封闭的炉体,所述摆动梁穿设于所述炉体内,所述摆动梁上设置有芯棒,所述炉体上对应于所述芯棒设置有烧嘴,所述烧嘴内通有烟气,所述炉体上设置有用于排烟气的烟道。本发明提供的芯棒保温装置通过烟气加热,避免火焰的局部高温情况,且芯棒位于封闭的炉体中,能够保证加热的均匀性,烟气可以通过烟道排出不会污染空气,具有加热均匀和保护环境等优点。
硅芯、硅棒制备装置及硅棒制备方法.pdf
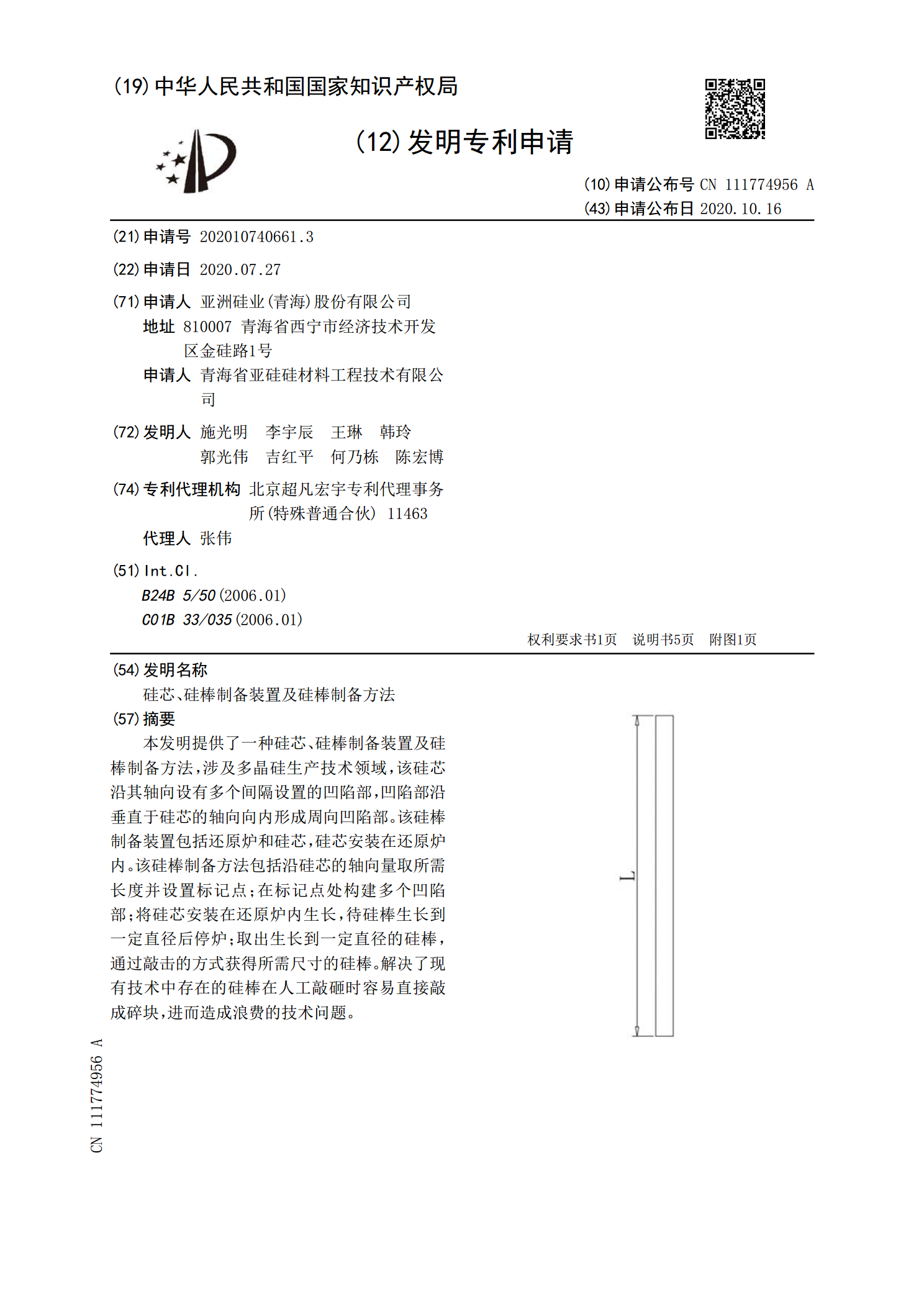
本发明提供了一种硅芯、硅棒制备装置及硅棒制备方法,涉及多晶硅生产技术领域,该硅芯沿其轴向设有多个间隔设置的凹陷部,凹陷部沿垂直于硅芯的轴向向内形成周向凹陷部。该硅棒制备装置包括还原炉和硅芯,硅芯安装在还原炉内。该硅棒制备方法包括沿硅芯的轴向量取所需长度并设置标记点;在标记点处构建多个凹陷部;将硅芯安装在还原炉内生长,待硅棒生长到一定直径后停炉;取出生长到一定直径的硅棒,通过敲击的方式获得所需尺寸的硅棒。解决了现有技术中存在的硅棒在人工敲砸时容易直接敲成碎块,进而造成浪费的技术问题。