
数控弯管机弯曲成形芯棒的研究.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

数控弯管机弯曲成形芯棒的研究.docx
数控弯管机弯曲成形芯棒的研究摘要:数控弯管机是现代工业生产中一种重要的弯曲设备,广泛应用于海洋石油、航空航天、机械制造等领域。本文以数控弯管机弯曲成形芯棒为研究对象,分析了弯曲过程中芯棒的机理和影响因素,并提出了优化芯棒加工方案的建议,以提高成品产品的质量和生产效率。关键词:数控弯管机、芯棒、弯曲过程、加工方案1.引言数控弯管机是一种精密加工设备,用于将金属管材弯曲成具有一定弧度和角度的成品产品。在实际生产中,加工质量与芯棒的设计和加工直接相关,所以芯棒的设计和加工是数控弯管机加工的重要前置工作。本文选取
一种圆形管弯曲成形用齿轮链式芯棒.pdf
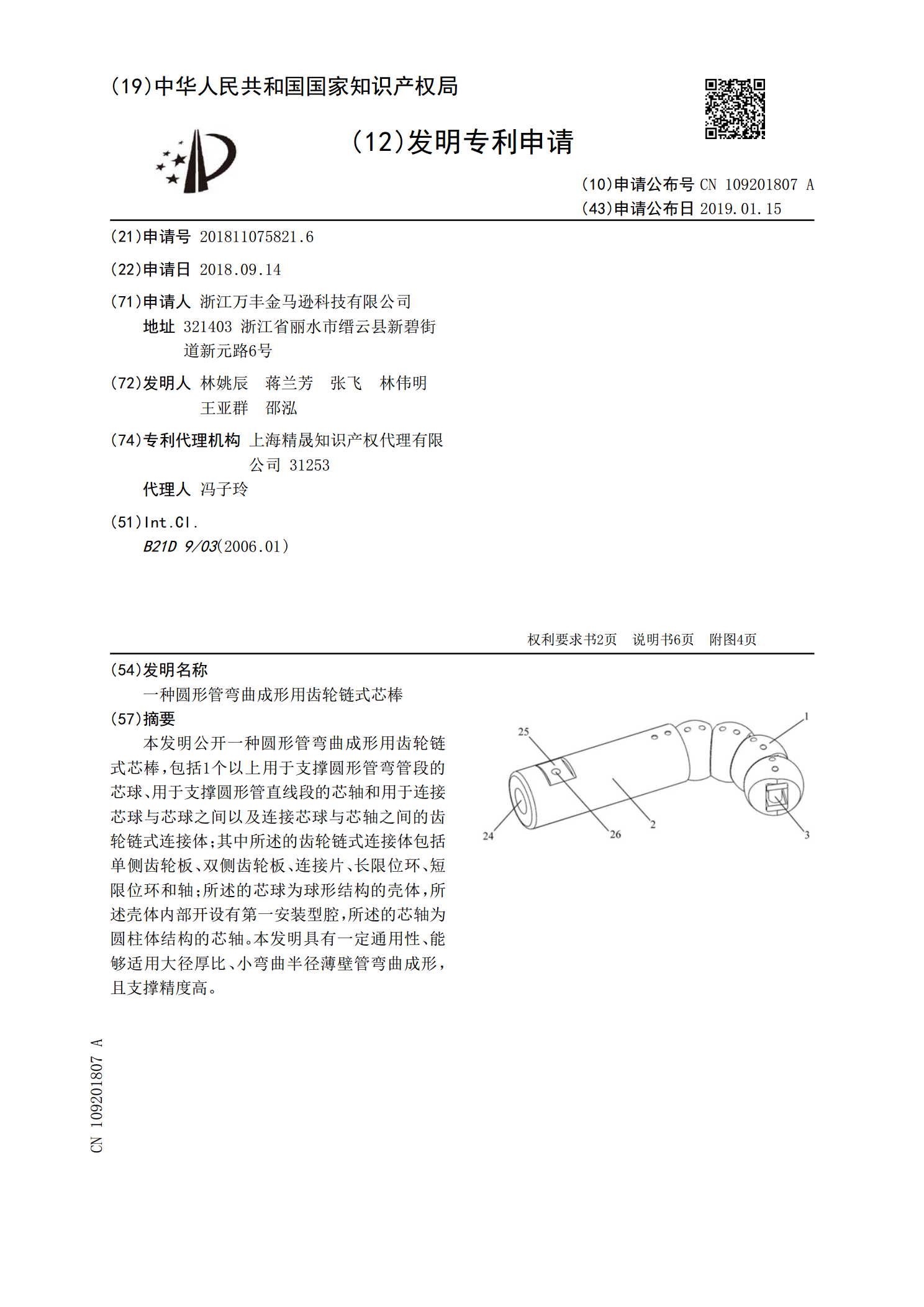
本发明公开一种圆形管弯曲成形用齿轮链式芯棒,包括1个以上用于支撑圆形管弯管段的芯球、用于支撑圆形管直线段的芯轴和用于连接芯球与芯球之间以及连接芯球与芯轴之间的齿轮链式连接体;其中所述的齿轮链式连接体包括单侧齿轮板、双侧齿轮板、连接片、长限位环、短限位环和轴;所述的芯球为球形结构的壳体,所述壳体内部开设有第一安装型腔,所述的芯轴为圆柱体结构的芯轴。本发明具有一定通用性、能够适用大径厚比、小弯曲半径薄壁管弯曲成形,且支撑精度高。
一种矩形管弯曲成形用齿轮链式芯棒.pdf
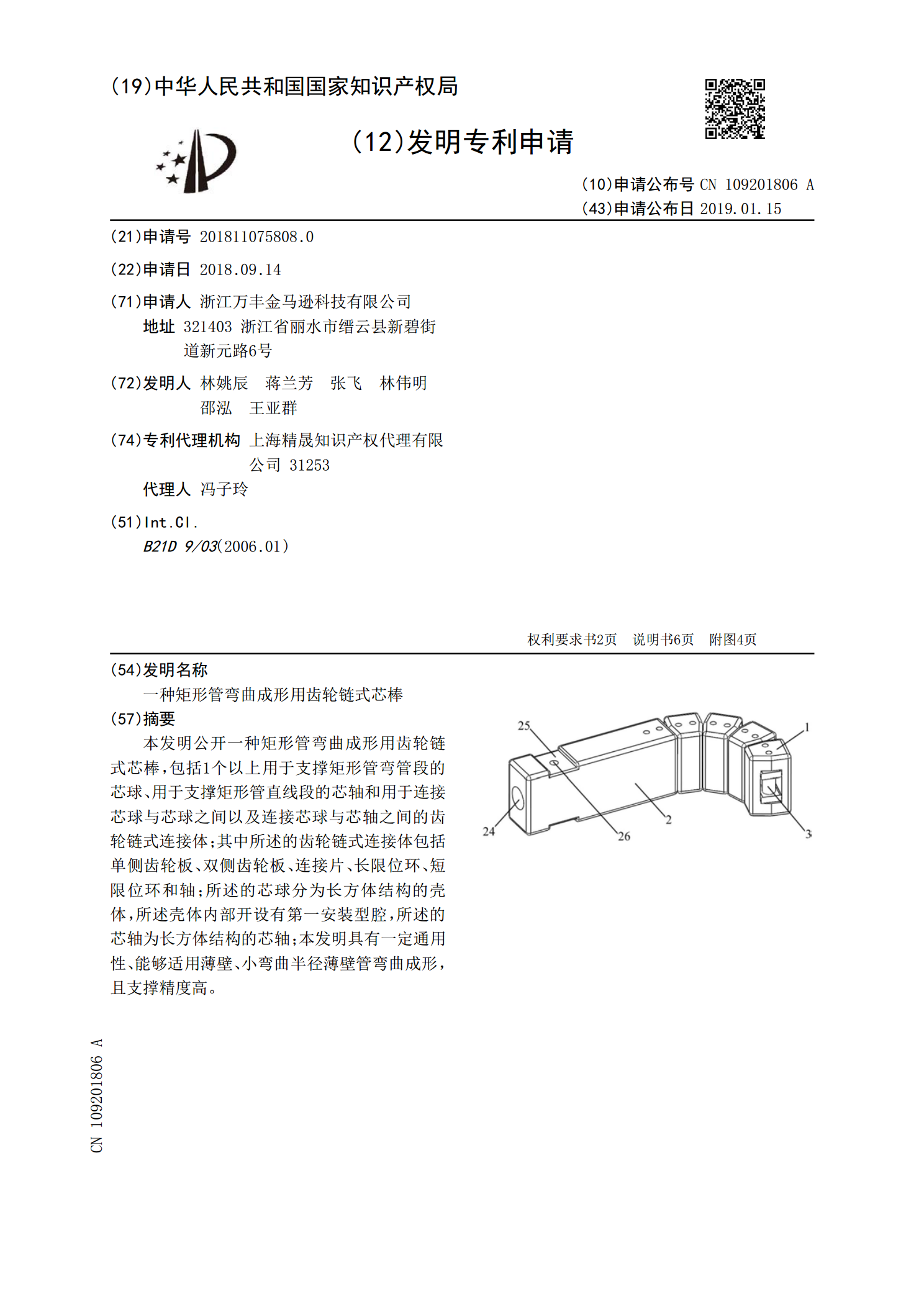
本发明公开一种矩形管弯曲成形用齿轮链式芯棒,包括1个以上用于支撑矩形管弯管段的芯球、用于支撑矩形管直线段的芯轴和用于连接芯球与芯球之间以及连接芯球与芯轴之间的齿轮链式连接体;其中所述的齿轮链式连接体包括单侧齿轮板、双侧齿轮板、连接片、长限位环、短限位环和轴;所述的芯球分为长方体结构的壳体,所述壳体内部开设有第一安装型腔,所述的芯轴为长方体结构的芯轴;本发明具有一定通用性、能够适用薄壁、小弯曲半径薄壁管弯曲成形,且支撑精度高。

一种柔性支撑芯棒、支撑装置及弯管机器人成形控制方法.pdf
本发明公开了一种柔性支撑芯棒、支撑装置及弯管机器人成形控制方法,所述芯棒包括芯头、芯尾,所述芯头为橡胶材质,其在气压作用下体积会增大,其从外往内共两层,分别为疏松多孔橡胶层和原始橡胶层。通过牵引伺服电机、牵引轮、牵引线与芯棒的结构解决了机器人弯管成形过程中无法加入芯棒的问题,且芯棒的芯头采用疏松多孔橡胶层,便于芯棒抽芯与弯曲成形过程中的润滑作用;通过气压控制系统、进气线、芯棒组成的气压可控式充气芯棒结构实现了管材弯曲成形时弯曲段内部支撑力可调,可有效改善机器人弯管成形过程中管材发生截面畸变、失稳及破裂等缺
一种航天超薄壁管材弯曲成形用可变径芯棒.pdf
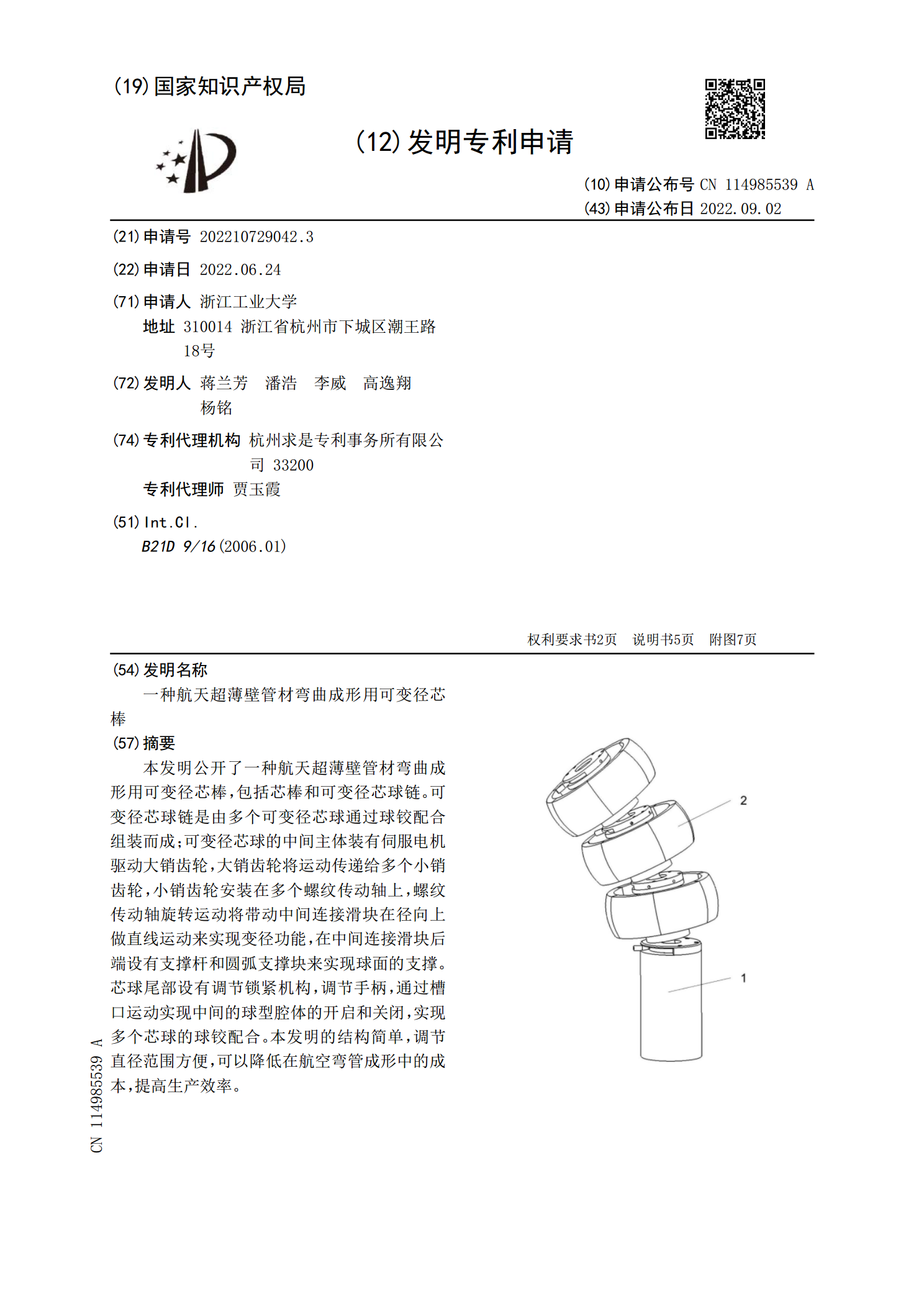
本发明公开了一种航天超薄壁管材弯曲成形用可变径芯棒,包括芯棒和可变径芯球链。可变径芯球链是由多个可变径芯球通过球铰配合组装而成;可变径芯球的中间主体装有伺服电机驱动大销齿轮,大销齿轮将运动传递给多个小销齿轮,小销齿轮安装在多个螺纹传动轴上,螺纹传动轴旋转运动将带动中间连接滑块在径向上做直线运动来实现变径功能,在中间连接滑块后端设有支撑杆和圆弧支撑块来实现球面的支撑。芯球尾部设有调节锁紧机构,调节手柄,通过槽口运动实现中间的球型腔体的开启和关闭,实现多个芯球的球铰配合。本发明的结构简单,调节直径范围方便,可