
一种深孔钻床便捷转换钻铣功能的方法.pdf

书生****瑞梦

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种深孔钻床便捷转换钻铣功能的方法.pdf
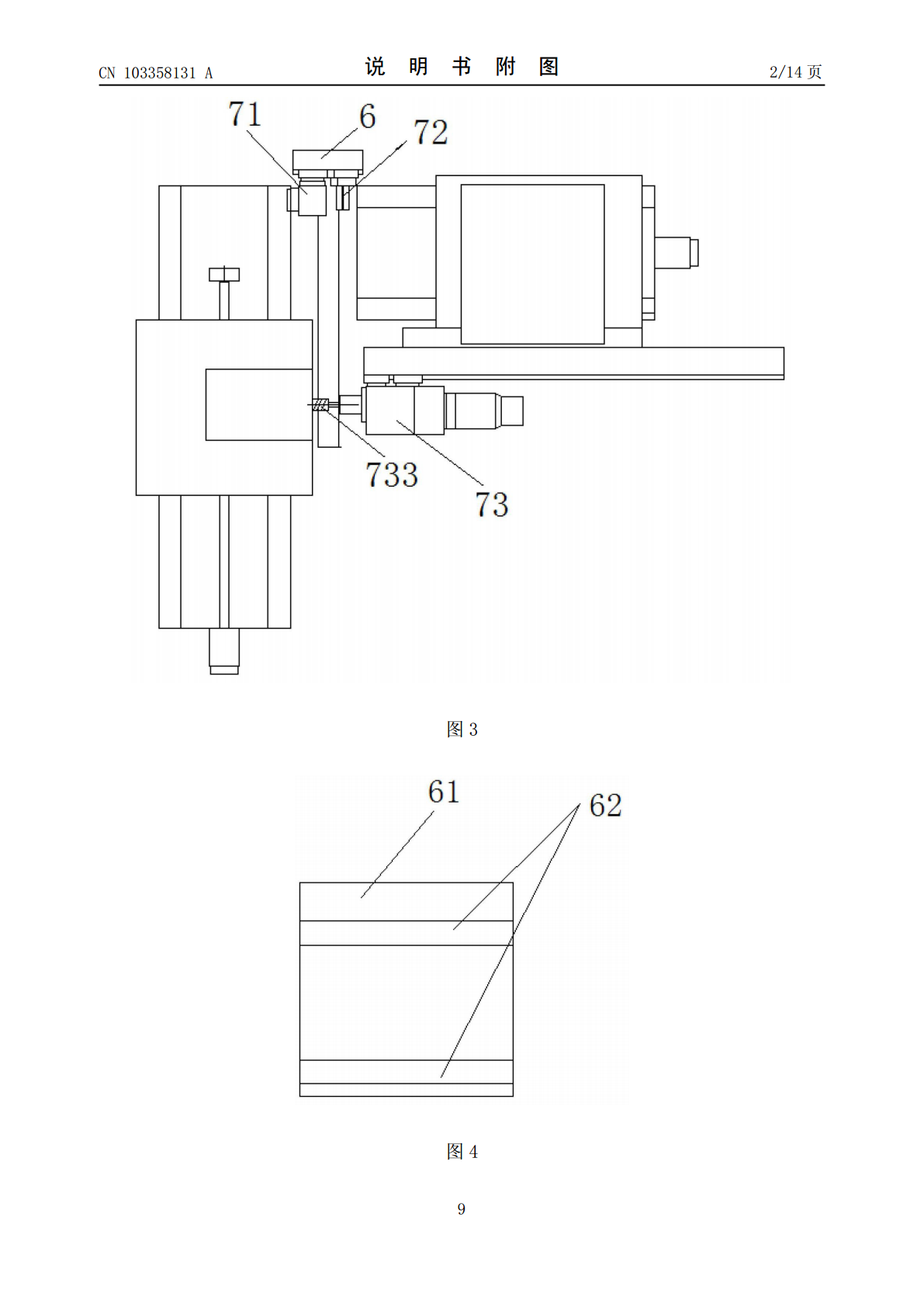
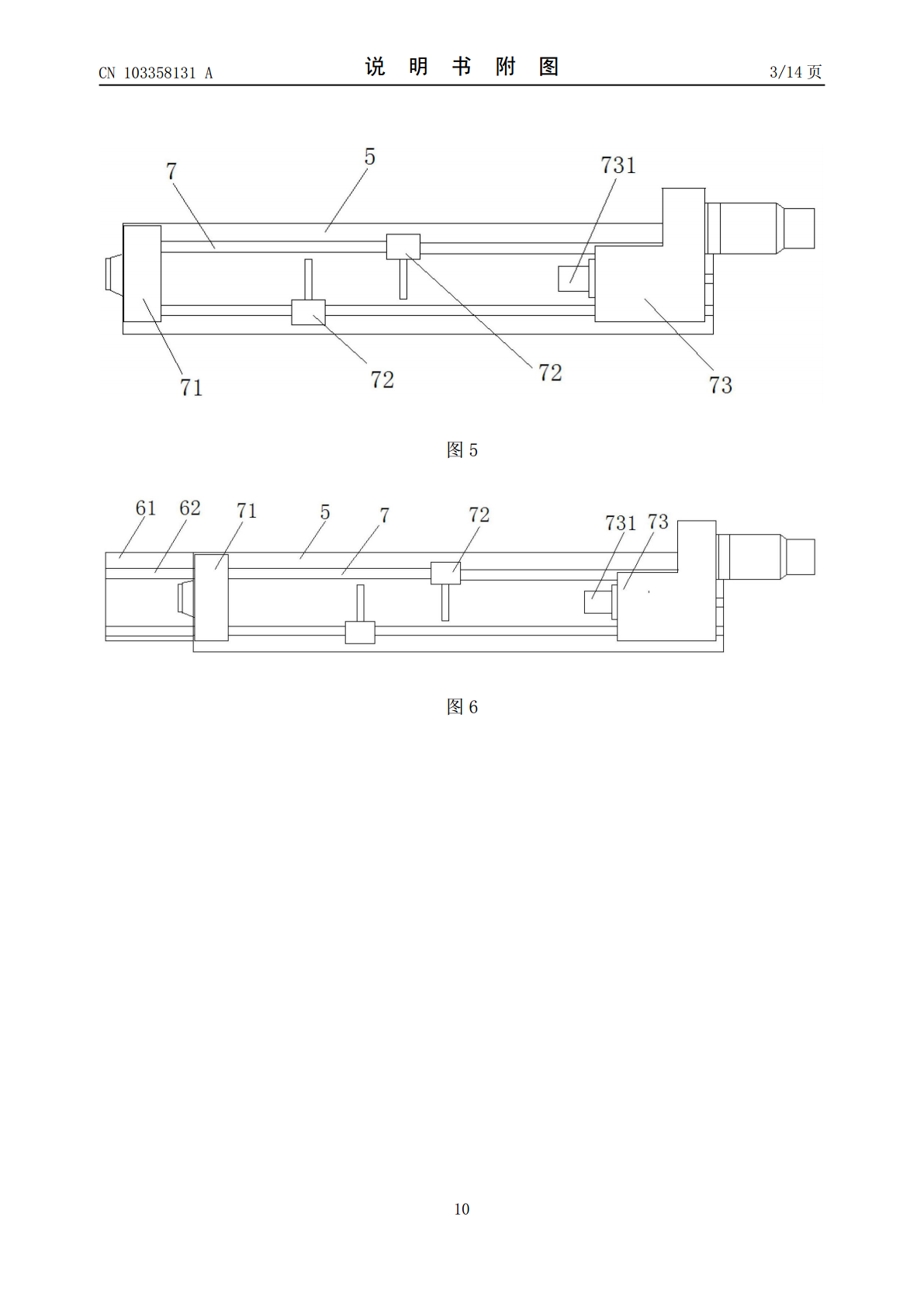
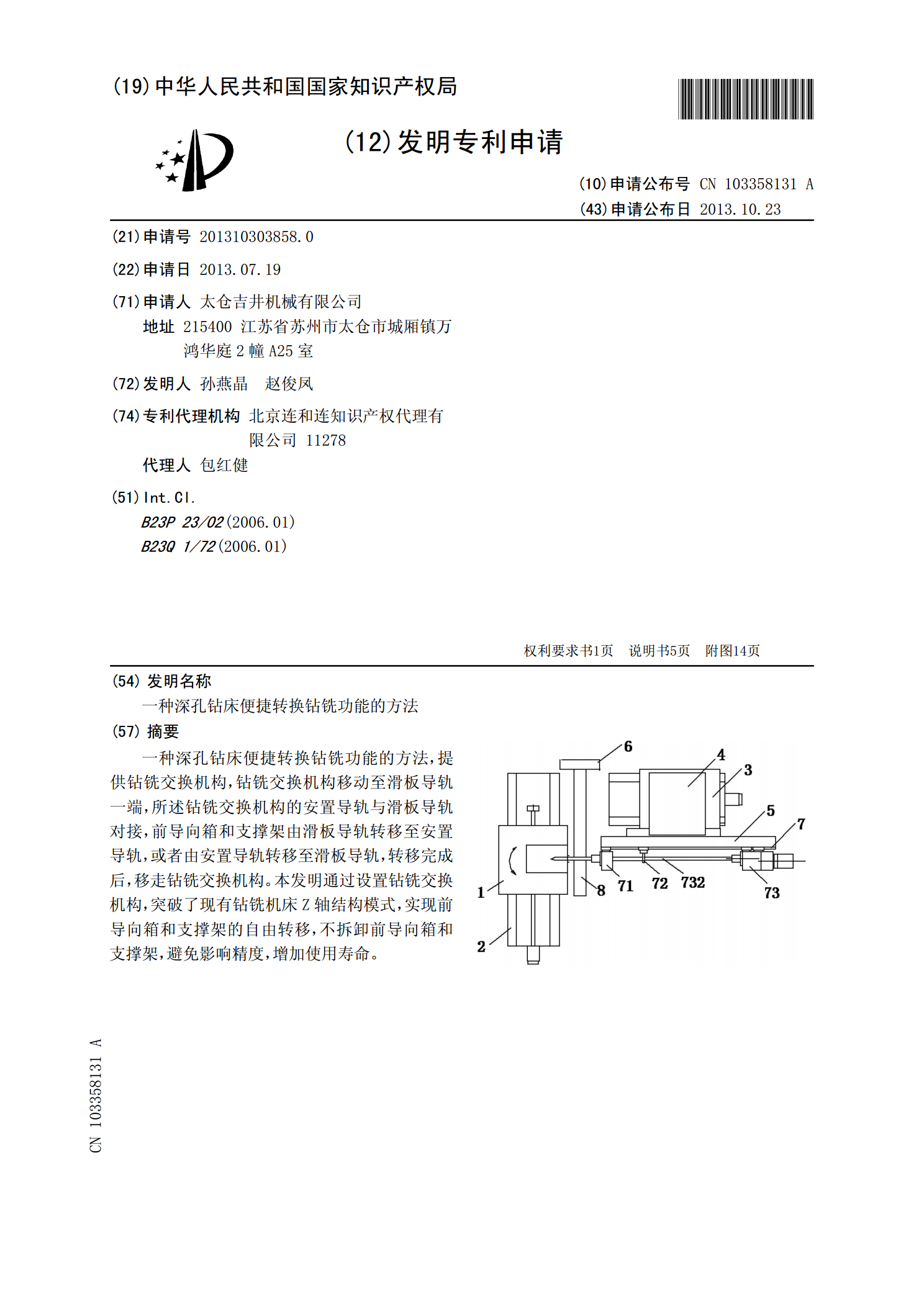
一种深孔钻床便捷转换钻铣功能的方法,提供钻铣交换机构,钻铣交换机构移动至滑板导轨一端,所述钻铣交换机构的安置导轨与滑板导轨对接,前导向箱和支撑架由滑板导轨转移至安置导轨,或者由安置导轨转移至滑板导轨,转移完成后,移走钻铣交换机构。本发明通过设置钻铣交换机构,突破了现有钻铣机床Z轴结构模式,实现前导向箱和支撑架的自由转移,不拆卸前导向箱和支撑架,避免影响精度,增加使用寿命。
一种便捷转换钻铣功能的深孔钻孔机床.pdf
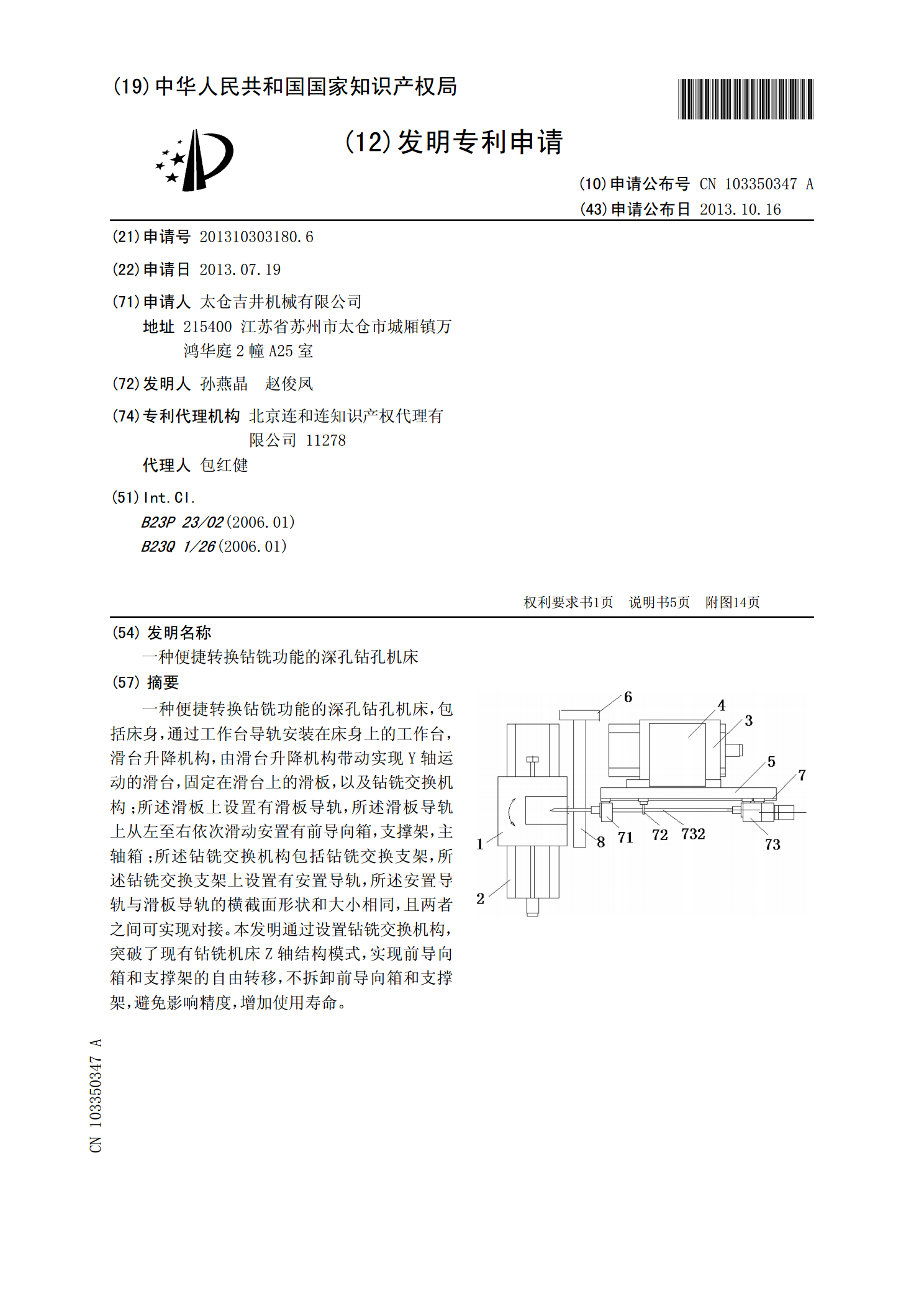
一种便捷转换钻铣功能的深孔钻孔机床,包括床身,通过工作台导轨安装在床身上的工作台,滑台升降机构,由滑台升降机构带动实现Y轴运动的滑台,固定在滑台上的滑板,以及钻铣交换机构;所述滑板上设置有滑板导轨,所述滑板导轨上从左至右依次滑动安置有前导向箱,支撑架,主轴箱;所述钻铣交换机构包括钻铣交换支架,所述钻铣交换支架上设置有安置导轨,所述安置导轨与滑板导轨的横截面形状和大小相同,且两者之间可实现对接。本发明通过设置钻铣交换机构,突破了现有钻铣机床Z轴结构模式,实现前导向箱和支撑架的自由转移,不拆卸前导向箱和支撑架

一种在深孔机床上便捷转换钻扩镗铣功能的机构.pdf
本发明公开了一种在深孔机床上便捷转换钻扩镗铣功能的机构,包括:钻扩镗铣转换机构,刀具(包括钻孔刀、扩孔刀、镗孔刀、铣刀、丝锥),专用刀杆(包括钻孔刀杆、钻孔刀杆、镗孔刀杆、丝锥杆),前导向箱,支撑架(包括钻杆支撑架、扩孔支撑架、镗孔支撑架),主轴箱,主轴,主轴夹头,可移动的精确定位的滑台,滑台导轨,可移动的精确定位的工作台,加工冷却系统,该机构可以扩大机床使用范围,提高机床加工精度,彻底改变深孔钻床深孔精加工问题,使深孔机床具有高精度扩孔,镗孔功能,真正成为一种具有综合加工功能的深孔机床。
一种可调钻铣速比的深孔加工钻铣复合装置.pdf
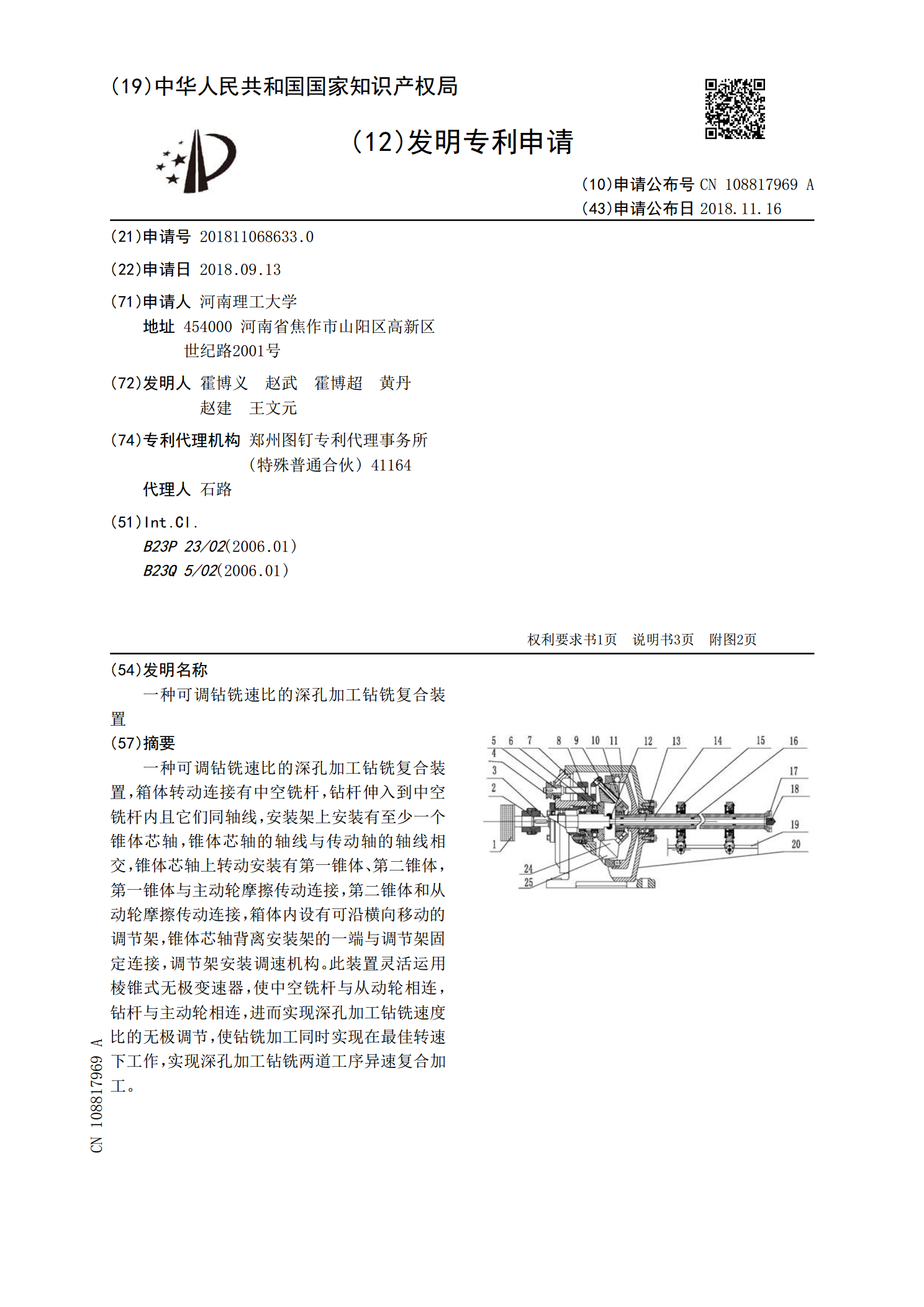
一种可调钻铣速比的深孔加工钻铣复合装置,箱体转动连接有中空铣杆,钻杆伸入到中空铣杆内且它们同轴线,安装架上安装有至少一个锥体芯轴,锥体芯轴的轴线与传动轴的轴线相交,锥体芯轴上转动安装有第一锥体、第二锥体,第一锥体与主动轮摩擦传动连接,第二锥体和从动轮摩擦传动连接,箱体内设有可沿横向移动的调节架,锥体芯轴背离安装架的一端与调节架固定连接,调节架安装调速机构。此装置灵活运用棱锥式无极变速器,使中空铣杆与从动轮相连,钻杆与主动轮相连,进而实现深孔加工钻铣速度比的无极调节,使钻铣加工同时实现在最佳转速下工作,实现
一种自动更换枪钻的深孔钻床及控制方法.pdf
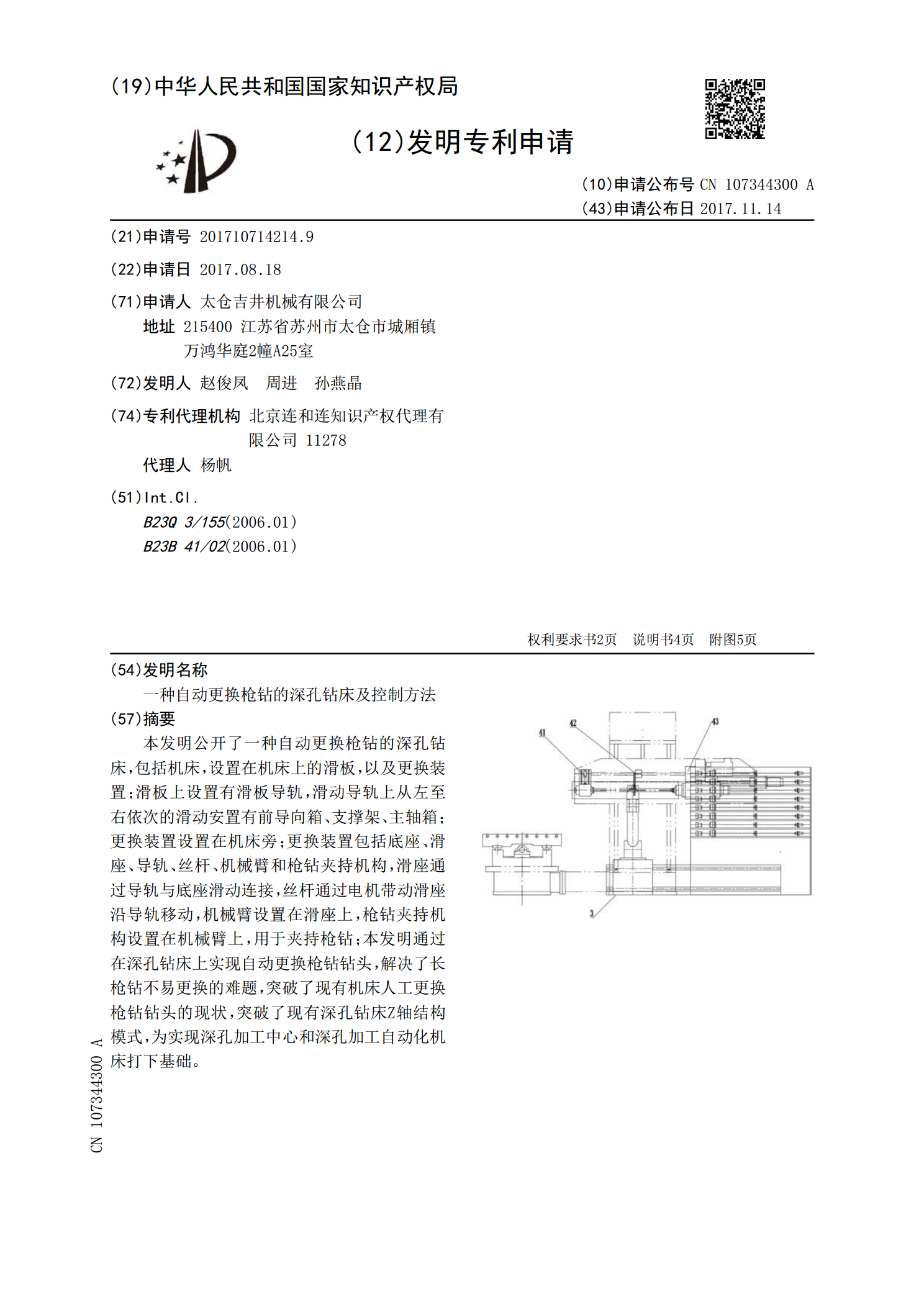
本发明公开了一种自动更换枪钻的深孔钻床,包括机床,设置在机床上的滑板,以及更换装置;滑板上设置有滑板导轨,滑动导轨上从左至右依次的滑动安置有前导向箱、支撑架、主轴箱;更换装置设置在机床旁;更换装置包括底座、滑座、导轨、丝杆、机械臂和枪钻夹持机构,滑座通过导轨与底座滑动连接,丝杆通过电机带动滑座沿导轨移动,机械臂设置在滑座上,枪钻夹持机构设置在机械臂上,用于夹持枪钻;本发明通过在深孔钻床上实现自动更换枪钻钻头,解决了长枪钻不易更换的难题,突破了现有机床人工更换枪钻钻头的现状,突破了现有深孔钻床Z轴结构模式,