
一种可调钻铣速比的深孔加工钻铣复合装置.pdf

Ro****44

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种可调钻铣速比的深孔加工钻铣复合装置.pdf
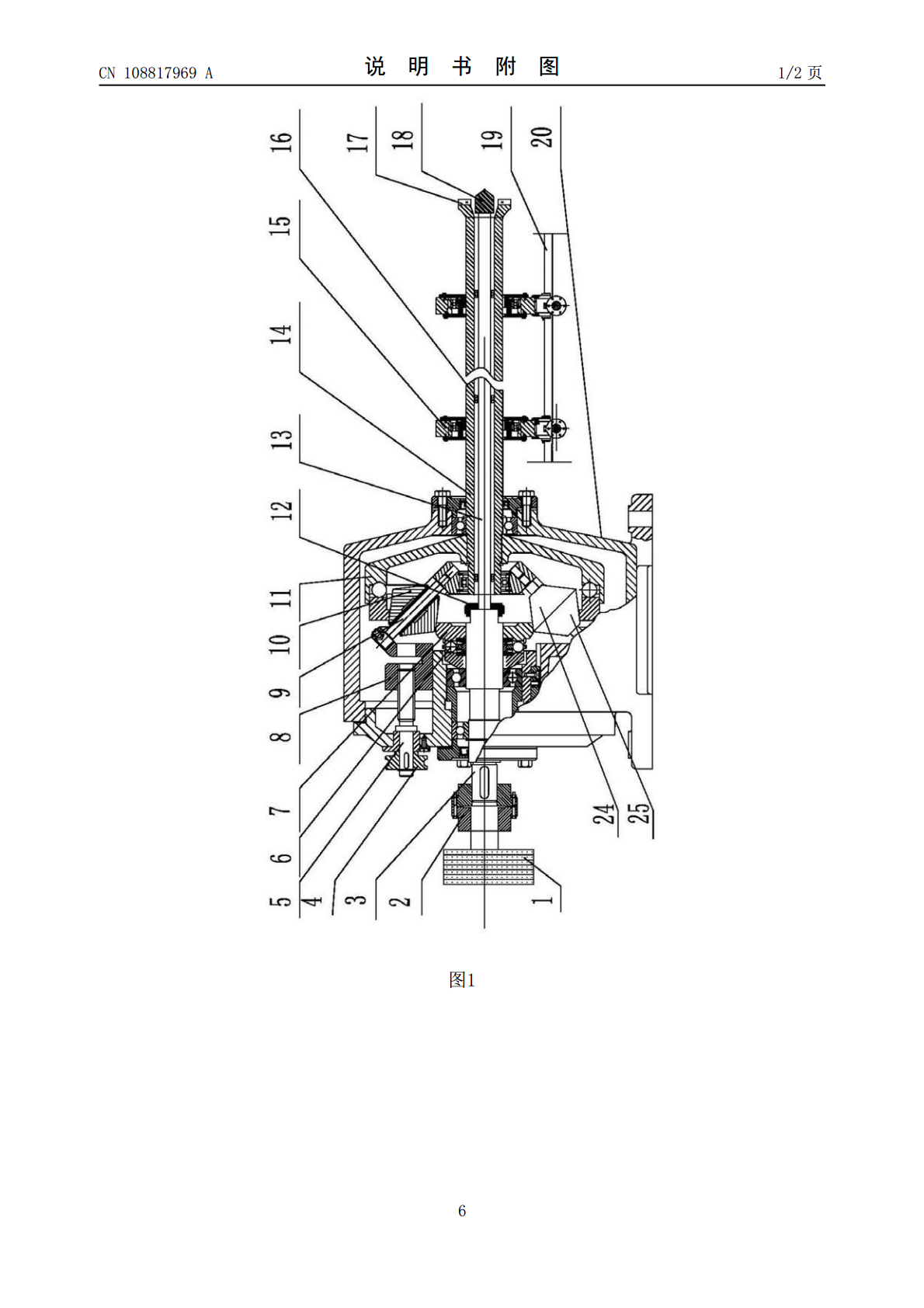
一种可调钻铣速比的深孔加工钻铣复合装置,箱体转动连接有中空铣杆,钻杆伸入到中空铣杆内且它们同轴线,安装架上安装有至少一个锥体芯轴,锥体芯轴的轴线与传动轴的轴线相交,锥体芯轴上转动安装有第一锥体、第二锥体,第一锥体与主动轮摩擦传动连接,第二锥体和从动轮摩擦传动连接,箱体内设有可沿横向移动的调节架,锥体芯轴背离安装架的一端与调节架固定连接,调节架安装调速机构。此装置灵活运用棱锥式无极变速器,使中空铣杆与从动轮相连,钻杆与主动轮相连,进而实现深孔加工钻铣速度比的无极调节,使钻铣加工同时实现在最佳转速下工作,实现
数控加工的工件钻铣装置.pdf
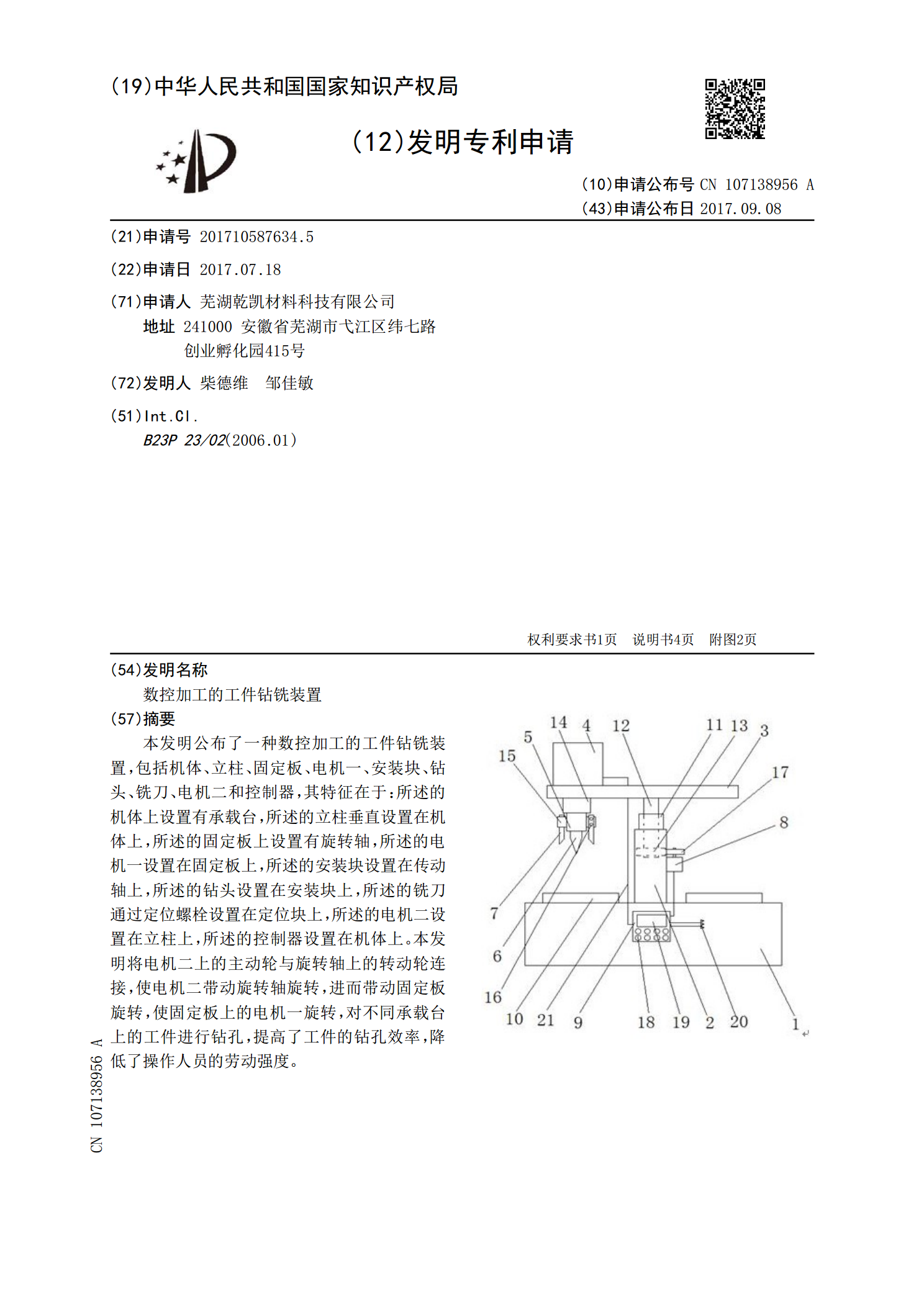
本发明公布了一种数控加工的工件钻铣装置,包括机体、立柱、固定板、电机一、安装块、钻头、铣刀、电机二和控制器,其特征在于:所述的机体上设置有承载台,所述的立柱垂直设置在机体上,所述的固定板上设置有旋转轴,所述的电机一设置在固定板上,所述的安装块设置在传动轴上,所述的钻头设置在安装块上,所述的铣刀通过定位螺栓设置在定位块上,所述的电机二设置在立柱上,所述的控制器设置在机体上。本发明将电机二上的主动轮与旋转轴上的转动轮连接,使电机二带动旋转轴旋转,进而带动固定板旋转,使固定板上的电机一旋转,对不同承载台上的工件
一种加工法兰的车钻铣复合机床.pdf
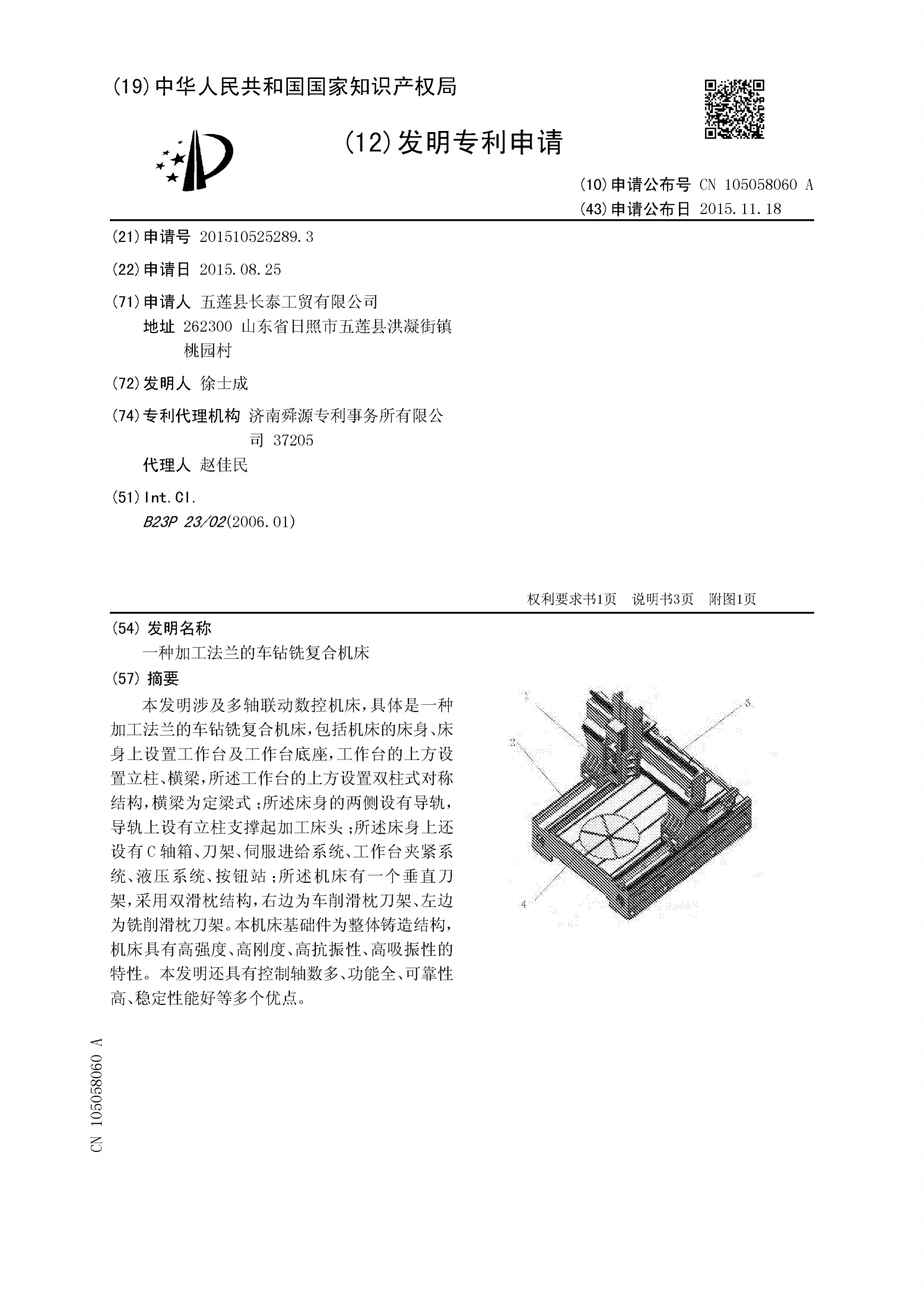
本发明涉及多轴联动数控机床,具体是一种加工法兰的车钻铣复合机床,包括机床的床身、床身上设置工作台及工作台底座,工作台的上方设置立柱、横梁,所述工作台的上方设置双柱式对称结构,横梁为定梁式;所述床身的两侧设有导轨,导轨上设有立柱支撑起加工床头;所述床身上还设有C轴箱、刀架、伺服进给系统、工作台夹紧系统、液压系统、按钮站;所述机床有一个垂直刀架,采用双滑枕结构,右边为车削滑枕刀架、左边为铣削滑枕刀架。本机床基础件为整体铸造结构,机床具有高强度、高刚度、高抗振性、高吸振性的特性。本发明还具有控制轴数多、功能全、
高速钻铣加工中心.pdf
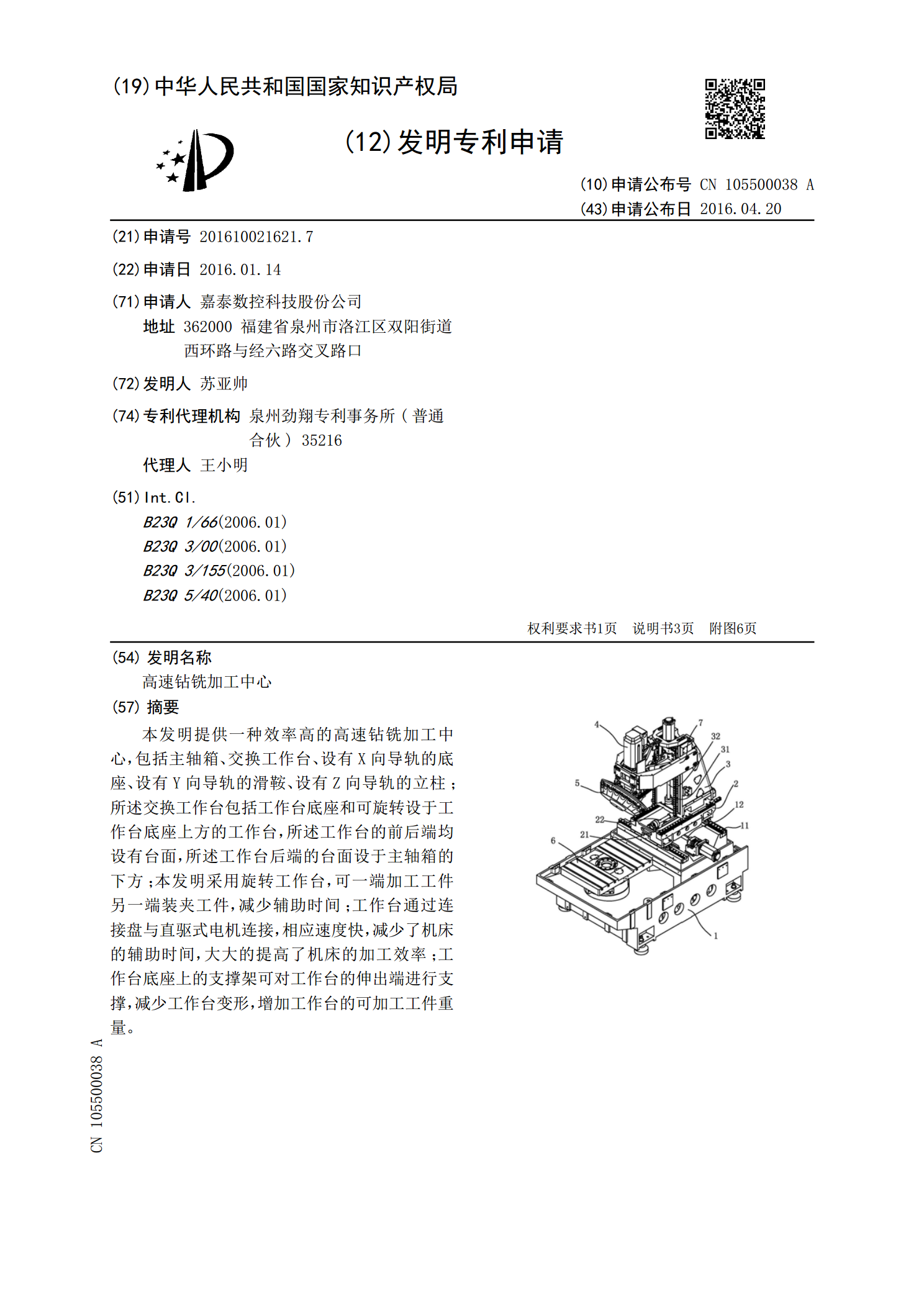
本发明提供一种效率高的高速钻铣加工中心,包括主轴箱、交换工作台、设有X向导轨的底座、设有Y向导轨的滑鞍、设有Z向导轨的立柱;所述交换工作台包括工作台底座和可旋转设于工作台底座上方的工作台,所述工作台的前后端均设有台面,所述工作台后端的台面设于主轴箱的下方;本发明采用旋转工作台,可一端加工工件另一端装夹工件,减少辅助时间;工作台通过连接盘与直驱式电机连接,相应速度快,减少了机床的辅助时间,大大的提高了机床的加工效率;工作台底座上的支撑架可对工作台的伸出端进行支撑,减少工作台变形,增加工作台的可加工工件重量。
一种钻铣多工位加工装置.pdf
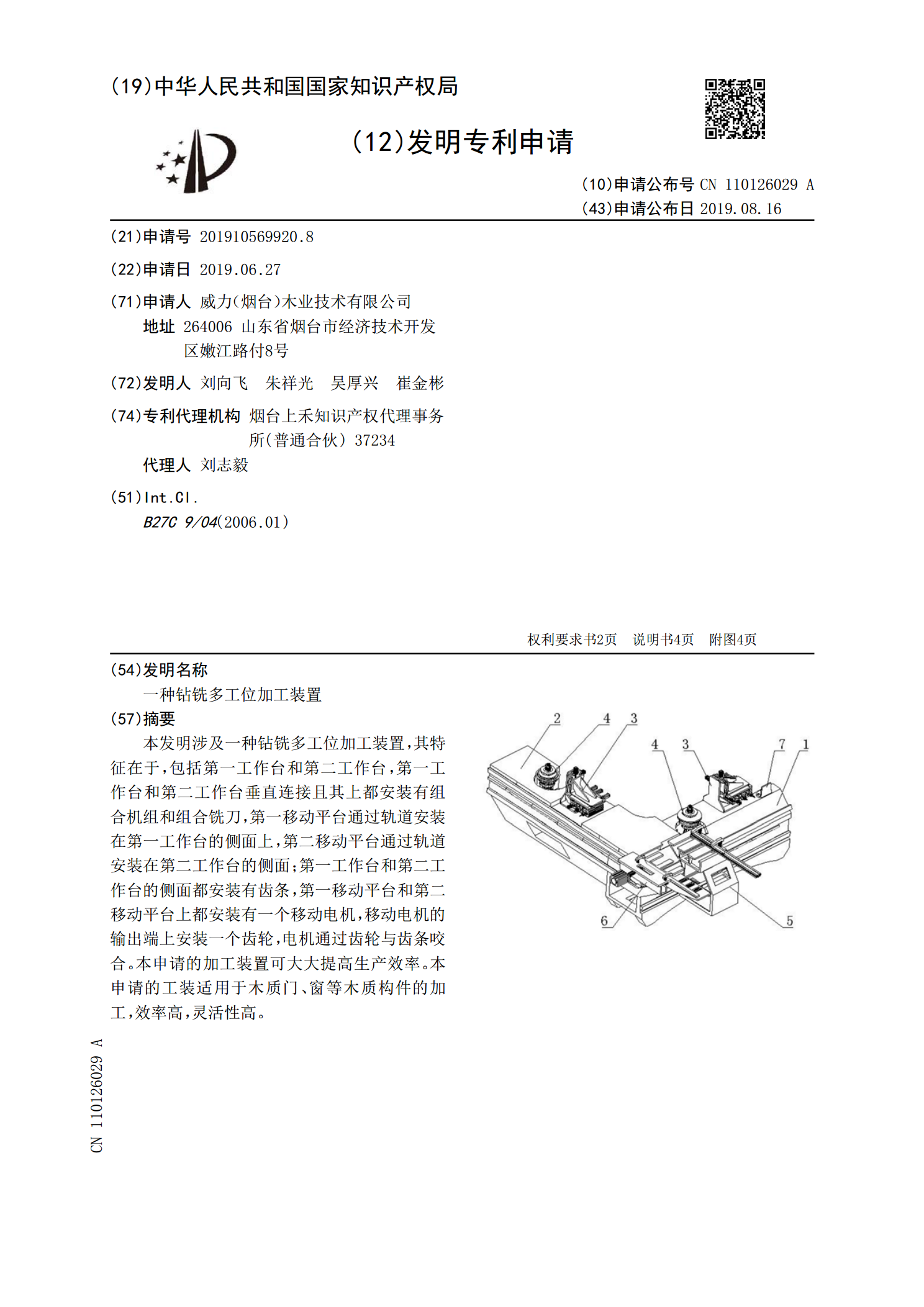
本发明涉及一种钻铣多工位加工装置,其特征在于,包括第一工作台和第二工作台,第一工作台和第二工作台垂直连接且其上都安装有组合机组和组合铣刀,第一移动平台通过轨道安装在第一工作台的侧面上,第二移动平台通过轨道安装在第二工作台的侧面;第一工作台和第二工作台的侧面都安装有齿条,第一移动平台和第二移动平台上都安装有一个移动电机,移动电机的输出端上安装一个齿轮,电机通过齿轮与齿条咬合。本申请的加工装置可大大提高生产效率。本申请的工装适用于木质门、窗等木质构件的加工,效率高,灵活性高。