
加工金属壳体上外部件时的装夹方法.pdf

雨巷****彦峰

1/10
2/10
3/10

4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

加工金属壳体上外部件时的装夹方法.pdf
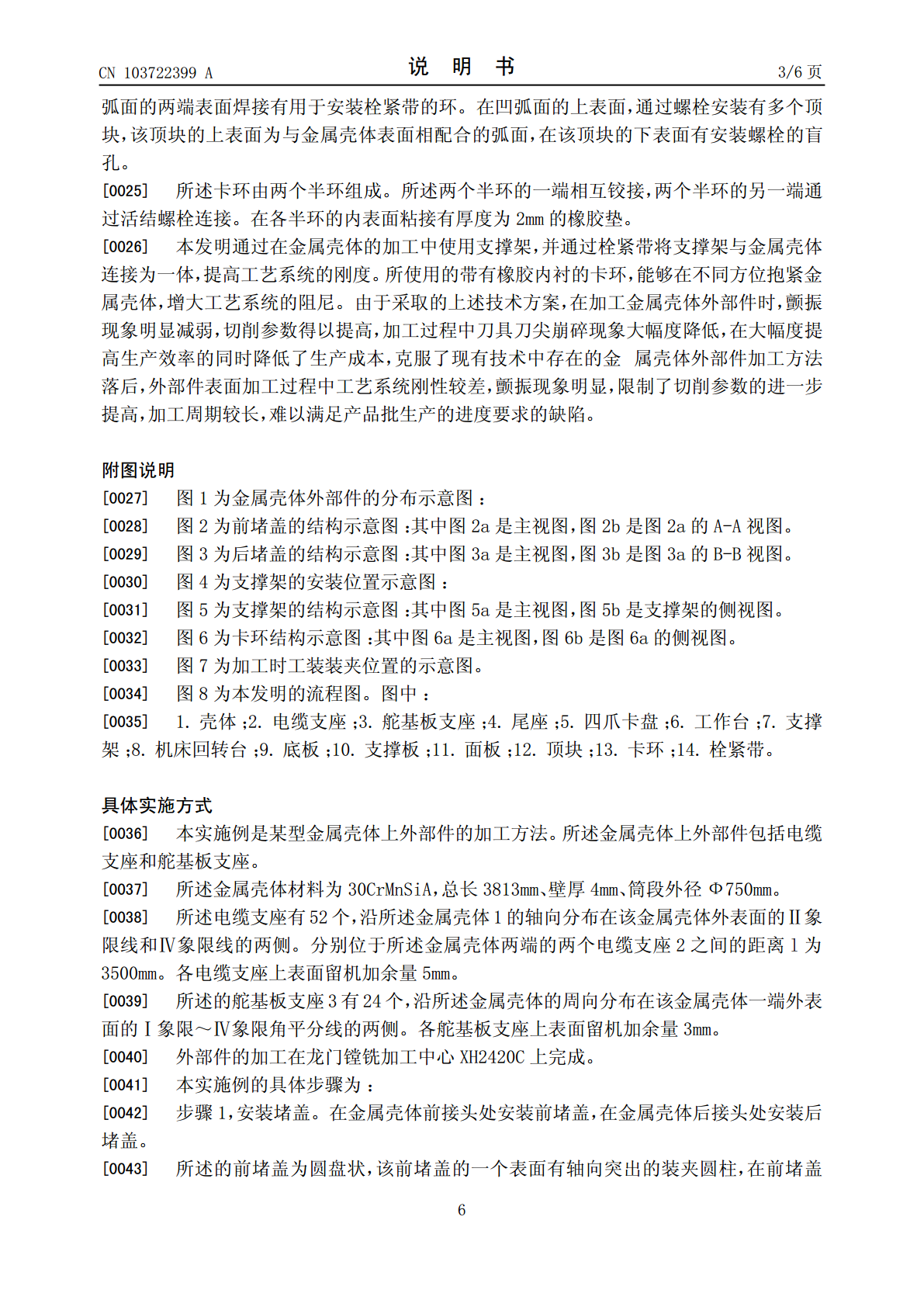
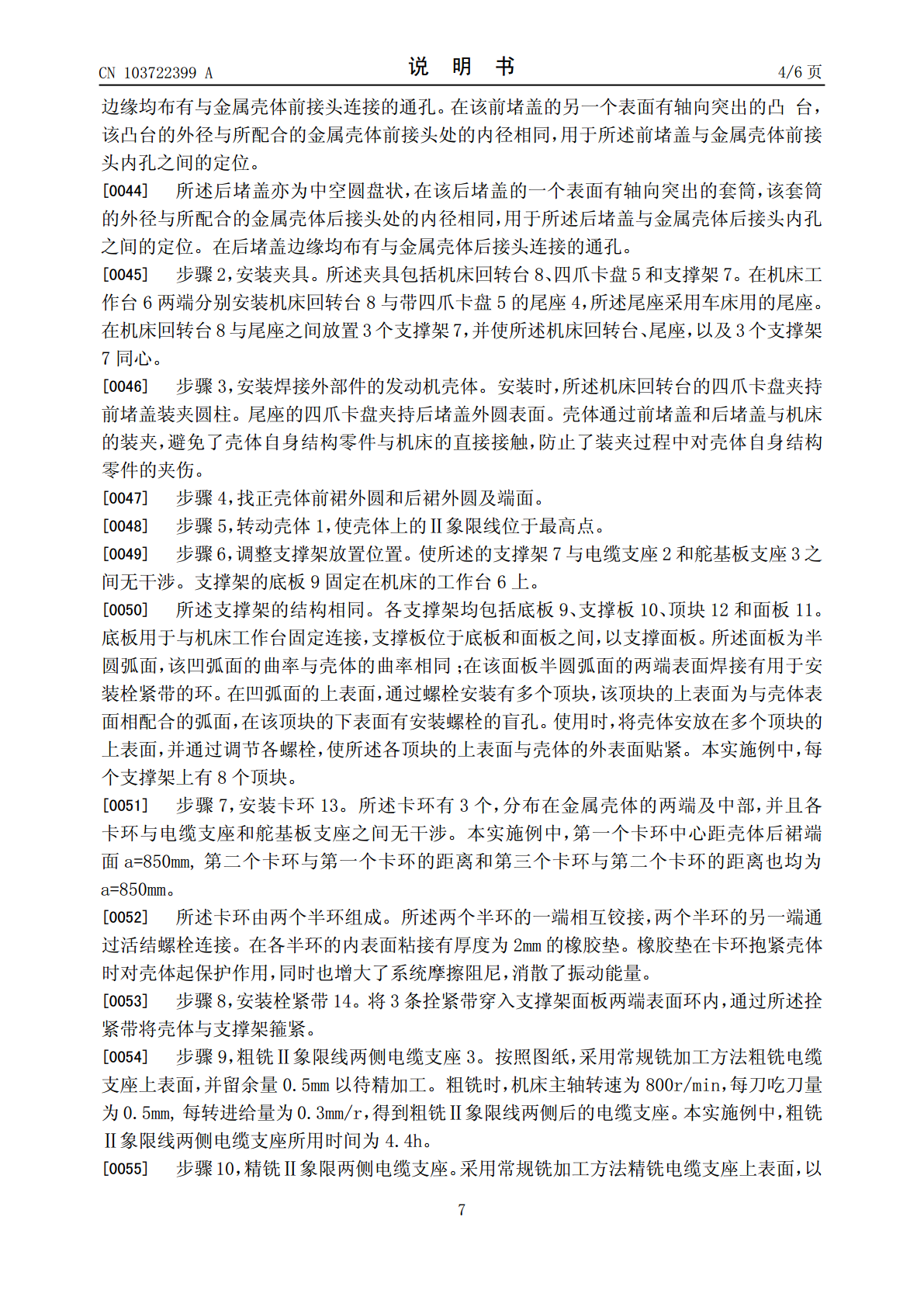
一种加工金属壳体上外部件时的装夹方法,通过在金属壳体的加工中使用支撑架,并通过栓紧带将支撑架与金属壳体连接为一体,提高工艺系统的刚度。所使用的带有橡胶内衬的卡环,能够在不同方位抱紧金属壳体,增大工艺系统的阻尼。由于采取的上述技术方案,在加工金属壳体外部件时,颤振现象明显减弱,切削参数得以提高,加工过程中刀具刀尖崩碎现象大幅度降低,在大幅度提高生产效率的同时降低了生产成本。

薄壁铜壳体加工技术与装夹.docx
薄壁铜壳体加工技术与装夹摘要:本论文主要讨论了薄壁铜壳体加工技术与装夹的相关问题,包括加工技术的选择、材料的选择、装夹方式的设计等方面。其中,针对不同的应用场景,我们提出了具体的加工方法和装夹方案,以期提高薄壁铜壳体的加工和装配效率,同时保证产品质量,满足客户的需求。关键词:薄壁铜壳体;加工技术;装夹方式;产品质量;客户需求。一、引言随着科技的不断进步和工业化的发展,薄壁铜壳体作为一种重要的工业材料,被广泛应用于电子、通讯、汽车、航空等领域。薄壁铜壳体的加工和装配过程是影响其质量和生产效率的关键因素。随着
起动电机驱动盖壳体加工的装夹工装.pdf
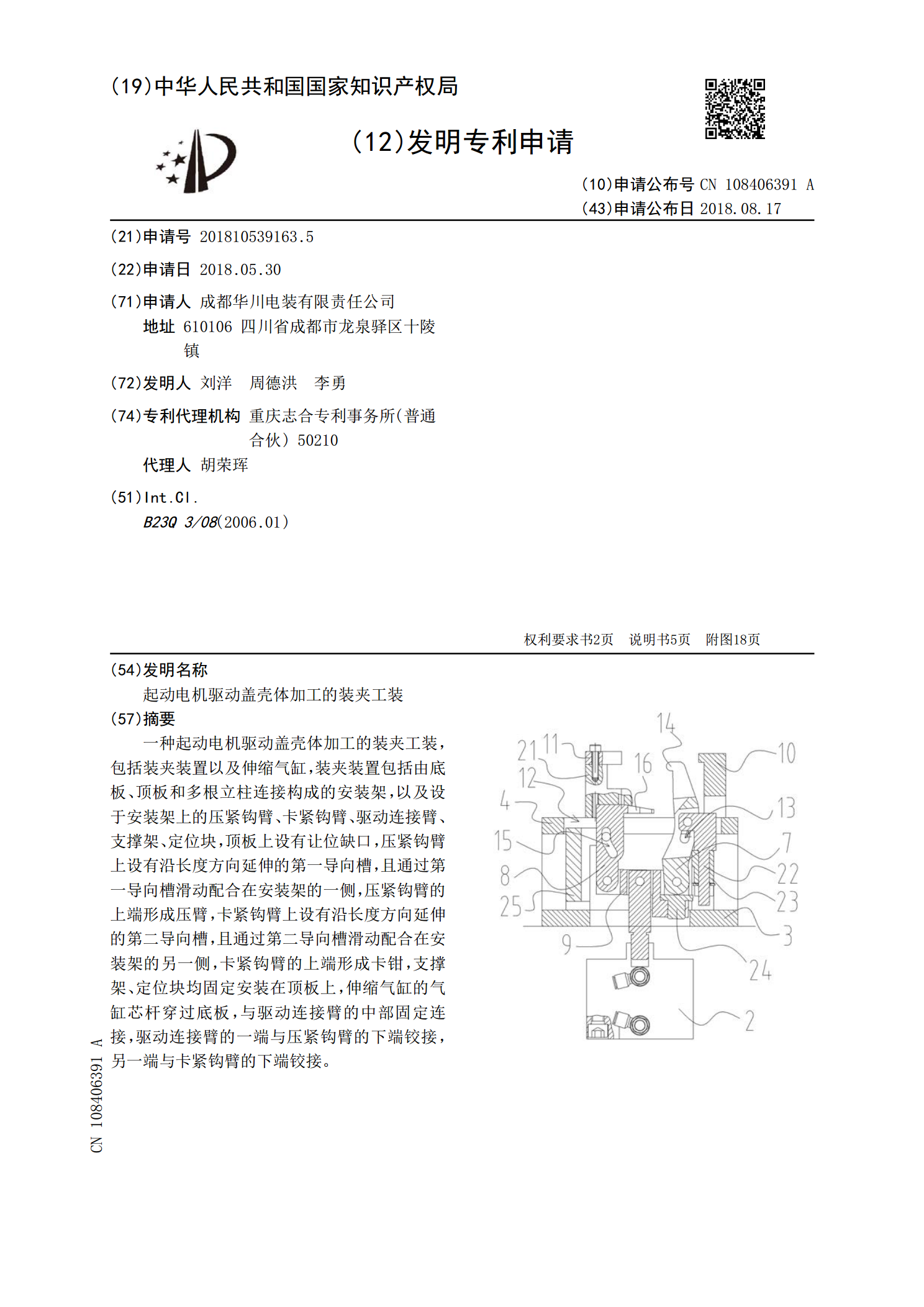
一种起动电机驱动盖壳体加工的装夹工装,包括装夹装置以及伸缩气缸,装夹装置包括由底板、顶板和多根立柱连接构成的安装架,以及设于安装架上的压紧钩臂、卡紧钩臂、驱动连接臂、支撑架、定位块,顶板上设有让位缺口,压紧钩臂上设有沿长度方向延伸的第一导向槽,且通过第一导向槽滑动配合在安装架的一侧,压紧钩臂的上端形成压臂,卡紧钩臂上设有沿长度方向延伸的第二导向槽,且通过第二导向槽滑动配合在安装架的另一侧,卡紧钩臂的上端形成卡钳,支撑架、定位块均固定安装在顶板上,伸缩气缸的气缸芯杆穿过底板,与驱动连接臂的中部固定连接,驱动

工程机械壳体定位装夹装置及方法与加工系统.pdf
本发明公开了一种工程机械壳体定位装夹装置及方法与加工系统,装置包括定位座,定位座具有至少两个互不重合的定位面,定位面互不重叠,每个定位面之间具有一定的夹角;或,定位座具有若干组的定位面,每组定位面包括两个相互平行并间隔设置的定位面;至少两个定位面上设置有夹具,夹具用于定位装夹工件,可以将多个工件同时很好地定位装夹于定位座上,各定位面之间装夹工件互不干涉。本发明实现了多个工件一次装夹多工序合并加工的技术效果,减少了工件的装夹次数,在保证工件加工精度的同时,极大地提高了生产效率。

齿轮装夹机构及其加工方法.pdf
本发明公开了一种齿轮装夹机构,属于机床零部件技术领域,用于解决现有的方法装夹齿轮时,需要的时间很长,工作效率低的问题。它包括卡盘,设置于卡盘上的卡爪,所述卡盘包括至少3个均匀分布的卡盘面板,用于连接卡盘面板的卡盘底座,所述卡盘面板为扇形,且所述卡盘面板两侧设有第一凸起,所述卡盘面板和所述卡盘面板两两间通过第一凸起形成用于滑动卡爪的第一缺口。本发明通过提供了一种齿轮装夹机构,利用齿轮啮合原理,能够实现对齿轮的定位以及固定,并且操作简单快捷,定位精度高。本发明还提供了齿轮装夹机构加工方法。