
工程机械壳体定位装夹装置及方法与加工系统.pdf

阳炎****找我


1/10

2/10

3/10

4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

工程机械壳体定位装夹装置及方法与加工系统.pdf
本发明公开了一种工程机械壳体定位装夹装置及方法与加工系统,装置包括定位座,定位座具有至少两个互不重合的定位面,定位面互不重叠,每个定位面之间具有一定的夹角;或,定位座具有若干组的定位面,每组定位面包括两个相互平行并间隔设置的定位面;至少两个定位面上设置有夹具,夹具用于定位装夹工件,可以将多个工件同时很好地定位装夹于定位座上,各定位面之间装夹工件互不干涉。本发明实现了多个工件一次装夹多工序合并加工的技术效果,减少了工件的装夹次数,在保证工件加工精度的同时,极大地提高了生产效率。

工程机械壳体加工定位夹紧装置.pdf
本发明涉及机械加工设备技术领域,旨在改善现有技术中因工件在加工过程中需经过多次装卸,而导致的误差超差,加工精度低、加工效率低的问题,以及工件尤其是壳体类工件难以装夹、定位、找正的问题,提供一种工程机械壳体加工定位夹紧装置。本发明提供的工程机械壳体加工定位夹紧装置实现了在不需要对工件进行拆装的前提下改变工件的加工位置的目的,通过设置第一定位机构和第二定位机构使工件处于不同加工位置时都能保证定位稳定,从而提高了工件的加工精度和加工效率,而且拆装方便操作简单。
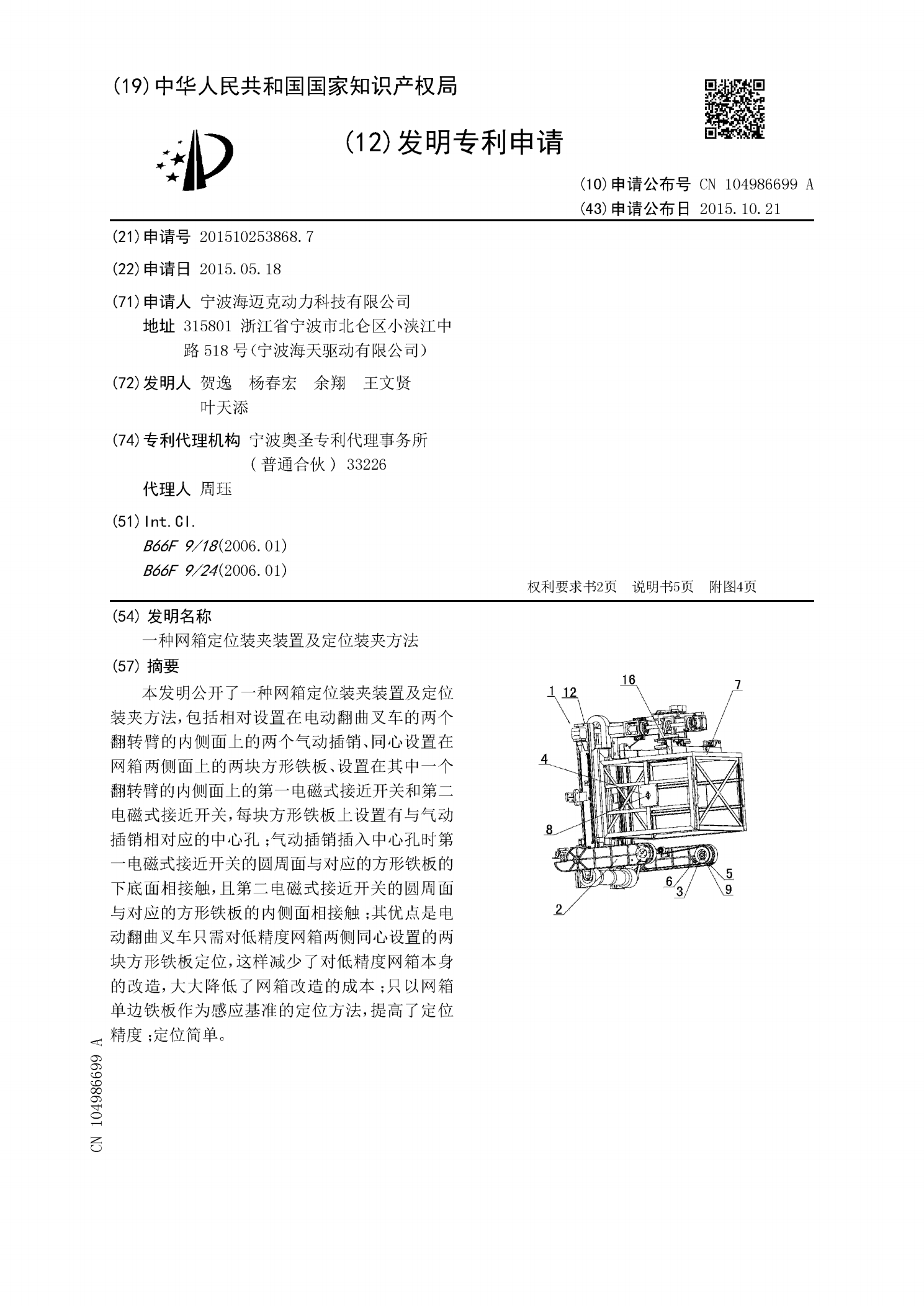
一种网箱定位装夹装置及定位装夹方法.pdf
本发明公开了一种网箱定位装夹装置及定位装夹方法,包括相对设置在电动翻曲叉车的两个翻转臂的内侧面上的两个气动插销、同心设置在网箱两侧面上的两块方形铁板、设置在其中一个翻转臂的内侧面上的第一电磁式接近开关和第二电磁式接近开关,每块方形铁板上设置有与气动插销相对应的中心孔;气动插销插入中心孔时第一电磁式接近开关的圆周面与对应的方形铁板的下底面相接触,且第二电磁式接近开关的圆周面与对应的方形铁板的内侧面相接触;其优点是电动翻曲叉车只需对低精度网箱两侧同心设置的两块方形铁板定位,这样减少了对低精度网箱本身的改造,大
一种定位装夹装置及加工中心.pdf
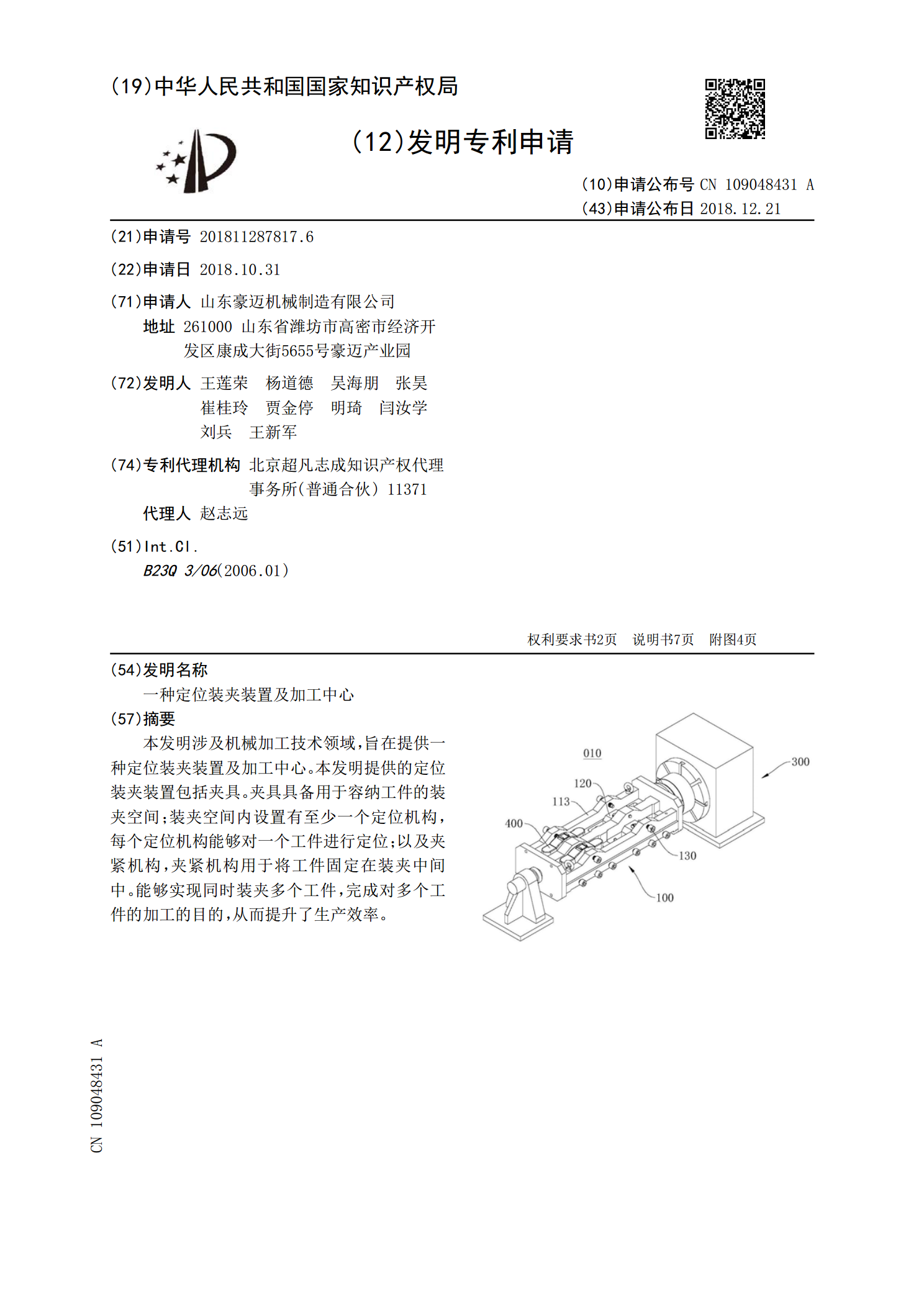
本发明涉及机械加工技术领域,旨在提供一种定位装夹装置及加工中心。本发明提供的定位装夹装置包括夹具。夹具具备用于容纳工件的装夹空间;装夹空间内设置有至少一个定位机构,每个定位机构能够对一个工件进行定位;以及夹紧机构,夹紧机构用于将工件固定在装夹中间中。能够实现同时装夹多个工件,完成对多个工件的加工的目的,从而提升了生产效率。
一种工程机械壳体加工定位夹紧装置.pdf
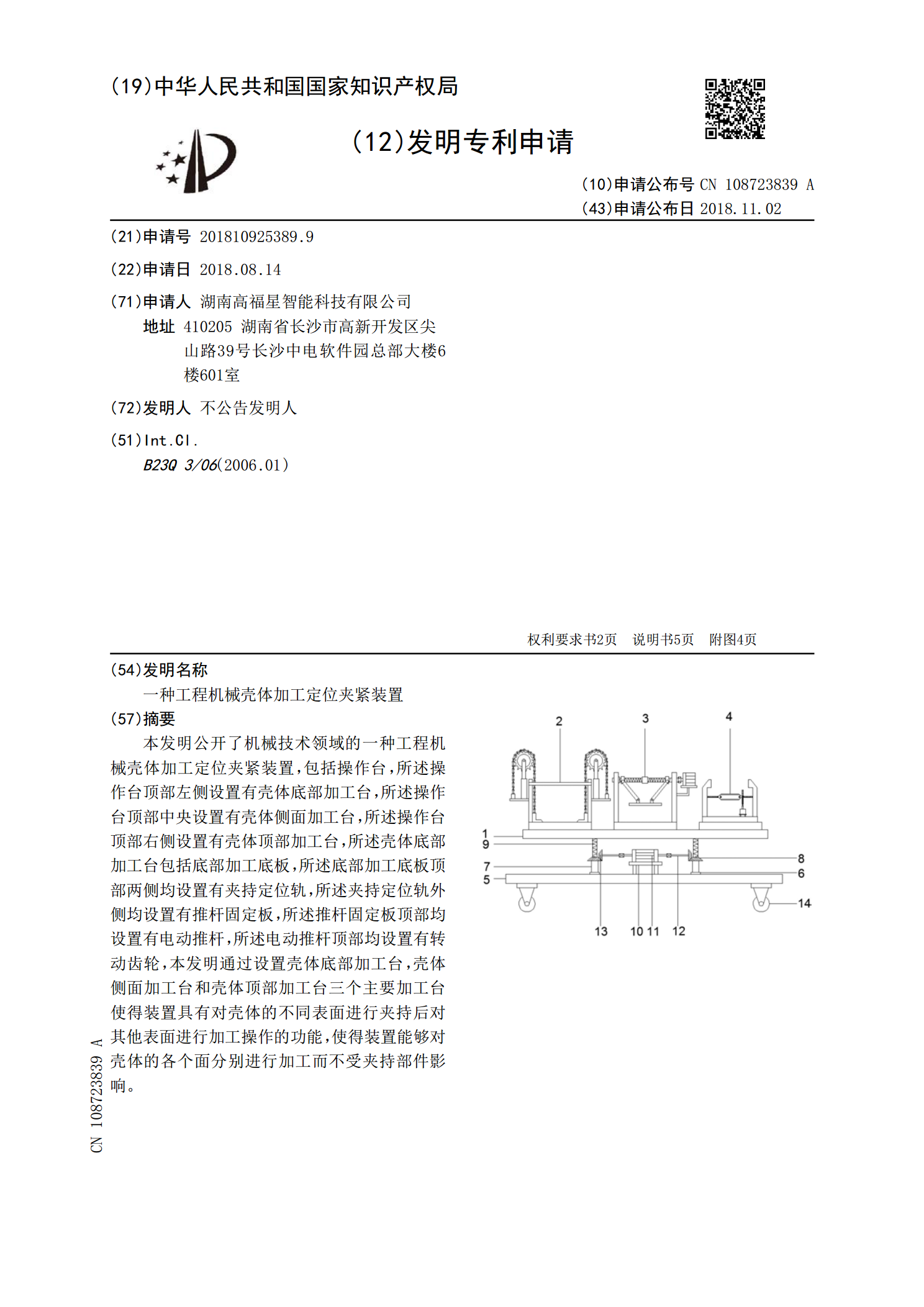
本发明公开了机械技术领域的一种工程机械壳体加工定位夹紧装置,包括操作台,所述操作台顶部左侧设置有壳体底部加工台,所述操作台顶部中央设置有壳体侧面加工台,所述操作台顶部右侧设置有壳体顶部加工台,所述壳体底部加工台包括底部加工底板,所述底部加工底板顶部两侧均设置有夹持定位轨,所述夹持定位轨外侧均设置有推杆固定板,所述推杆固定板顶部均设置有电动推杆,所述电动推杆顶部均设置有转动齿轮,本发明通过设置壳体底部加工台,壳体侧面加工台和壳体顶部加工台三个主要加工台使得装置具有对壳体的不同表面进行夹持后对其他表面进行加工