
连铸板坯离线火焰切角装置.pdf

佳宁****么啦


1/8

2/8
3/8

4/8

5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
连铸板坯离线火焰切角装置.pdf
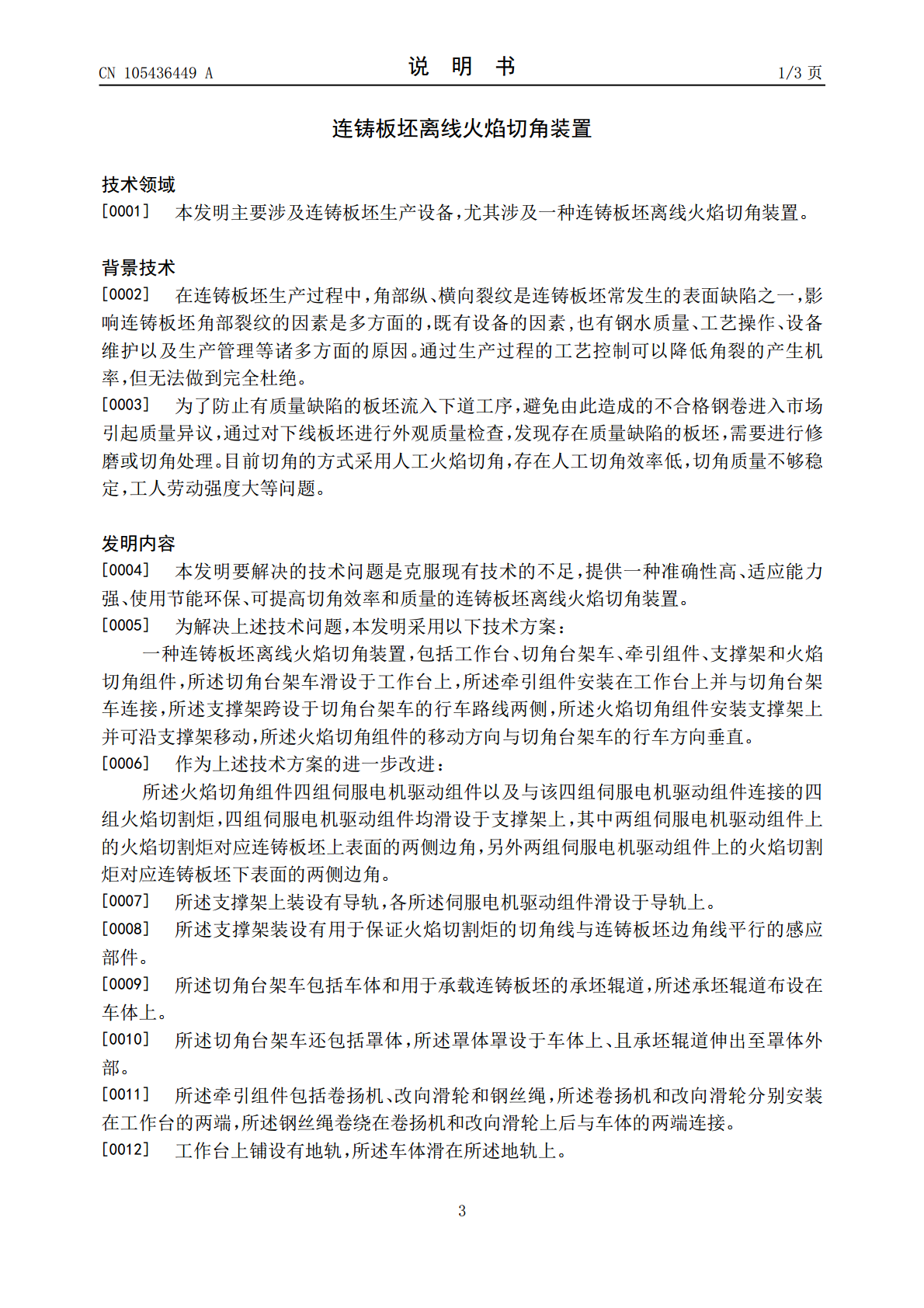
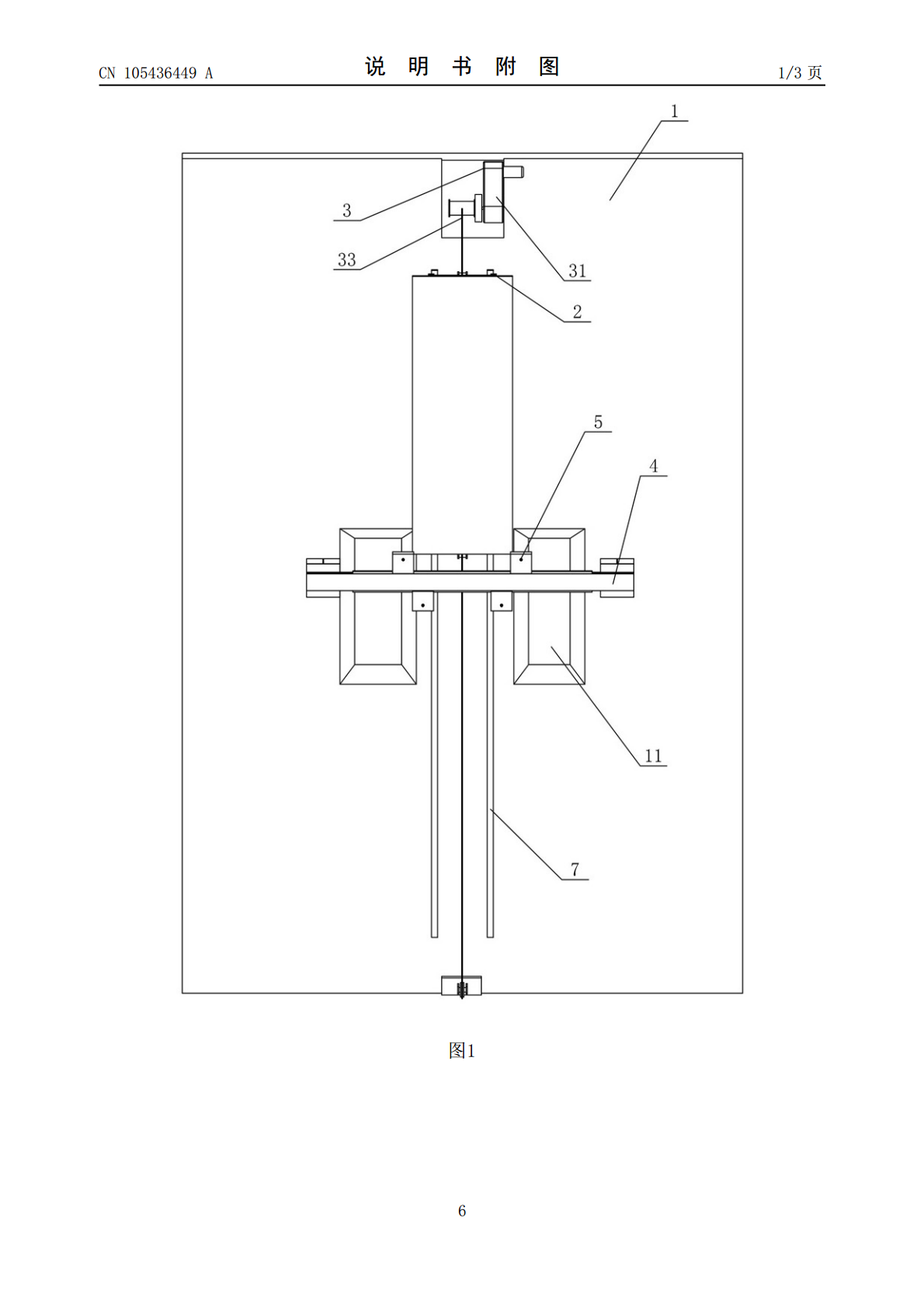
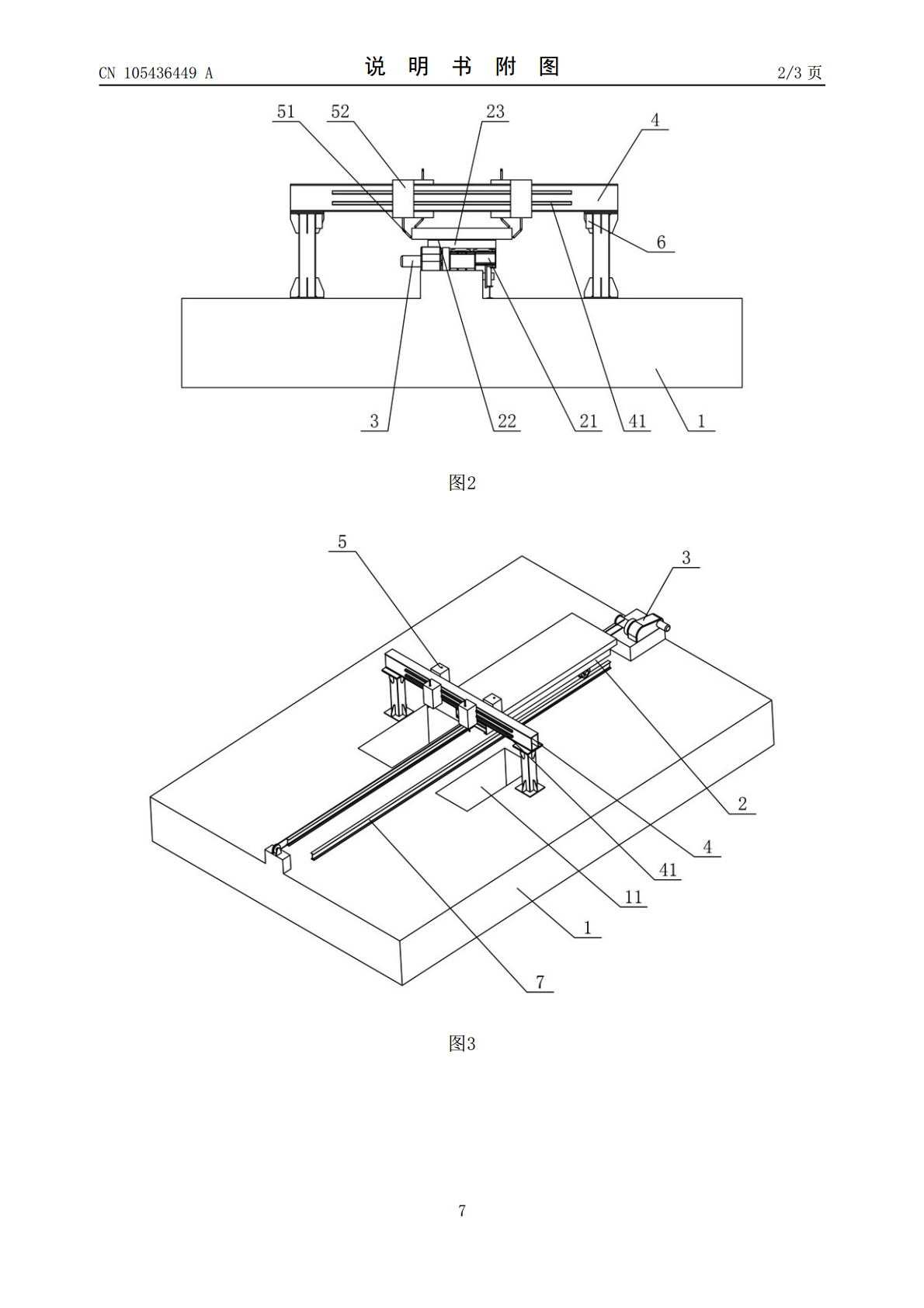
本发明公开了一种连铸板坯离线火焰切角装置,包括工作台、切角台架车、牵引组件、支撑架和火焰切角组件,切角台架车滑设于工作台上,牵引组件安装在工作台上并与切角台架车连接,支撑架跨设于切角台架车的行车路线两侧,火焰切角组件安装支撑架上并可沿支撑架移动,火焰切角组件的移动方向与切角台架车的行车方向垂直。该切角装置具有准确性高、适应能力强、使用节能环保、可提高切角效率和质量的优点。

板坯连铸火焰切割机的电气改造实践.docx
板坯连铸火焰切割机的电气改造实践随着连铸技术的发展和应用,在钢铁冶炼生产中起到了越来越重要的作用。板坯连铸火焰切割机是连铸生产线上的关键设备之一,主要用于割断连铸板坯,并保证割口光滑,切割速度快,割口尺寸精度高,以提高生产效率和产品质量。在实际应用过程中,板坯连铸火焰切割机的电气系统往往存在固有的缺陷和不足,为了提高其生产效率和可靠性,需要进行电气改造。火焰切割机电气系统中的主要问题是电线松动、接触不良、老化等,导致设备故障和停机,影响连铸生产进程。特别是在高温、高湿、高烟尘的恶劣工作环境下,更易产生电气
连铸板坯连坯检测装置及检测方法.pdf
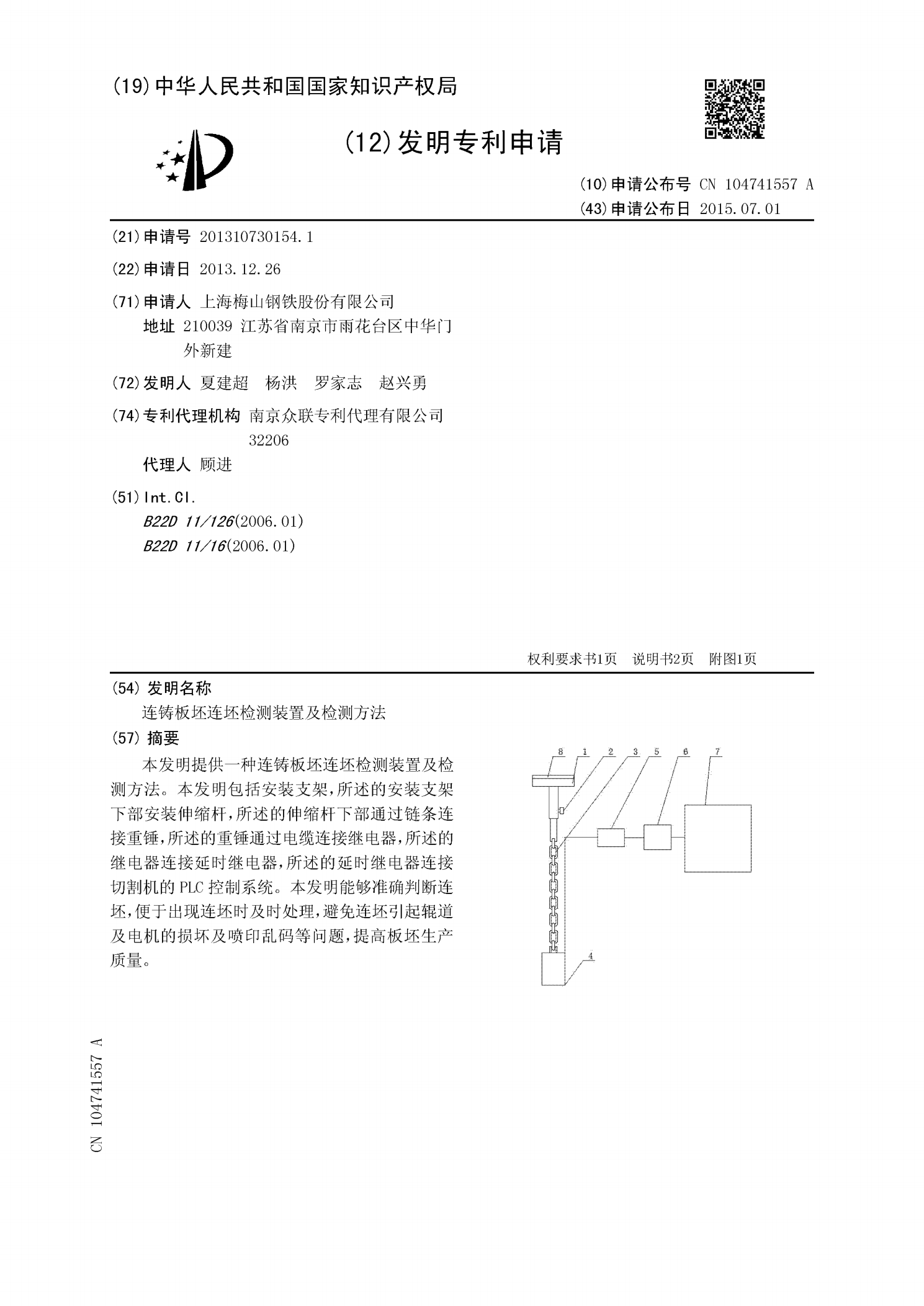
本发明提供一种连铸板坯连坯检测装置及检测方法。本发明包括安装支架,所述的安装支架下部安装伸缩杆,所述的伸缩杆下部通过链条连接重锤,所述的重锤通过电缆连接继电器,所述的继电器连接延时继电器,所述的延时继电器连接切割机的PLC控制系统。本发明能够准确判断连坯,便于出现连坯时及时处理,避免连坯引起辊道及电机的损坏及喷印乱码等问题,提高板坯生产质量。
连铸保护渣对板坯表面质量的影响--梅山板坯连铸会议.pdf
连铸保护渣对板坯表面质量的影响重庆大学连铸技术研究所王谦1报告内容1板坯连铸工艺特征及常见铸坯表面缺陷2连铸保护渣的组成及性能3保护渣对铸坯表面质量的影响及控制4保护渣传热与润滑特性的协调控制5连铸保护渣的使用与评价21.绝热保温
连铸保护渣对板坯表面质量的影响--梅山板坯连铸会议.pdf
连铸保护渣对板坯表面质量的影响重庆大学连铸技术研究所王谦1报告内容1板坯连铸工艺特征及常见铸坯表面缺陷2连铸保护渣的组成及性能3保护渣对铸坯表面质量的影响及控制4保护渣传热与润滑特性的协调控制5连铸保护渣的使用与评价21.绝热保温2.防氧化3.吸收夹杂4.润滑铸坯5.控制传热连铸保护渣功能的正确发挥是连铸生产顺行的关键环节31板坯连铸工艺特征及常见铸坯表面缺陷41.1板坯连铸工艺特征(1)钢水注入方式导致结晶器内钢液流场的特殊性--保护渣均匀覆盖钢液面难度大,不利于润滑铸坯•双侧孔水口引起的向上回流区,使