
用于航空发动机机匣透照检测的工装车.pdf

一吃****书竹

1/8

2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于航空发动机机匣透照检测的工装车.pdf
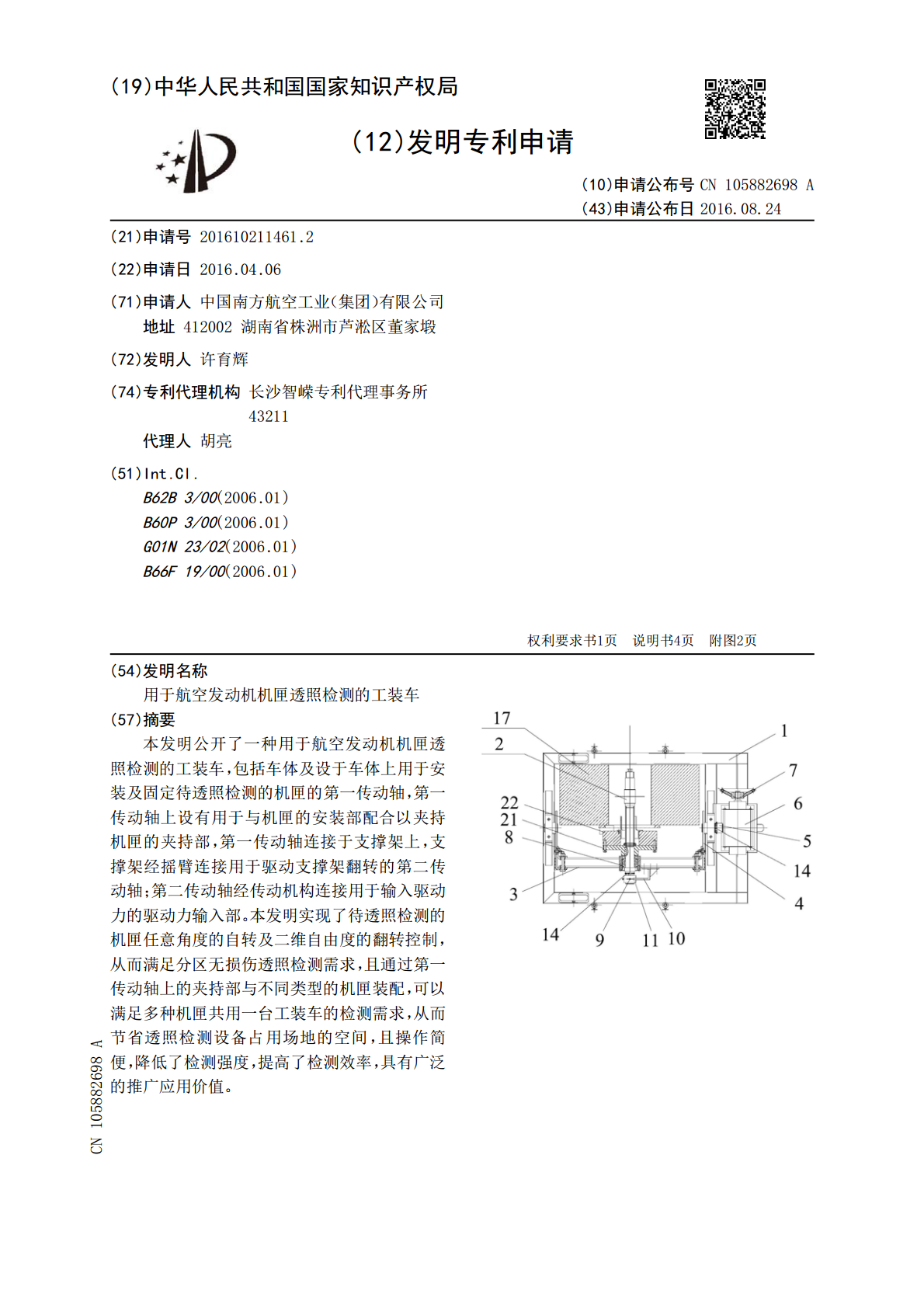
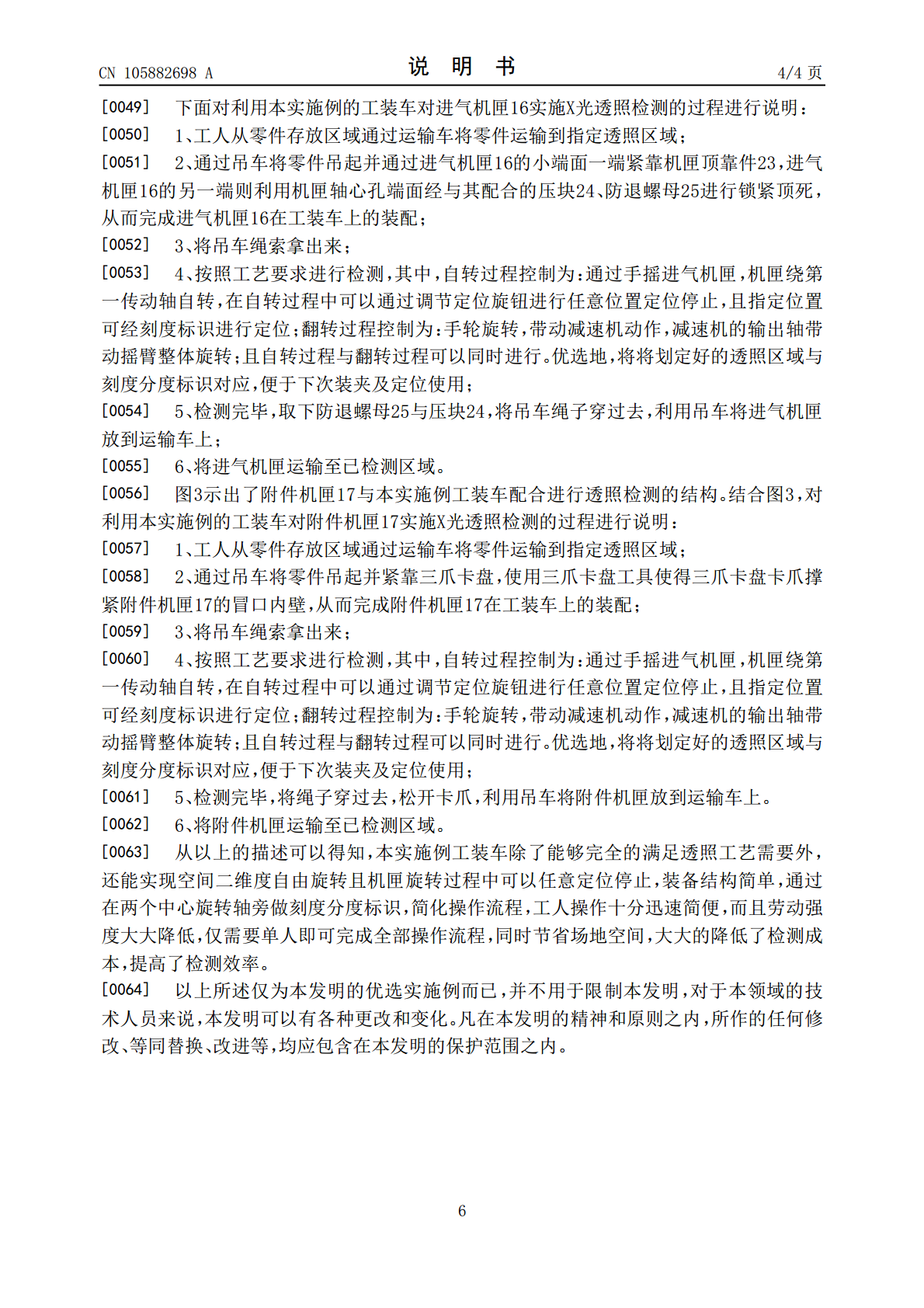
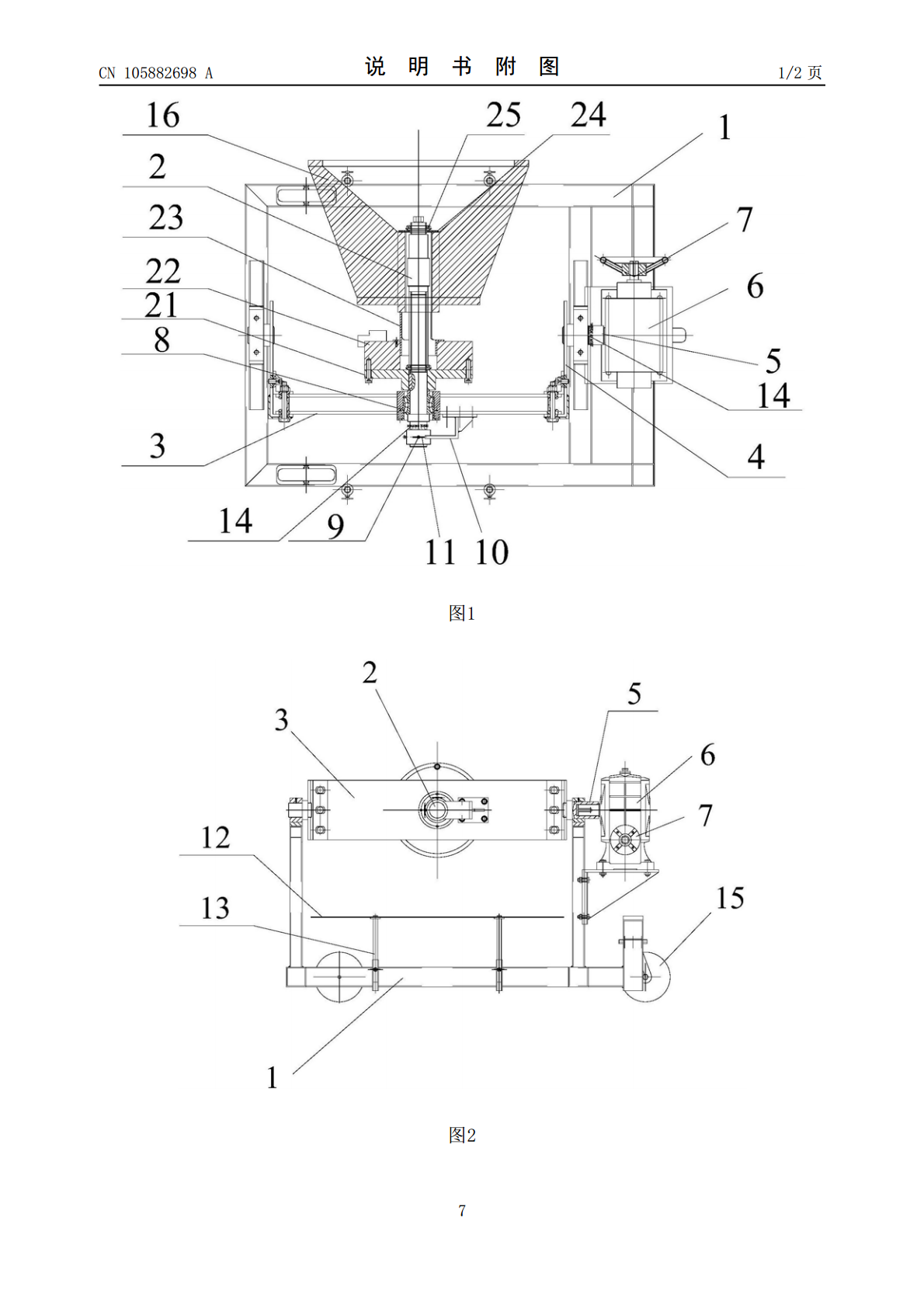
本发明公开了一种用于航空发动机机匣透照检测的工装车,包括车体及设于车体上用于安装及固定待透照检测的机匣的第一传动轴,第一传动轴上设有用于与机匣的安装部配合以夹持机匣的夹持部,第一传动轴连接于支撑架上,支撑架经摇臂连接用于驱动支撑架翻转的第二传动轴;第二传动轴经传动机构连接用于输入驱动力的驱动力输入部。本发明实现了待透照检测的机匣任意角度的自转及二维自由度的翻转控制,从而满足分区无损伤透照检测需求,且通过第一传动轴上的夹持部与不同类型的机匣装配,可以满足多种机匣共用一台工装车的检测需求,从而节省透照检测设备
用于航空发动机中介机匣分解、装配的吊具.pdf
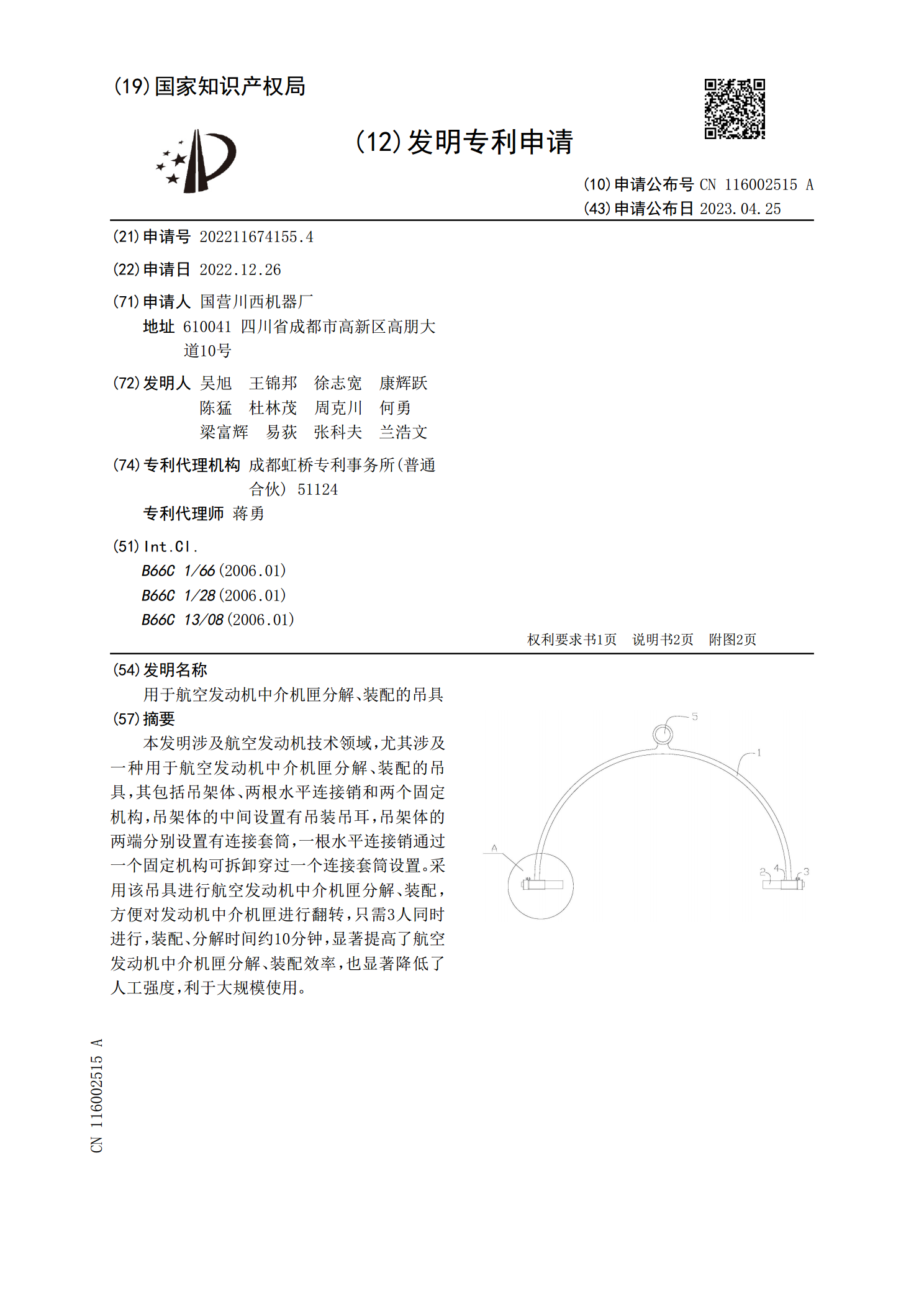
本发明涉及航空发动机技术领域,尤其涉及一种用于航空发动机中介机匣分解、装配的吊具,其包括吊架体、两根水平连接销和两个固定机构,吊架体的中间设置有吊装吊耳,吊架体的两端分别设置有连接套筒,一根水平连接销通过一个固定机构可拆卸穿过一个连接套筒设置。采用该吊具进行航空发动机中介机匣分解、装配,方便对发动机中介机匣进行翻转,只需3人同时进行,装配、分解时间约10分钟,显著提高了航空发动机中介机匣分解、装配效率,也显著降低了人工强度,利于大规模使用。

用于洁净航空发动机机匣的清洗设备.pdf
本发明公开了一种用于洁净航空发动机机匣的清洗设备,包括清洗室、清洗油储运设施室和喷油枪,清洗室内设置有安装待清洗机匣的清洗台,室壁上设置有喷油枪伸入窗口,清洗油储运设施室内设置有储油箱、进口通过接管与储油箱内连接由电动机驱动的油泵、依次设置在油泵后面管路上的稳压溢流器和滤油器,喷油枪通过柔性接管与滤油器出口端连接,本发明不仅能对航空发动机机匣表面进行高清洁度的清洗,还可清除存留在机匣内的金属碎屑,避免金属碎屑在发动机试车过程和运行过程中产生的危害,且由于采用润滑油作为清洗介质,相对于超声波清洗,还避免了零
机匣和航空发动机.pdf
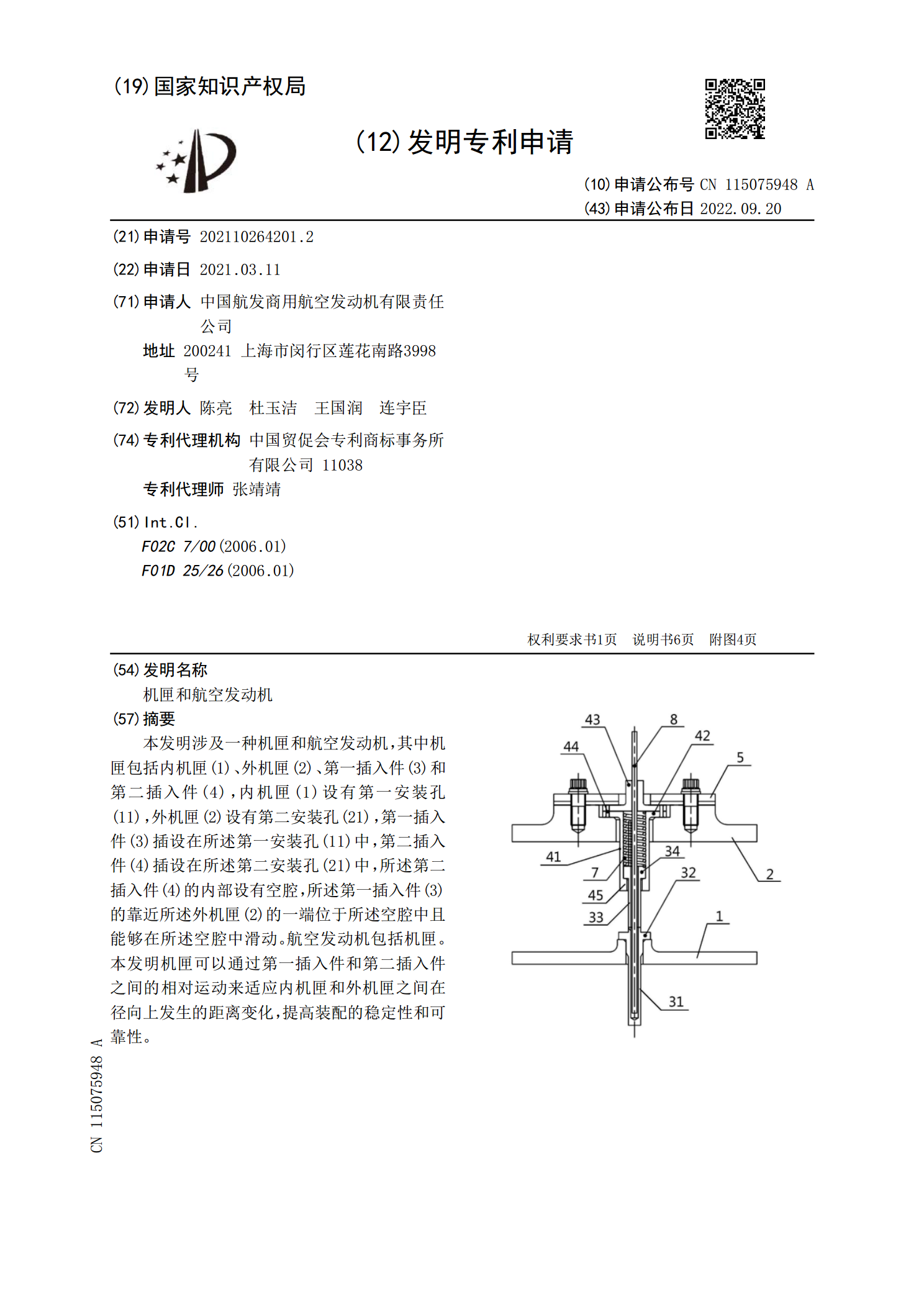
本发明涉及一种机匣和航空发动机,其中机匣包括内机匣(1)、外机匣(2)、第一插入件(3)和第二插入件(4),内机匣(1)设有第一安装孔(11),外机匣(2)设有第二安装孔(21),第一插入件(3)插设在所述第一安装孔(11)中,第二插入件(4)插设在所述第二安装孔(21)中,所述第二插入件(4)的内部设有空腔,所述第一插入件(3)的靠近所述外机匣(2)的一端位于所述空腔中且能够在所述空腔中滑动。航空发动机包括机匣。本发明机匣可以通过第一插入件和第二插入件之间的相对运动来适应内机匣和外机匣之间在径向上发生的

航空发动机机匣加工工艺研讨.docx
航空发动机机匣加工工艺研讨一、引言航空发动机机匣是发动机的重要组成部分,在整个发动机的设计与制造中起到了至关重要的作用。机匣的质量与性能不仅直接影响航空发动机的安全性能,还关系到整个飞行器的运行安全性和经济性。因此,对航空发动机机匣的加工工艺研讨具有重要意义。二、航空发动机机匣的特点和制造要求机匣是航空发动机的骨架部分,它不仅要承受各种作用力,而且还要承受高温、高压等复杂的工作环境,因此机匣制造需要满足一些特殊要求:1.高强度:机匣需要承受发动机本身的重量和飞行时的极端负载,因此机匣的强度要求非常高。2.