
数控设备自动对位装置.pdf

Ja****23

1/10

2/10

3/10

4/10
5/10
6/10

7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

数控设备自动对位装置.pdf
一种数控设备自动对位装置,应用于数控设备中,用于对待加工工件进行自动对位,所述自动对位装置包括支撑架、底座、取像调节装置、光源固定座,所述支撑架上设有一纵向调节槽;所述底座与支撑架垂直固定连接,其上开设有拍摄孔;所述取像调节装置用于固定一取像装置,所述取像调节装置固定于支撑架上,并可沿支撑架的调节槽上下移动;所述光源固定座位于底座的拍摄孔内,用于固定一光源装置,并与取像调节装置固定连接,并可与取像调节装置沿调节槽上下移动。所述自动对位装置可使数控设备在对待加工工件进行加工前,先获取待加工工件的坐标值,然后
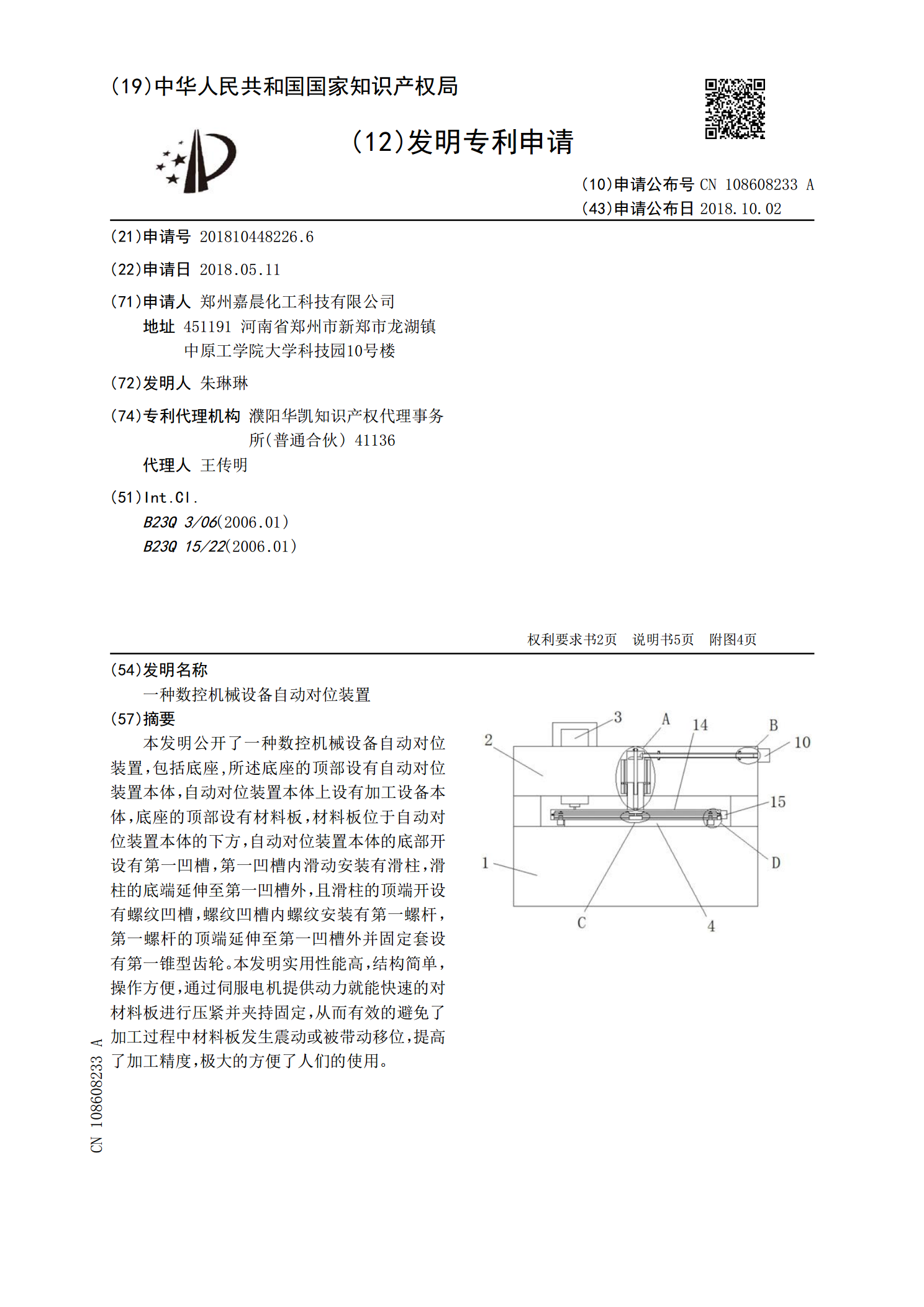
一种数控机械设备自动对位装置.pdf
本发明公开了一种数控机械设备自动对位装置,包括底座,所述底座的顶部设有自动对位装置本体,自动对位装置本体上设有加工设备本体,底座的顶部设有材料板,材料板位于自动对位装置本体的下方,自动对位装置本体的底部开设有第一凹槽,第一凹槽内滑动安装有滑柱,滑柱的底端延伸至第一凹槽外,且滑柱的顶端开设有螺纹凹槽,螺纹凹槽内螺纹安装有第一螺杆,第一螺杆的顶端延伸至第一凹槽外并固定套设有第一锥型齿轮。本发明实用性能高,结构简单,操作方便,通过伺服电机提供动力就能快速的对材料板进行压紧并夹持固定,从而有效的避免了加工过程中材
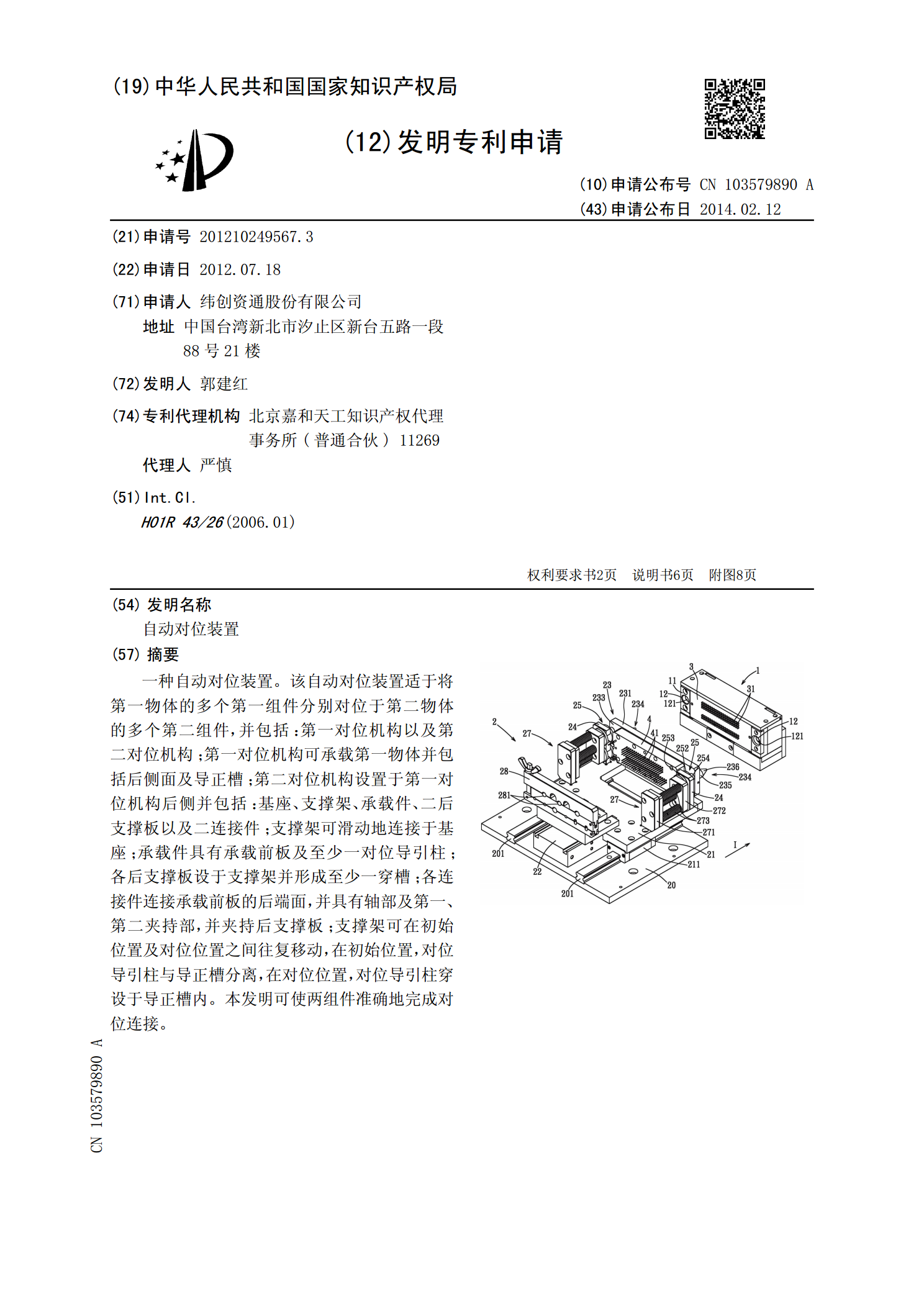
自动对位装置.pdf
一种自动对位装置。该自动对位装置适于将第一物体的多个第一组件分别对位于第二物体的多个第二组件,并包括:第一对位机构以及第二对位机构;第一对位机构可承载第一物体并包括后侧面及导正槽;第二对位机构设置于第一对位机构后侧并包括:基座、支撑架、承载件、二后支撑板以及二连接件;支撑架可滑动地连接于基座;承载件具有承载前板及至少一对位导引柱;各后支撑板设于支撑架并形成至少一穿槽;各连接件连接承载前板的后端面,并具有轴部及第一、第二夹持部,并夹持后支撑板;支撑架可在初始位置及对位位置之间往复移动,在初始位置,对位导引柱

数控内螺纹机床接触式自动对位装置和方法.pdf
本发明提供数控内螺纹机床接触式自动对位装置,包括X轴移动机构、Z轴移动机构、具有工件夹持轴机构的C旋转轴机构、A旋转轴机构、M多工位切换机构和数控系统,M多工位切换机构包括多工位夹头、夹头切换机构和磨削主轴,磨削主轴包括电动主轴和锁紧夹头,C旋转轴和A旋转轴中心基准位于同一水平面上,磨削砂轮切换到磨削主轴上时磨削砂轮的几何中心处于A旋转轴的中心线上。本发明还提供数控内螺纹机床接触式自动对位方法。本发明使得数控内螺纹机床自动对位,无需人为操作,对位精准、快捷和安全,操作简单、可靠和快捷,装置整体先进,机构简
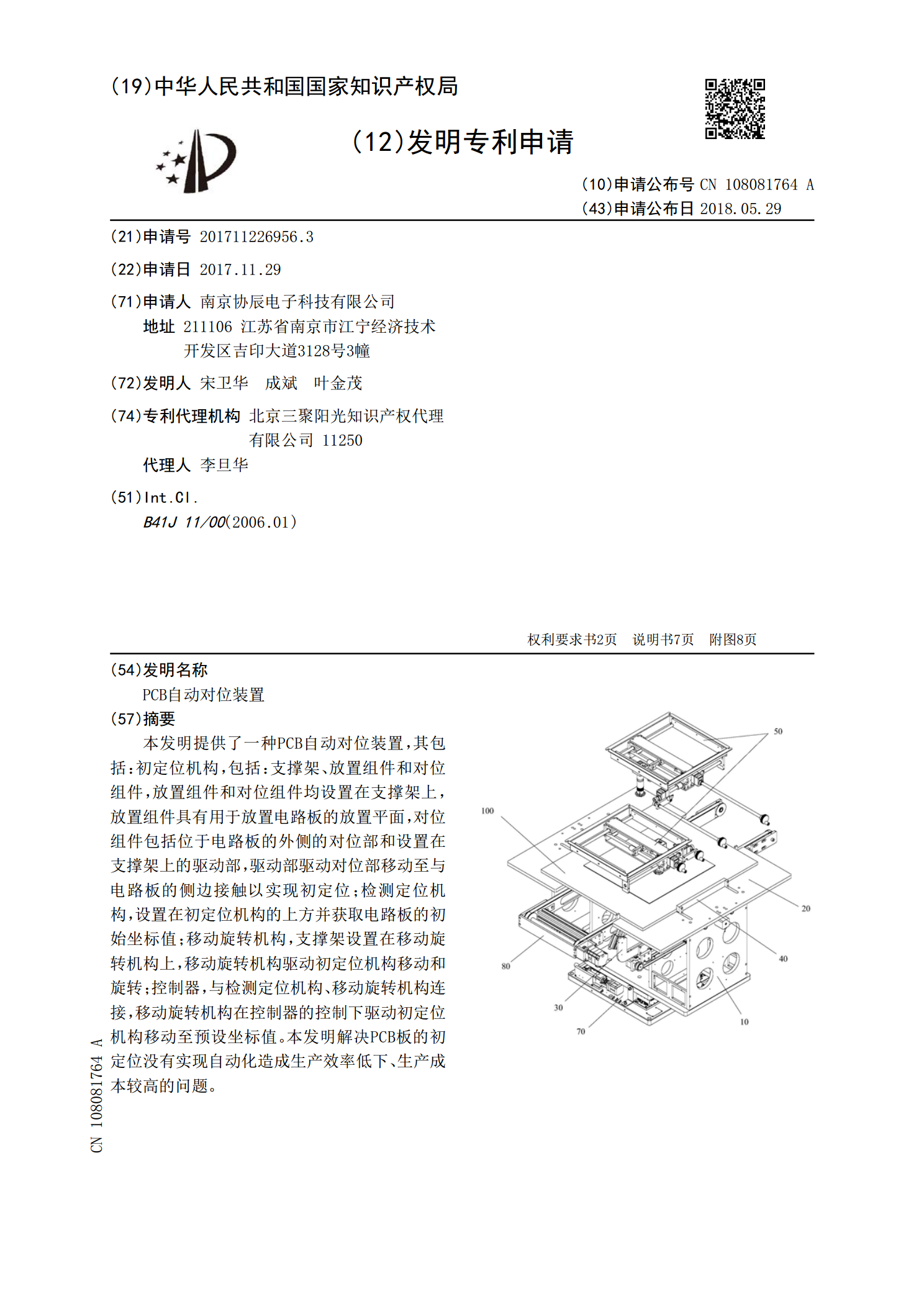
PCB自动对位装置.pdf
本发明提供了一种PCB自动对位装置,其包括:初定位机构,包括:支撑架、放置组件和对位组件,放置组件和对位组件均设置在支撑架上,放置组件具有用于放置电路板的放置平面,对位组件包括位于电路板的外侧的对位部和设置在支撑架上的驱动部,驱动部驱动对位部移动至与电路板的侧边接触以实现初定位;检测定位机构,设置在初定位机构的上方并获取电路板的初始坐标值;移动旋转机构,支撑架设置在移动旋转机构上,移动旋转机构驱动初定位机构移动和旋转;控制器,与检测定位机构、移动旋转机构连接,移动旋转机构在控制器的控制下驱动初定位机构移动