
工件薄板焊接加工系统及加工方法.pdf

夏萍****文章

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
工件薄板焊接加工系统及加工方法.pdf
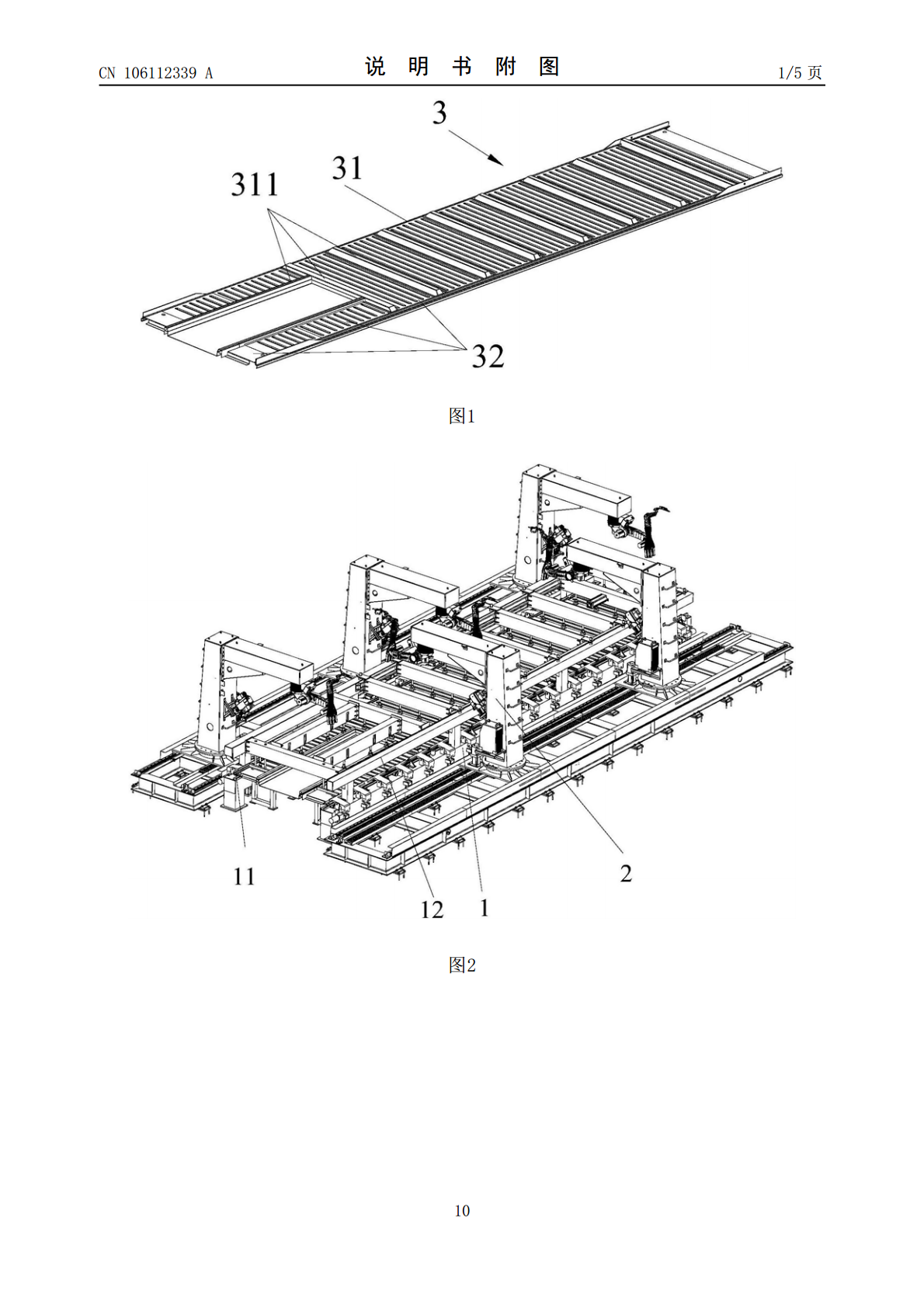
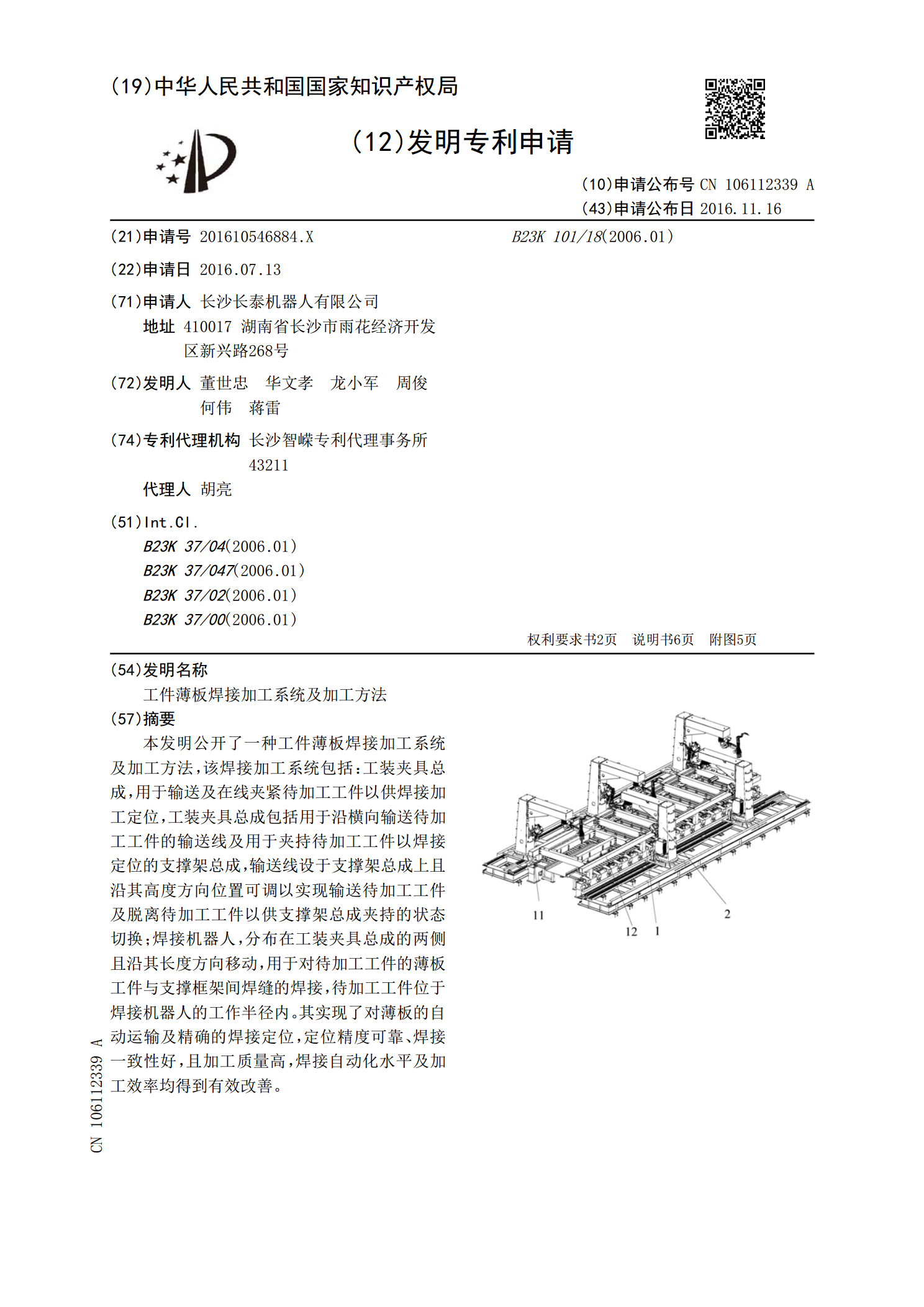
本发明公开了一种工件薄板焊接加工系统及加工方法,该焊接加工系统包括:工装夹具总成,用于输送及在线夹紧待加工工件以供焊接加工定位,工装夹具总成包括用于沿横向输送待加工工件的输送线及用于夹持待加工工件以焊接定位的支撑架总成,输送线设于支撑架总成上且沿其高度方向位置可调以实现输送待加工工件及脱离待加工工件以供支撑架总成夹持的状态切换;焊接机器人,分布在工装夹具总成的两侧且沿其长度方向移动,用于对待加工工件的薄板工件与支撑框架间焊缝的焊接,待加工工件位于焊接机器人的工作半径内。其实现了对薄板的自动运输及精确的焊接
工件加工系统和方法.pdf
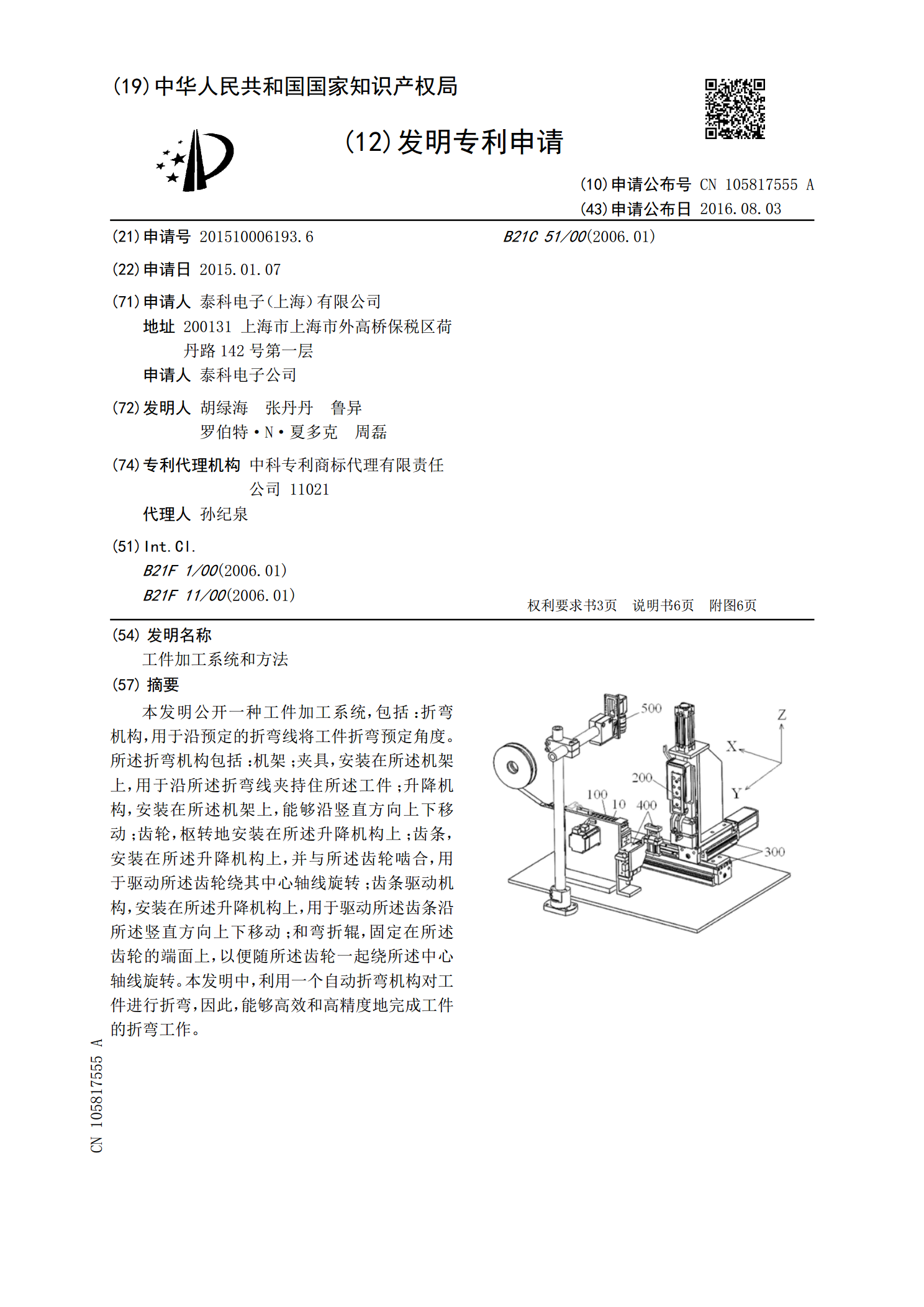
本发明公开一种工件加工系统,包括:折弯机构,用于沿预定的折弯线将工件折弯预定角度。所述折弯机构包括:机架;夹具,安装在所述机架上,用于沿所述折弯线夹持住所述工件;升降机构,安装在所述机架上,能够沿竖直方向上下移动;齿轮,枢转地安装在所述升降机构上;齿条,安装在所述升降机构上,并与所述齿轮啮合,用于驱动所述齿轮绕其中心轴线旋转;齿条驱动机构,安装在所述升降机构上,用于驱动所述齿条沿所述竖直方向上下移动;和弯折辊,固定在所述齿轮的端面上,以便随所述齿轮一起绕所述中心轴线旋转。本发明中,利用一个自动折弯机构对工
用于工件加工的加工系统.pdf
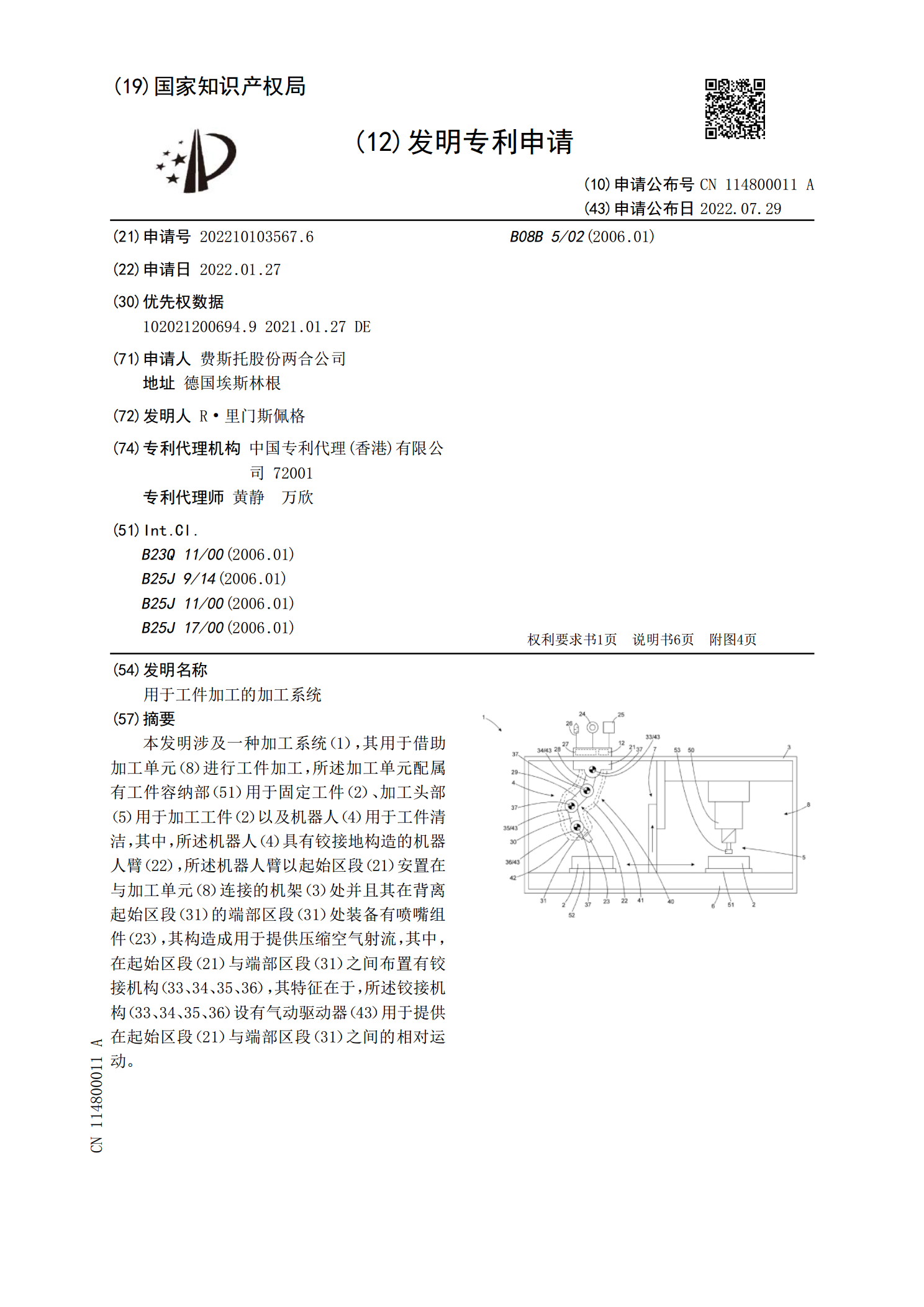
本发明涉及一种加工系统(1),其用于借助加工单元(8)进行工件加工,所述加工单元配属有工件容纳部(51)用于固定工件(2)、加工头部(5)用于加工工件(2)以及机器人(4)用于工件清洁,其中,所述机器人(4)具有铰接地构造的机器人臂(22),所述机器人臂以起始区段(21)安置在与加工单元(8)连接的机架(3)处并且其在背离起始区段(31)的端部区段(31)处装备有喷嘴组件(23),其构造成用于提供压缩空气射流,其中,在起始区段(21)与端部区段(31)之间布置有铰接机构(33、34、35、36),其特征在

焊接加工件合同范本.doc
焊接加工件合同范本合同编号:_______甲方(委托方):_______地址:_______法定代表人:_______联系电话:_______乙方(受托方):_______地址:_______法定代表人:_______联系电话:_______一、合同标的1.1甲方委托乙方加工的焊接件名称:_______1.2加工数量:_______1.3技术标准及要求:_______1.4质量要求:_______二、合同期限2.1本合同自双方签字(或盖章)之日起生效,有效期为_______个月。三、加工费用3.1甲方支付
汽车焊接汽车工件后加工处理系统.pdf
本发明涉及一种汽车焊接汽车工件后加工处理系统,包括支撑系统,支撑系统上部左右两侧分别安装有支撑机构和承载柱体机构,支撑机构上部设有下横向连接机构,下横向连接机构上部安装有多个输送辊轮传动机构,输送辊轮传动机构上部安装有汽车工件,支撑机构左侧上部设有辊轮传动机构支座,辊轮传动机构支座上部安装有多个支撑辊轮传动机构;承载柱体机构左侧安装有下液压机构,下液压机构上部设有下自动伸缩机构,下自动伸缩机构上部设有下连接机构,下连接机构上部左右两侧分别安装有下砂轮和下动力机构。该发明系统能有效地针对焊接汽车工件表面进行