
汽车半浮式半轴余热淬火自动生产线及其淬火工艺.pdf

白真****ng

1/10
2/10

3/10

4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
汽车半浮式半轴余热淬火自动生产线及其淬火工艺.pdf
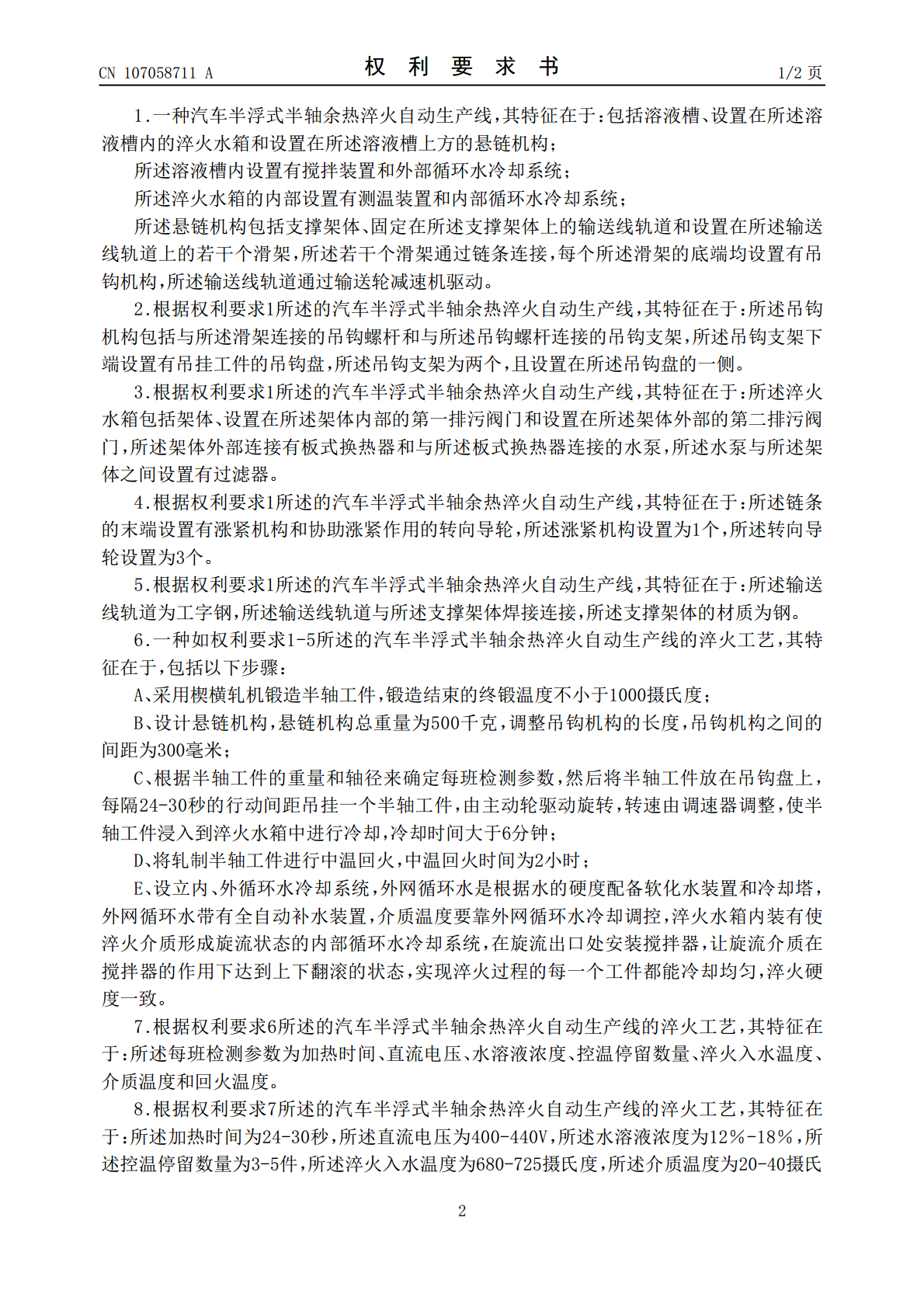
本发明公开了一种汽车半浮式半轴余热淬火自动生产线,包括溶液槽、设置在溶液槽内的淬火水箱和设置在溶液槽上方的悬链机构;溶液槽内设置有搅拌装置和外部循环水冷却系统;淬火水箱的内部设置有测温装置和内部循环水冷却系统;悬链机构包括支撑架体、输送线轨道和设置在输送线轨道上的若干个滑架,若干个滑架通过链条连接,每个滑架的底端均设置有吊钩机构,输送线轨道通过输送轮减速机驱动。本发明保证了锻造结束的终锻温度为1000度以上,手动调速热处理淬火生产线,与锻造生产线有相匹配的生产节拍,连续实现余温淬火,提高了工艺过程的自动化

满足余热淬火工艺的半轴用钢及其制造方法.pdf
本发明一种满足余热淬火工艺的半轴用钢,该钢材的化学成分按质量百分比分别为:C:0.37‑0.43;Si:0.18‑0.35;Mn:0.50‑0.80;P:≤0.020;S:0.020‑0.035;Cr:0.80‑1.00;Ti:0.010‑0.015,余量为Fe及其他不可避免的杂质。本发明还提供一种满足余热淬火工艺的半轴用钢的制造方法,包括包括转炉冶炼、LF精炼、RH精炼、方坯连铸、坯料加热、轧制工序;所述坯料加热工序采用步进式加热炉,加热温度1050‑1200℃,加热时间120‑200min;所述轧制工

微机控制汽车半轴中频淬火工艺.docx
微机控制汽车半轴中频淬火工艺微机控制汽车半轴中频淬火工艺摘要:随着汽车工业的发展,车辆零部件的制造工艺也在不断进步和改进。其中,汽车半轴的制造工艺对于车辆的性能和寿命具有重要影响。本文以微机控制汽车半轴中频淬火工艺为研究对象,探讨了中频淬火技术的原理、工艺参数优化以及微机控制系统的设计和应用等内容。通过对相关文献和国内外研究成果的综述,论文总结了当前中频淬火技术的研究现状和存在的问题,并指出了未来研究的方向和重点。由此可见,微机控制汽车半轴中频淬火工艺在提高半轴性能和延长寿命方面具有重要的应用价值。关键词

半轴的表面淬火.pdf
MaterialsandProcess工程机械第37卷2006年11月材料·!工半轴的表面淬火艺江西新余市长林集团长林机器公司钟翔山钟礼耀"!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"!摘要:针对半轴的多台阶变截面结构,分析了其表面淬火难点。通过对感应加热淬火的分析,提!!!出了采用变参数中频连续淬火方案,经小批量生产验证及切剖检查表明,该方案能得到均匀的淬火!!层,满足设计使用要求,为进一步满足大批量生产需要,在现有设备的条件下,对该法存在的问题提出!!!了改进设想。"!!

一种汽车半轴感应淬火设备.pdf
本发明涉及一种汽车半轴感应淬火设备,包括机架、夹紧装置和感应淬火装置,夹紧装置包括顶压轴、顶压盘以及驱动组件,顶压轴与顶压盘分别转动安装在机架的上下两端,顶压轴与顶压盘之间设有半轴轴向对中装置,对中装置包括对中架、对中滚轮,对中架包括立柱、铰接在立柱上下两端的摆动架以及推动摆动架摆动的气缸,摆动架的一端铰接在立柱的端部,另一端铰接在机架上,摆动架、立柱与机架形成平行四边形连杆机构,位于下方的对中滚轮连接有传动装置,传动装置驱动位于三个对中架上的对中滚轮同步且同向转动。本发明通过设置三个圆周分布的对中架,能