
适用于锥形管件或异形管件焊接的支撑方法.pdf

努力****元恺

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
适用于锥形管件或异形管件焊接的支撑方法.pdf
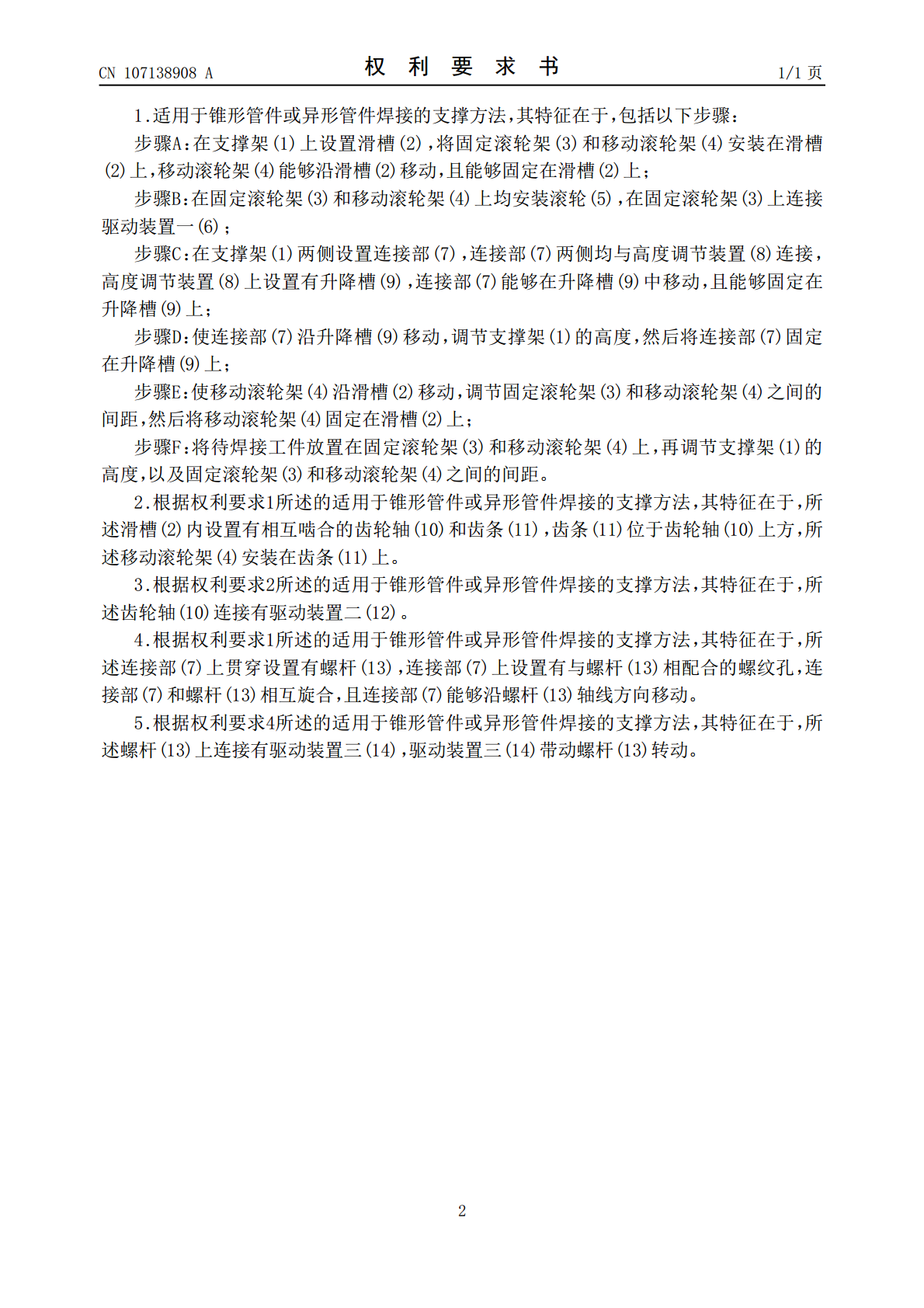
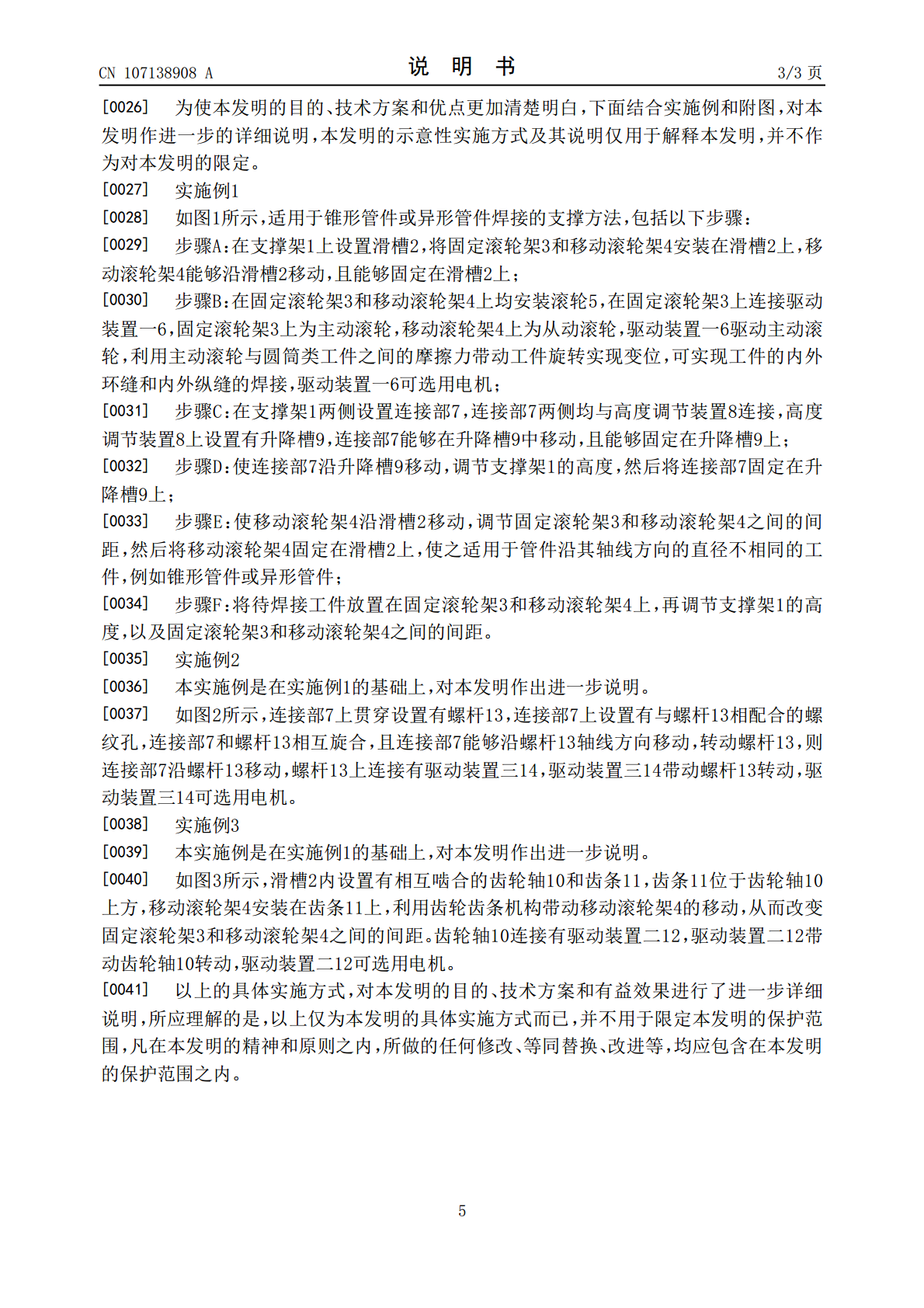
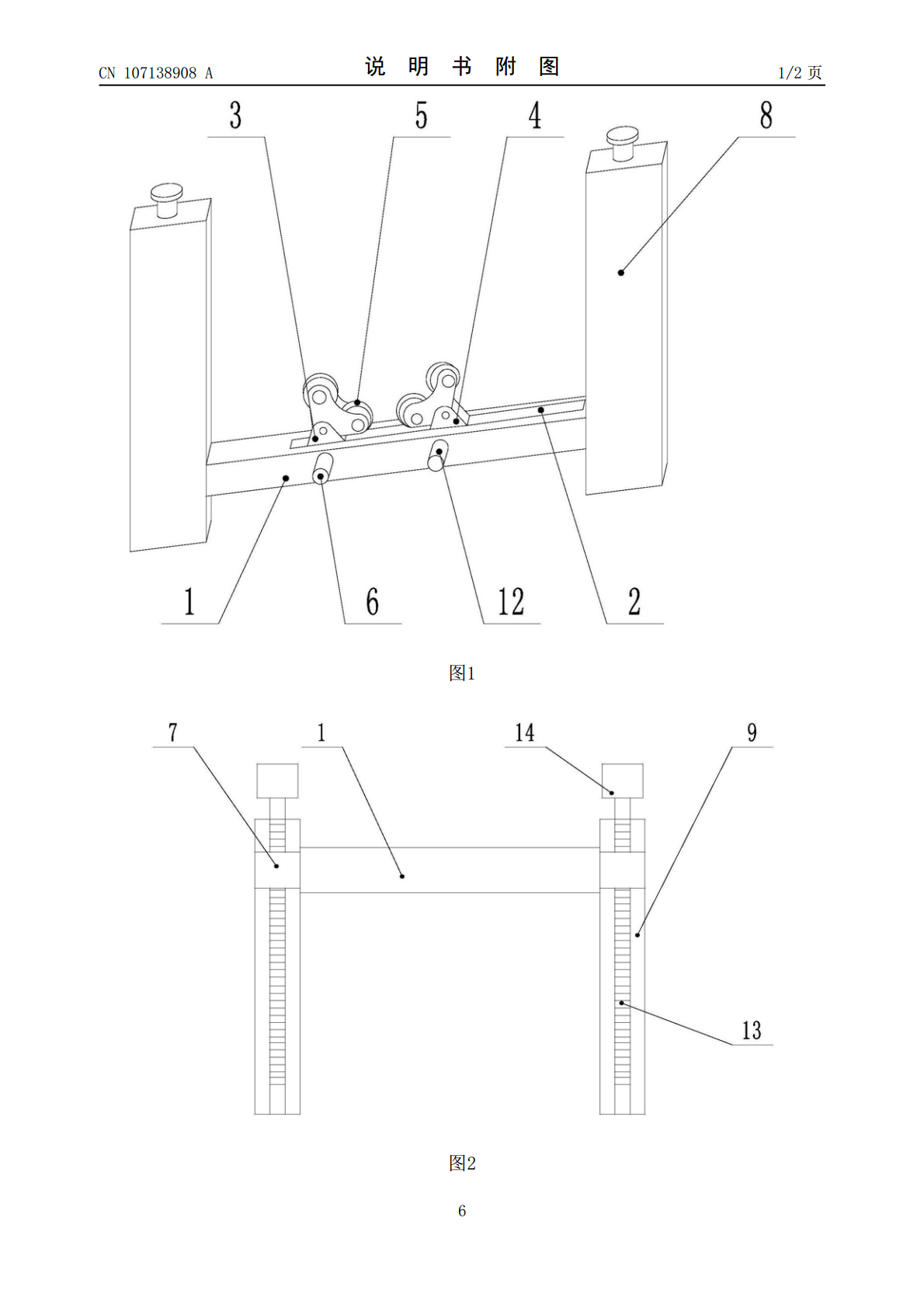
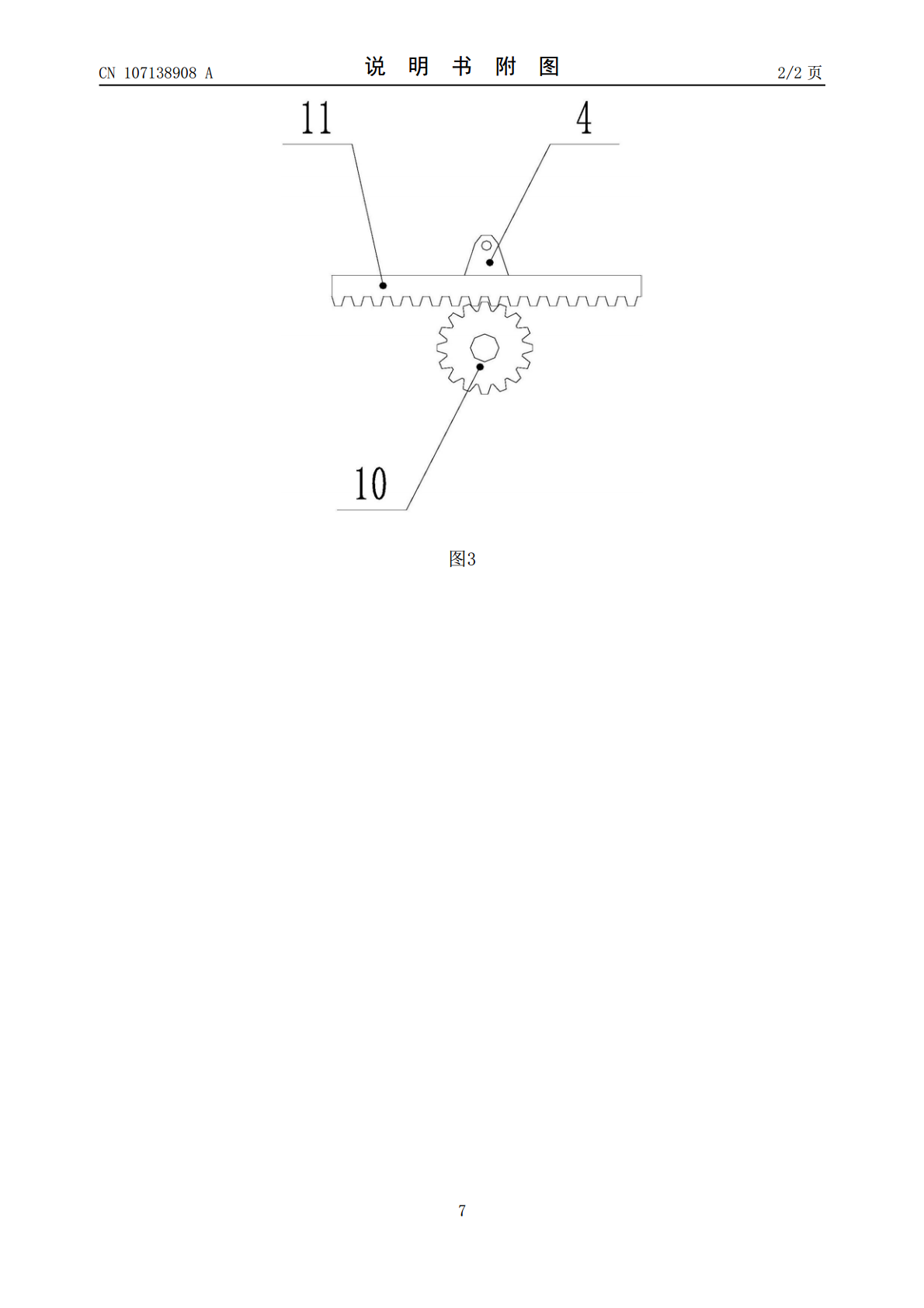
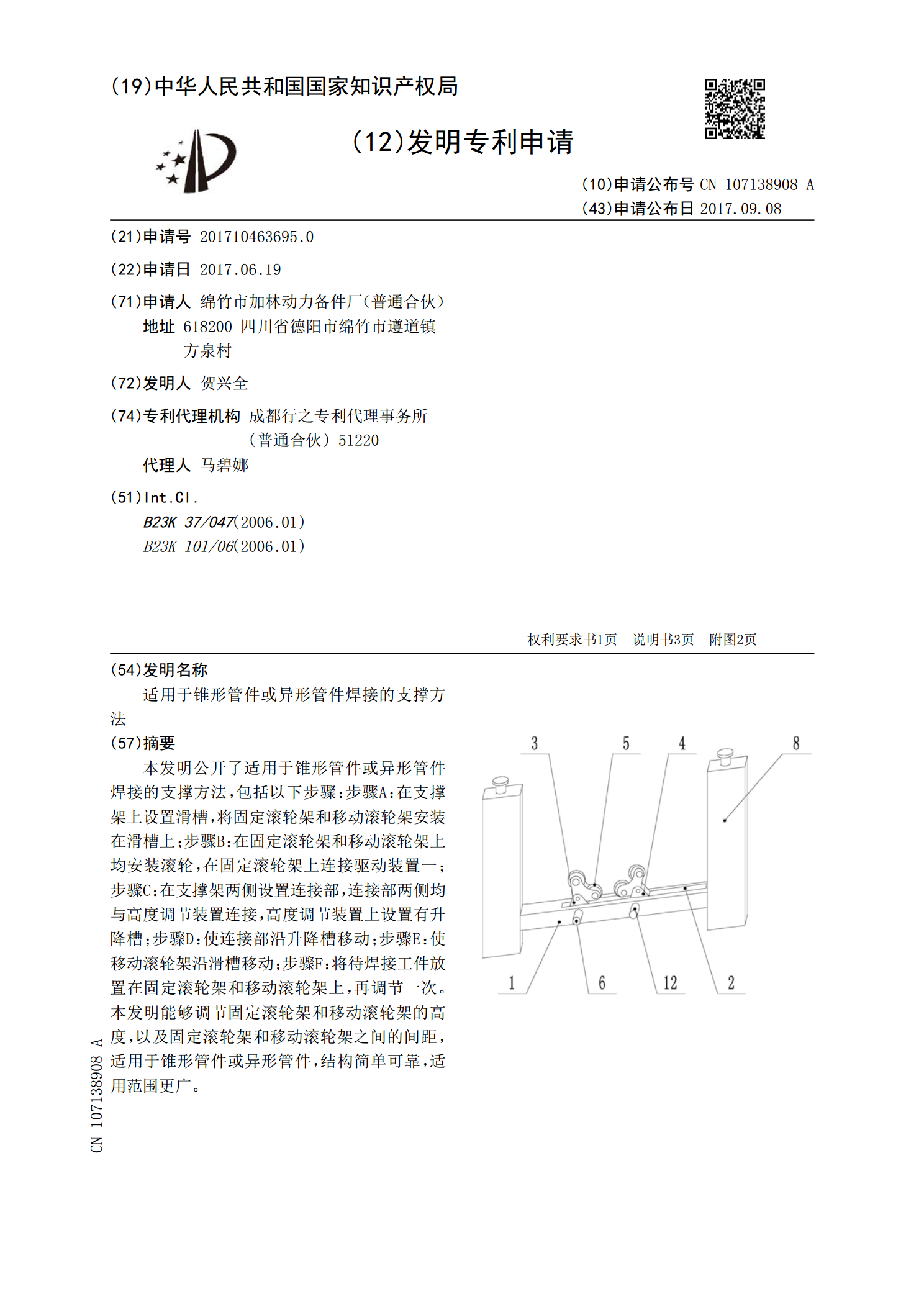
本发明公开了适用于锥形管件或异形管件焊接的支撑方法,包括以下步骤:步骤A:在支撑架上设置滑槽,将固定滚轮架和移动滚轮架安装在滑槽上;步骤B:在固定滚轮架和移动滚轮架上均安装滚轮,在固定滚轮架上连接驱动装置一;步骤C:在支撑架两侧设置连接部,连接部两侧均与高度调节装置连接,高度调节装置上设置有升降槽;步骤D:使连接部沿升降槽移动;步骤E:使移动滚轮架沿滑槽移动;步骤F:将待焊接工件放置在固定滚轮架和移动滚轮架上,再调节一次。本发明能够调节固定滚轮架和移动滚轮架的高度,以及固定滚轮架和移动滚轮架之间的间距,适
用于异形管件焊接的多角度调节夹持装置.pdf
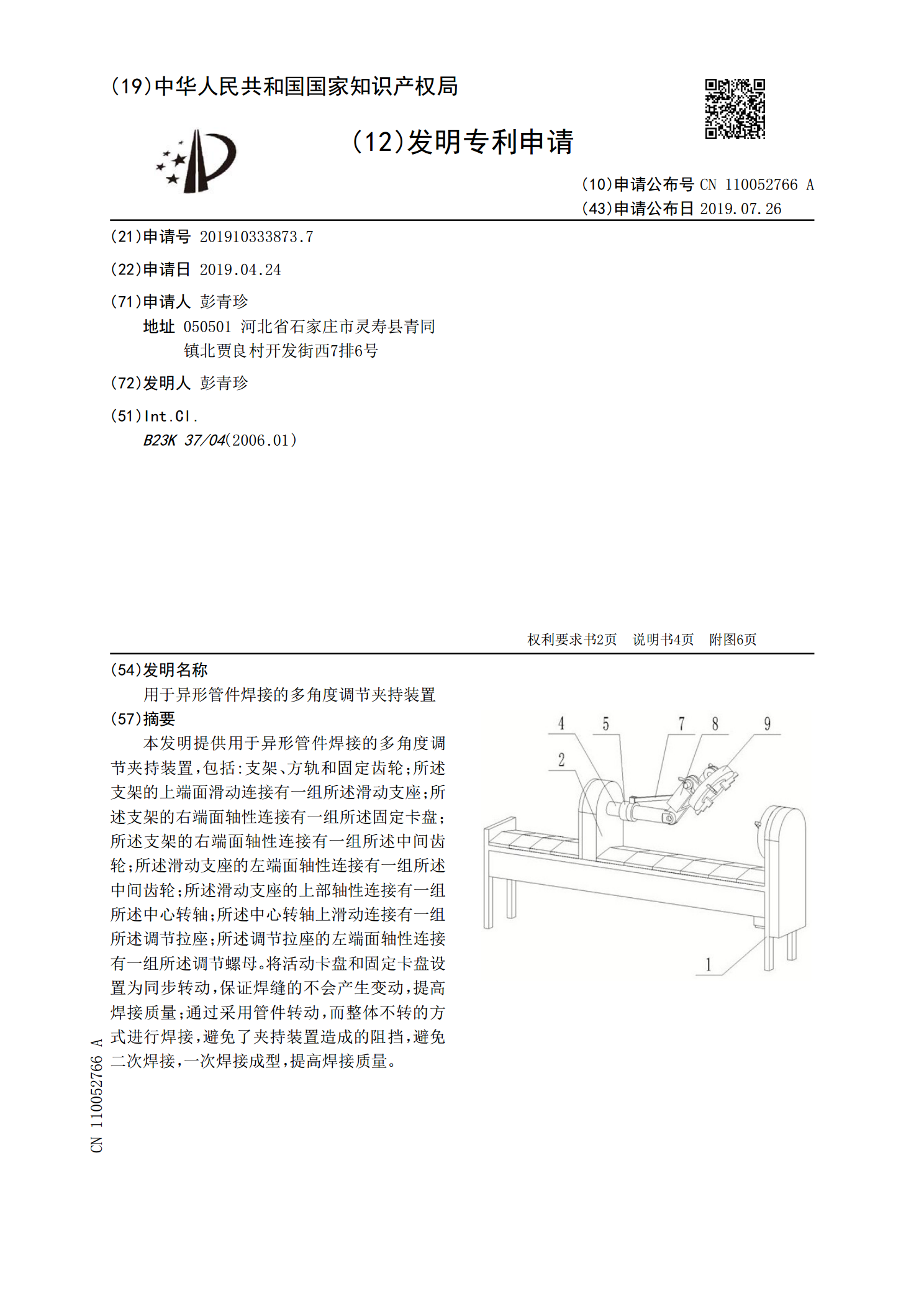
本发明提供用于异形管件焊接的多角度调节夹持装置,包括:支架、方轨和固定齿轮;所述支架的上端面滑动连接有一组所述滑动支座;所述支架的右端面轴性连接有一组所述固定卡盘;所述支架的右端面轴性连接有一组所述中间齿轮;所述滑动支座的左端面轴性连接有一组所述中间齿轮;所述滑动支座的上部轴性连接有一组所述中心转轴;所述中心转轴上滑动连接有一组所述调节拉座;所述调节拉座的左端面轴性连接有一组所述调节螺母。将活动卡盘和固定卡盘设置为同步转动,保证焊缝的不会产生变动,提高焊接质量;通过采用管件转动,而整体不转的方式进行焊接,

短管-法兰及管-管件焊接专机.pdf
本发明涉及一种短管-法兰及管-管件焊接专机,包括动力头和带枪架滚轮架,带枪架滚轮架通过滑轮安装在动力头机架上,动力头前端通过卡盘夹紧工件,带枪架滚轮架前后侧上部分别安装有操作箱和铝型材支架,铝型材支架上固定有横移滑架,横移滑架上安装有伺服十字滑架,伺服十字滑架中的水平滑架上装有转角机构,伺服十字滑架前端通过转臂机构固定焊枪,焊枪通过管线连接控制系统。焊枪可调整轴向和前后的焊接角度,并通过横移滑架和伺服十字滑架实现自动提升和摆动。本发明可以实现对接焊缝和角接焊缝自动焊接,打的填充盖面一次性完成,提升焊接效率

管件焊接装置.pdf
本发明揭示了一种管件焊接装置,包括:壳体、齿圈、齿轮机构、驱动机构以及控制机构;壳体设置有贯穿壳体以收容焊接工件的通孔,通孔的径向一侧设置有开口;齿圈径向一侧设置有与开口相对应的缺口,管件焊接装置还设置有检测开口和缺口是否重合的归位检测机构,归位检测机构与控制机构电性连接,并且在开口与缺口未重合时发送信号给控制机构,然后通过控制机构控制驱动机构驱动齿轮机构转动,进而带动齿圈转动至使开口和缺口重合处。相较于现有技术,本发明管件焊接装置能够在焊接工件焊接完成后自动使得齿圈上的缺口与壳体上的开口重合,从而便于操
大壁厚、小管径管件的焊接方法.pdf
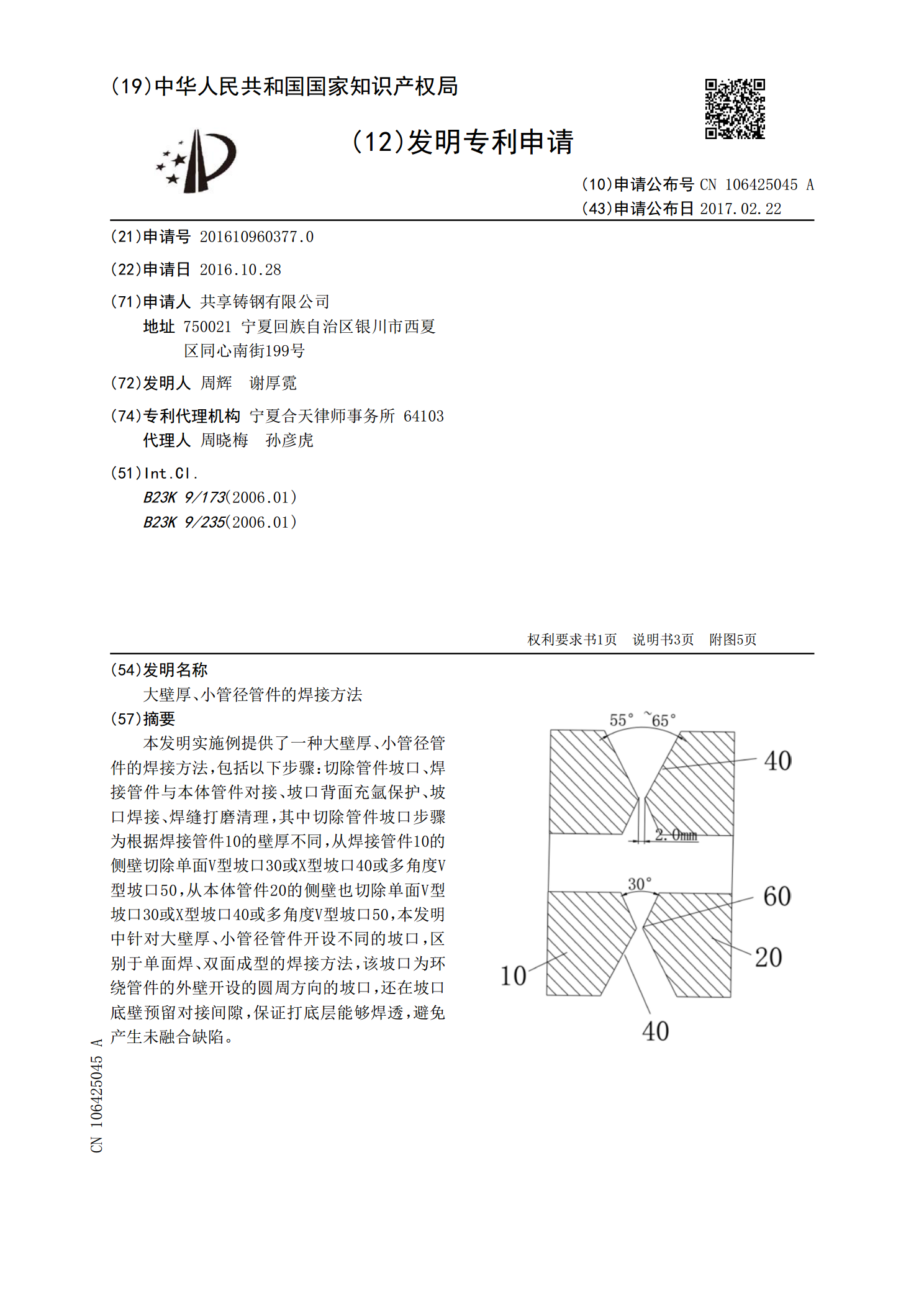
本发明实施例提供了一种大壁厚、小管径管件的焊接方法,包括以下步骤:切除管件坡口、焊接管件与本体管件对接、坡口背面充氩保护、坡口焊接、焊缝打磨清理,其中切除管件坡口步骤为根据焊接管件10的壁厚不同,从焊接管件10的侧壁切除单面V型坡口30或X型坡口40或多角度V型坡口50,从本体管件20的侧壁也切除单面V型坡口30或X型坡口40或多角度V型坡口50,本发明中针对大壁厚、小管径管件开设不同的坡口,区别于单面焊、双面成型的焊接方法,该坡口为环绕管件的外壁开设的圆周方向的坡口,还在坡口底壁预留对接间隙,保证打底层