
大壁厚、小管径管件的焊接方法.pdf

一吃****瀚文


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大壁厚、小管径管件的焊接方法.pdf
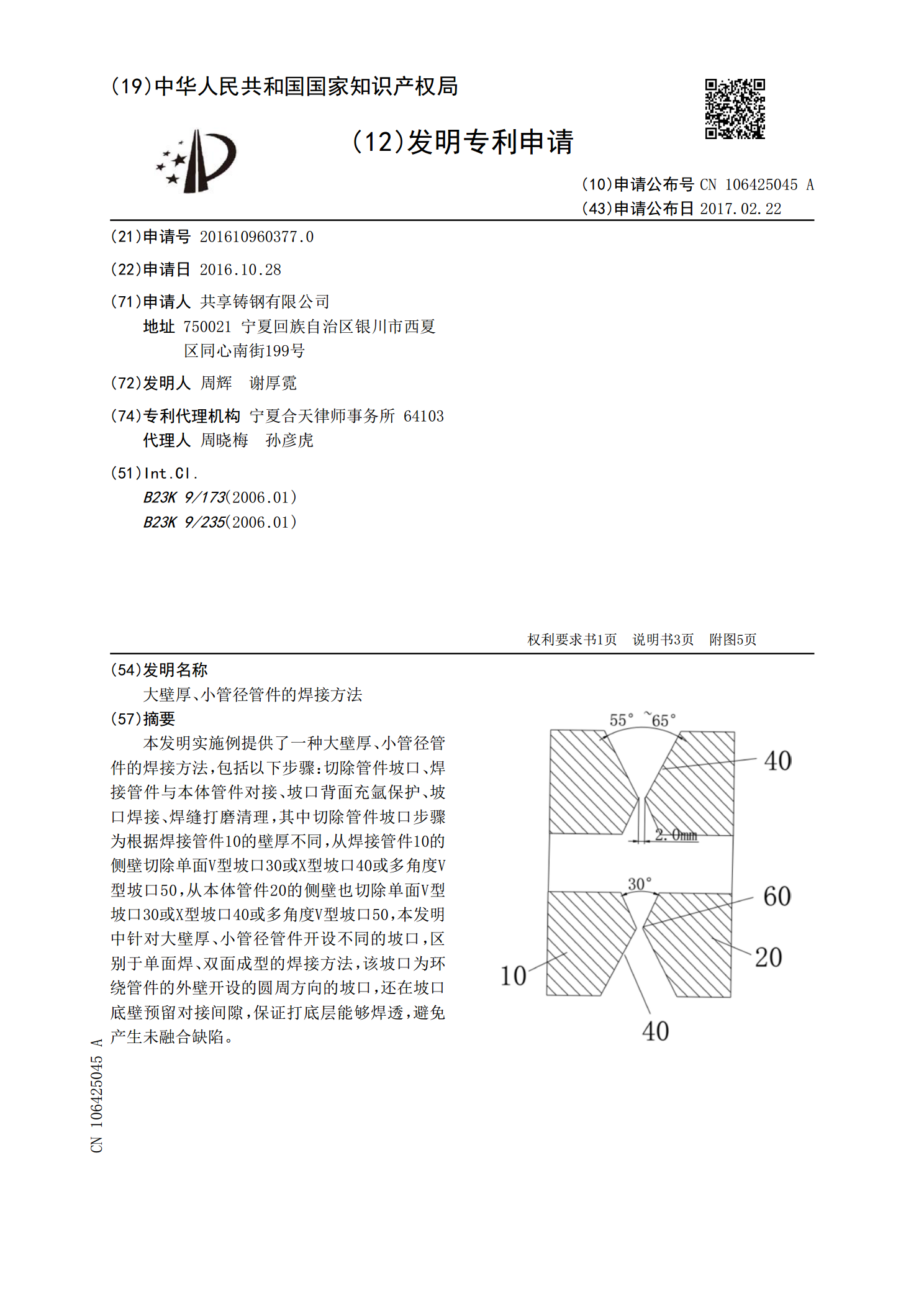
本发明实施例提供了一种大壁厚、小管径管件的焊接方法,包括以下步骤:切除管件坡口、焊接管件与本体管件对接、坡口背面充氩保护、坡口焊接、焊缝打磨清理,其中切除管件坡口步骤为根据焊接管件10的壁厚不同,从焊接管件10的侧壁切除单面V型坡口30或X型坡口40或多角度V型坡口50,从本体管件20的侧壁也切除单面V型坡口30或X型坡口40或多角度V型坡口50,本发明中针对大壁厚、小管径管件开设不同的坡口,区别于单面焊、双面成型的焊接方法,该坡口为环绕管件的外壁开设的圆周方向的坡口,还在坡口底壁预留对接间隙,保证打底层
等径等壁厚管件的热推弯生产方法.pdf
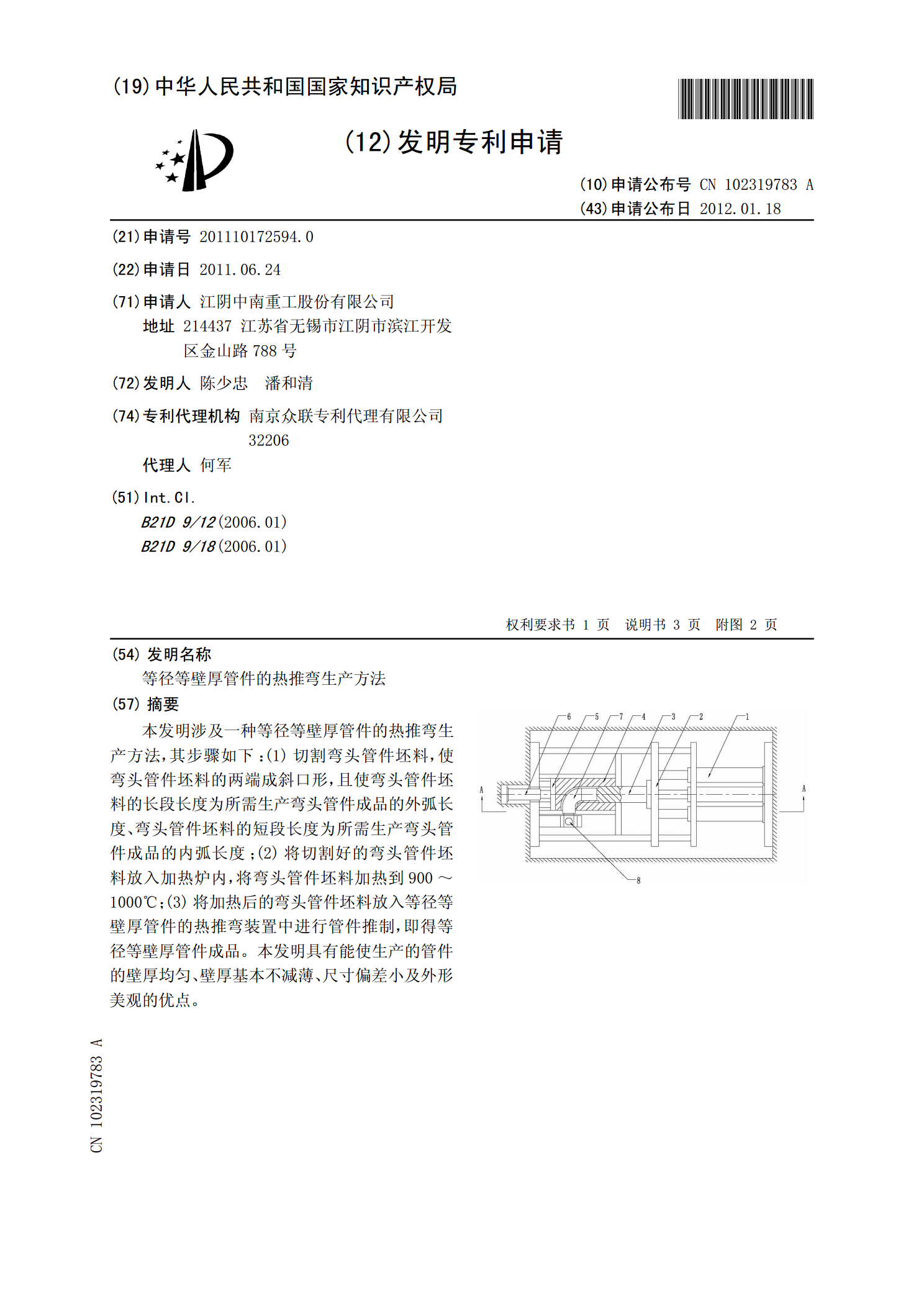
本发明涉及一种等径等壁厚管件的热推弯生产方法,其步骤如下:(1)切割弯头管件坯料,使弯头管件坯料的两端成斜口形,且使弯头管件坯料的长段长度为所需生产弯头管件成品的外弧长度、弯头管件坯料的短段长度为所需生产弯头管件成品的内弧长度;(2)将切割好的弯头管件坯料放入加热炉内,将弯头管件坯料加热到900~1000℃;(3)将加热后的弯头管件坯料放入等径等壁厚管件的热推弯装置中进行管件推制,即得等径等壁厚管件成品。本发明具有能使生产的管件的壁厚均匀、壁厚基本不减薄、尺寸偏差小及外形美观的优点。

小管径、厚壁、高强钢岔管残余应力消除技术.docx
小管径、厚壁、高强钢岔管残余应力消除技术标题:小管径、厚壁、高强钢岔管残余应力消除技术摘要:小管径、厚壁、高强钢岔管在工程设计中被广泛应用,然而,由于制造过程中产生的残余应力,这些管道在使用过程中容易出现失效情况。因此,本文针对小管径、厚壁、高强钢岔管的残余应力问题,从工艺控制、热处理和机械加工等方面提出了一系列消除残余应力的技术,以改善钢岔管的性能和寿命。1.引言2.小管径、厚壁、高强钢岔管的残余应力产生机理3.工艺控制技术3.1冷弯工艺控制3.2焊接工艺控制4.热处理技术4.1退火处理4.2回火处理5

细长厚壁管件的锻造方法.pdf
本发明公开了一种细长厚壁管件的锻造方法,用于制造长度不小于4500mm,外径不小于700mm,壁厚不小于150mm的管件,包括以下步骤:第一步,将钢锭加热到1200±10℃,保温后出炉;采用165MN液压机拔长至□2930±5mm;第二步,拔长后气割分料;第三步,工件回炉加热;采用165MN液压机镦粗,锻造比为1.7;然后使用外径为□500mm的冲头进行冲孔;第四步,工件回炉加热;采用28MN液压机,用外径为□450mm的粗芯棒拔长至完工尺寸的2/3;第五步,工件回炉加热;采用28MN液压机,换用□400

厚壁管侧向感应直缝焊接装置及其方法.pdf
本发明公开了一种厚壁管侧向感应直缝焊接装置,其包括压辊、数控操作台、支撑架、端盖、液压缸、局部感应加热装置、红外测温仪、盘形感应线圈、机架、液压顶升装置、液压伸缩臂、支撑轴、边缘加热模块以及联轴块;本发明提供了一种厚壁管侧向感应直缝焊接方法,通过接有导磁体的感应线圈对厚壁管焊接间隙上下两侧进行预热和控制液压缸的轴向伸缩来控制局部感应线圈位置,对焊缝侧壁低温部位进行补热;本发明通过横向磁通加热,有效控制了加热范围和效率,以配有导磁体的线圈对低温部位进行补热,解决了边界效应所引发的焊接面温度不均的情况,能极大