
一种冰箱压缩机用储液器及其制造方法.pdf

玉军****la

1/10
2/10

3/10

4/10

5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种冰箱压缩机用储液器及其制造方法.pdf
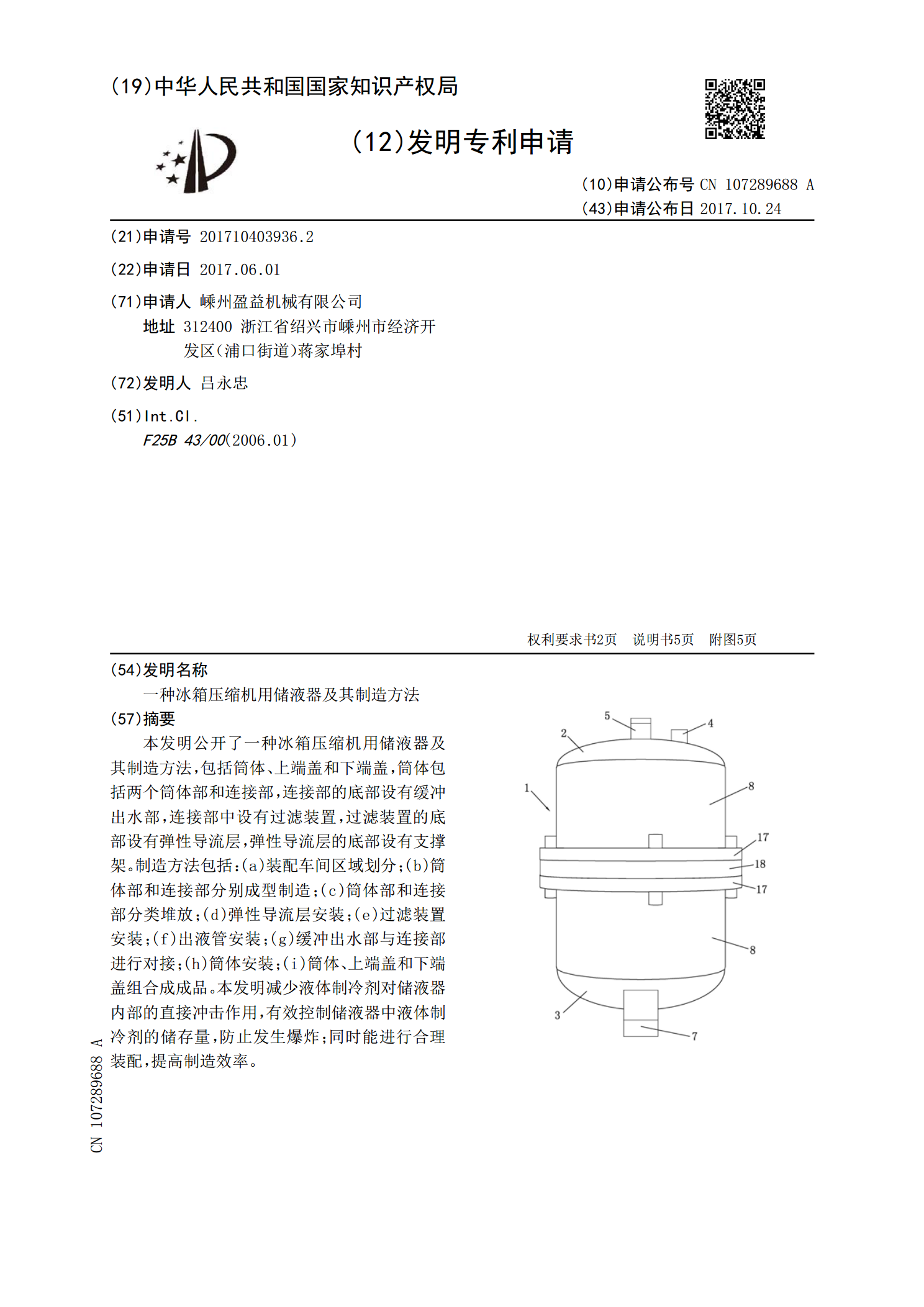
本发明公开了一种冰箱压缩机用储液器及其制造方法,包括筒体、上端盖和下端盖,筒体包括两个筒体部和连接部,连接部的底部设有缓冲出水部,连接部中设有过滤装置,过滤装置的底部设有弹性导流层,弹性导流层的底部设有支撑架。制造方法包括:(a)装配车间区域划分;(b)筒体部和连接部分别成型制造;(c)筒体部和连接部分类堆放;(d)弹性导流层安装;(e)过滤装置安装;(f)出液管安装;(g)缓冲出水部与连接部进行对接;(h)筒体安装;(i)筒体、上端盖和下端盖组合成成品。本发明减少液体制冷剂对储液器内部的直接冲击作用,有
一种空调/冰箱用储液器组件及其制造工艺.pdf
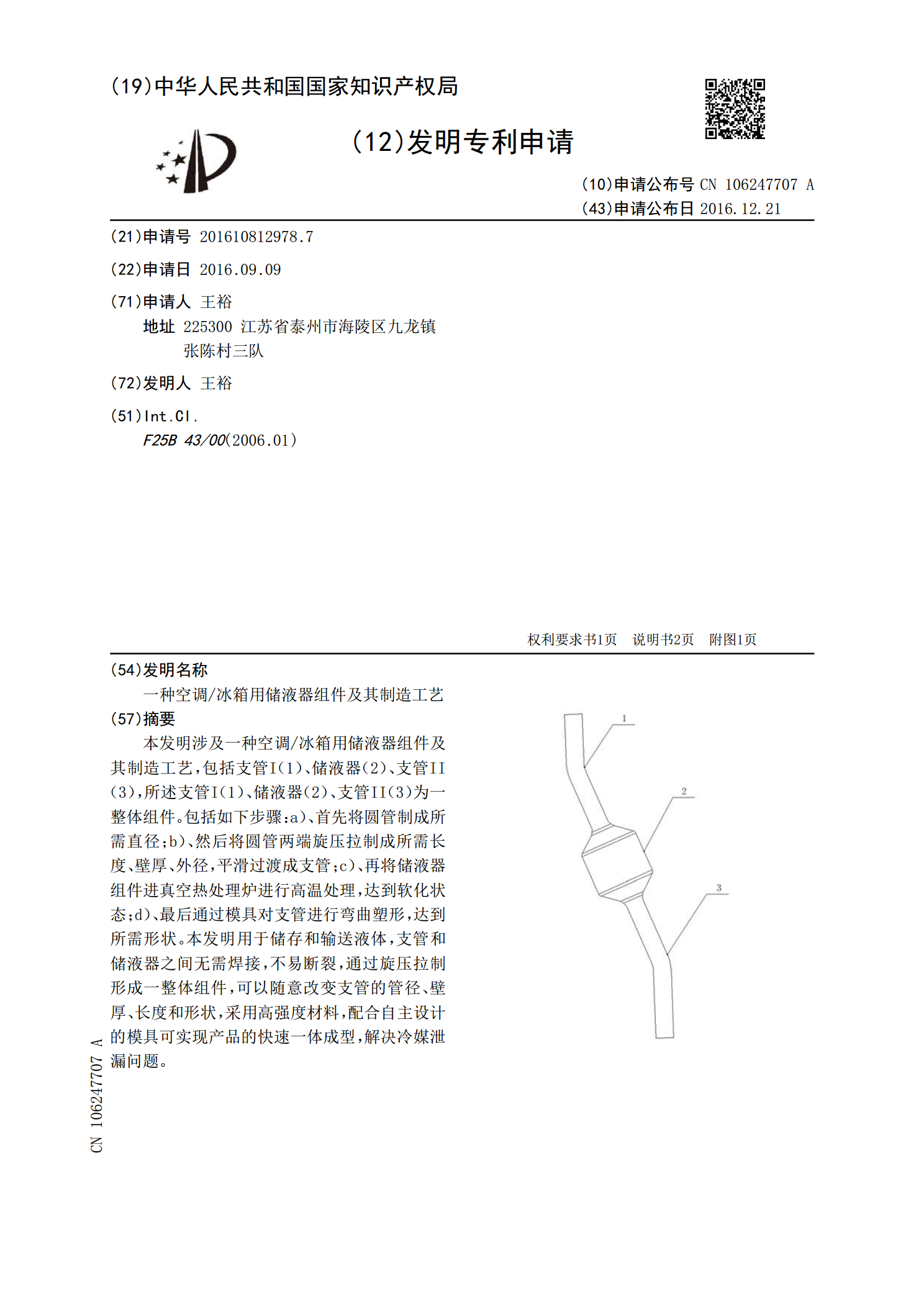
本发明涉及一种空调/冰箱用储液器组件及其制造工艺,包括支管I(1)、储液器(2)、支管II(3),所述支管I(1)、储液器(2)、支管II(3)为一整体组件。包括如下步骤:a)、首先将圆管制成所需直径;b)、然后将圆管两端旋压拉制成所需长度、壁厚、外径,平滑过渡成支管;c)、再将储液器组件进真空热处理炉进行高温处理,达到软化状态;d)、最后通过模具对支管进行弯曲塑形,达到所需形状。本发明用于储存和输送液体,支管和储液器之间无需焊接,不易断裂,通过旋压拉制形成一整体组件,可以随意改变支管的管径、壁厚、长度和
一种冰箱用降噪储液器.pdf
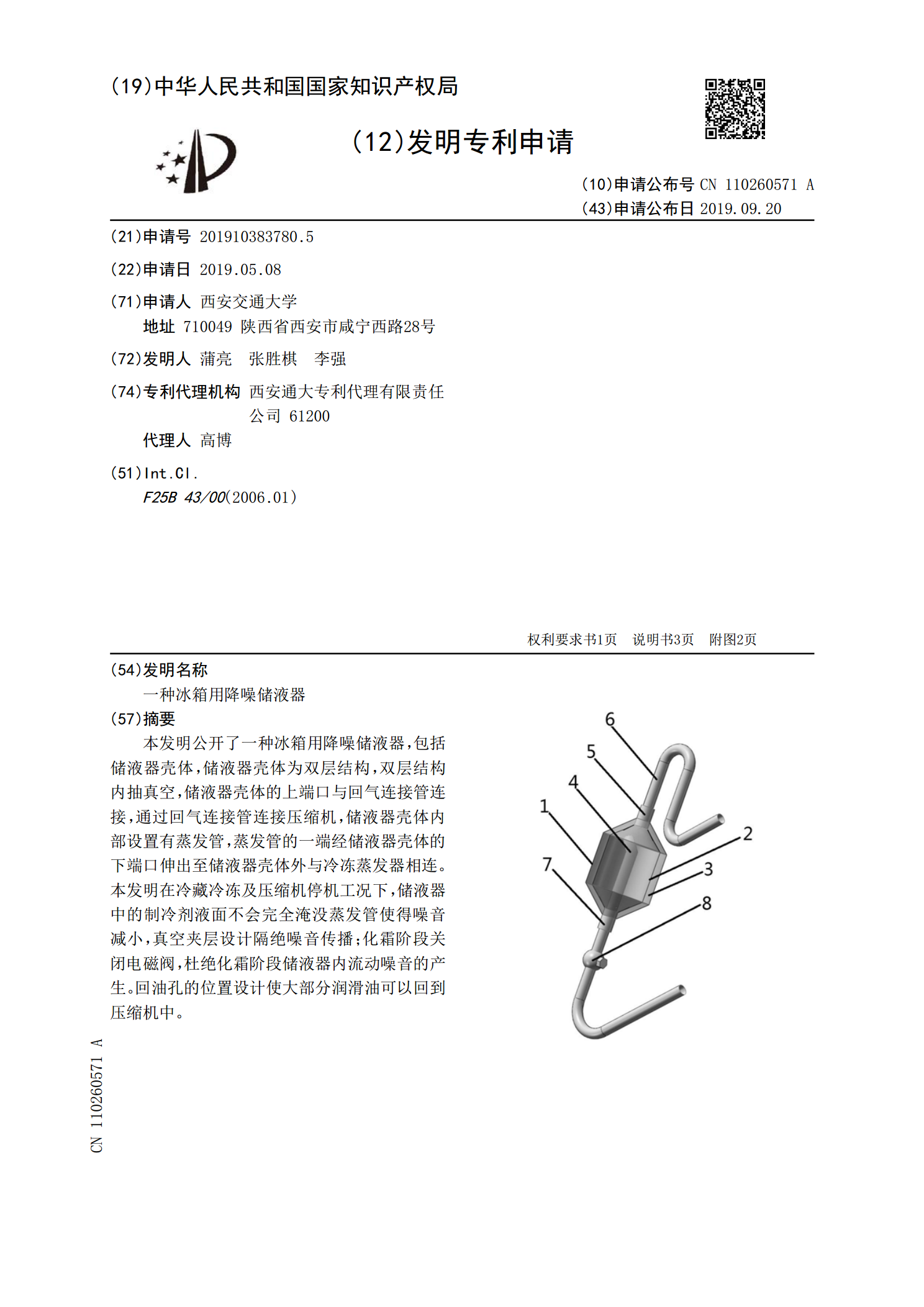
本发明公开了一种冰箱用降噪储液器,包括储液器壳体,储液器壳体为双层结构,双层结构内抽真空,储液器壳体的上端口与回气连接管连接,通过回气连接管连接压缩机,储液器壳体内部设置有蒸发管,蒸发管的一端经储液器壳体的下端口伸出至储液器壳体外与冷冻蒸发器相连。本发明在冷藏冷冻及压缩机停机工况下,储液器中的制冷剂液面不会完全淹没蒸发管使得噪音减小,真空夹层设计隔绝噪音传播;化霜阶段关闭电磁阀,杜绝化霜阶段储液器内流动噪音的产生。回油孔的位置设计使大部分润滑油可以回到压缩机中。
连接组件、储液器、连接组件的制造方法及储液器的制造方法.pdf
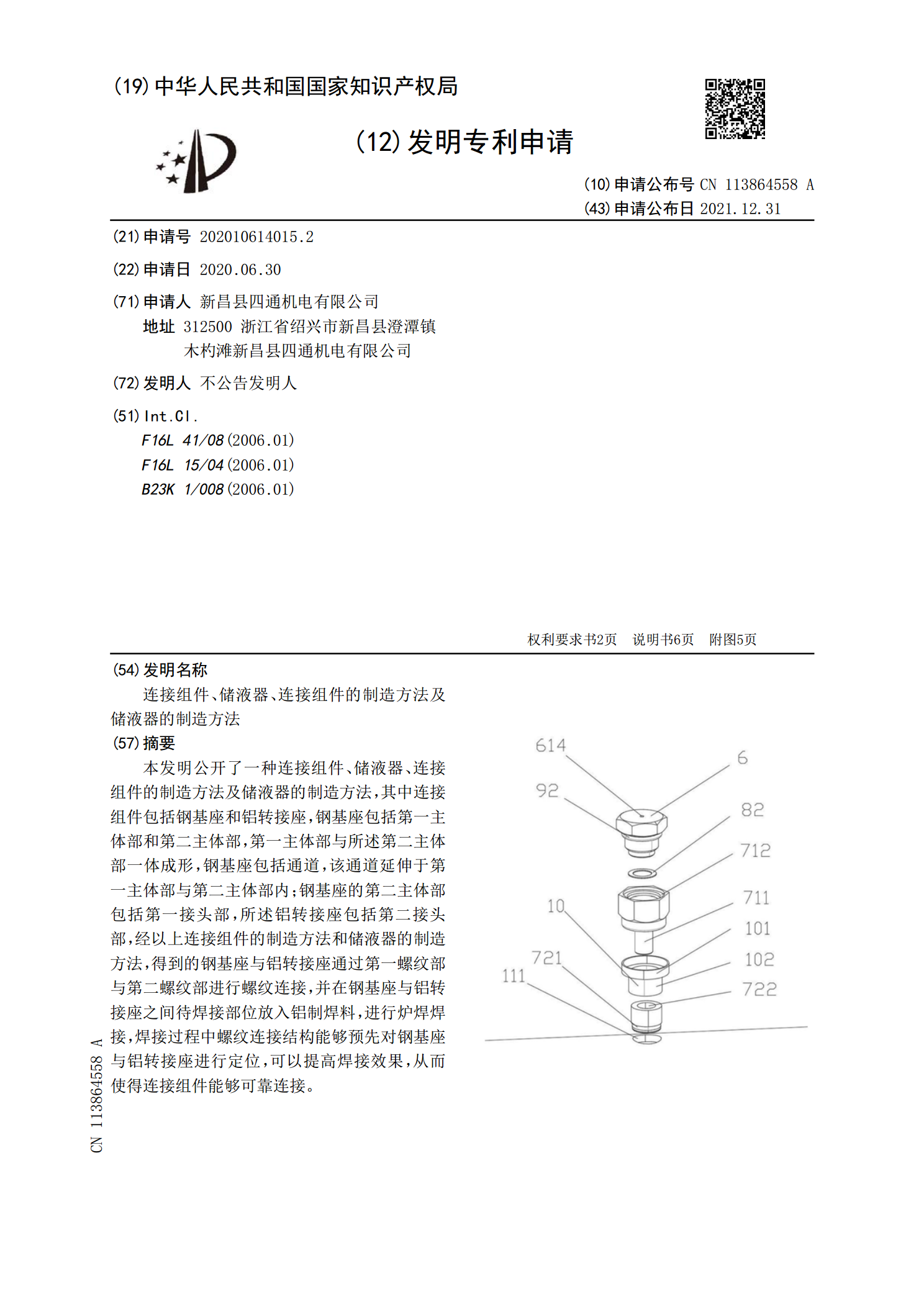
本发明公开了一种连接组件、储液器、连接组件的制造方法及储液器的制造方法,其中连接组件包括钢基座和铝转接座,钢基座包括第一主体部和第二主体部,第一主体部与所述第二主体部一体成形,钢基座包括通道,该通道延伸于第一主体部与第二主体部内;钢基座的第二主体部包括第一接头部,所述铝转接座包括第二接头部,经以上连接组件的制造方法和储液器的制造方法,得到的钢基座与铝转接座通过第一螺纹部与第二螺纹部进行螺纹连接,并在钢基座与铝转接座之间待焊接部位放入铝制焊料,进行炉焊焊接,焊接过程中螺纹连接结构能够预先对钢基座与铝转接座进
冷凝器储液干燥器及其制造方法.pdf
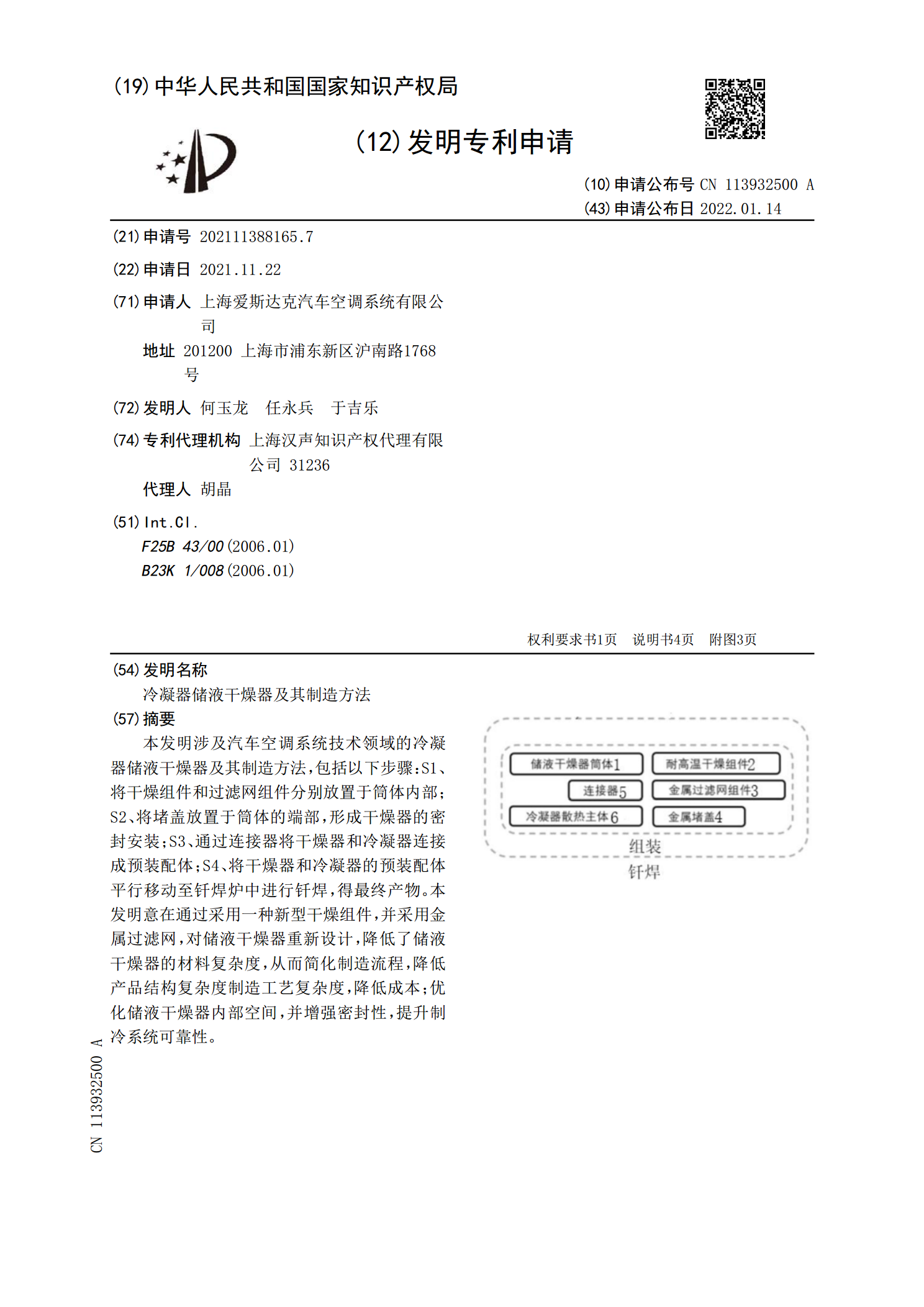
本发明涉及汽车空调系统技术领域的冷凝器储液干燥器及其制造方法,包括以下步骤:S1、将干燥组件和过滤网组件分别放置于筒体内部;S2、将堵盖放置于筒体的端部,形成干燥器的密封安装;S3、通过连接器将干燥器和冷凝器连接成预装配体;S4、将干燥器和冷凝器的预装配体平行移动至钎焊炉中进行钎焊,得最终产物。本发明意在通过采用一种新型干燥组件,并采用金属过滤网,对储液干燥器重新设计,降低了储液干燥器的材料复杂度,从而简化制造流程,降低产品结构复杂度制造工艺复杂度,降低成本;优化储液干燥器内部空间,并增强密封性,提升制冷