
一种涡轮铸件浇注专用装置.pdf

一条****涛k


1/6
2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种涡轮铸件浇注专用装置.pdf
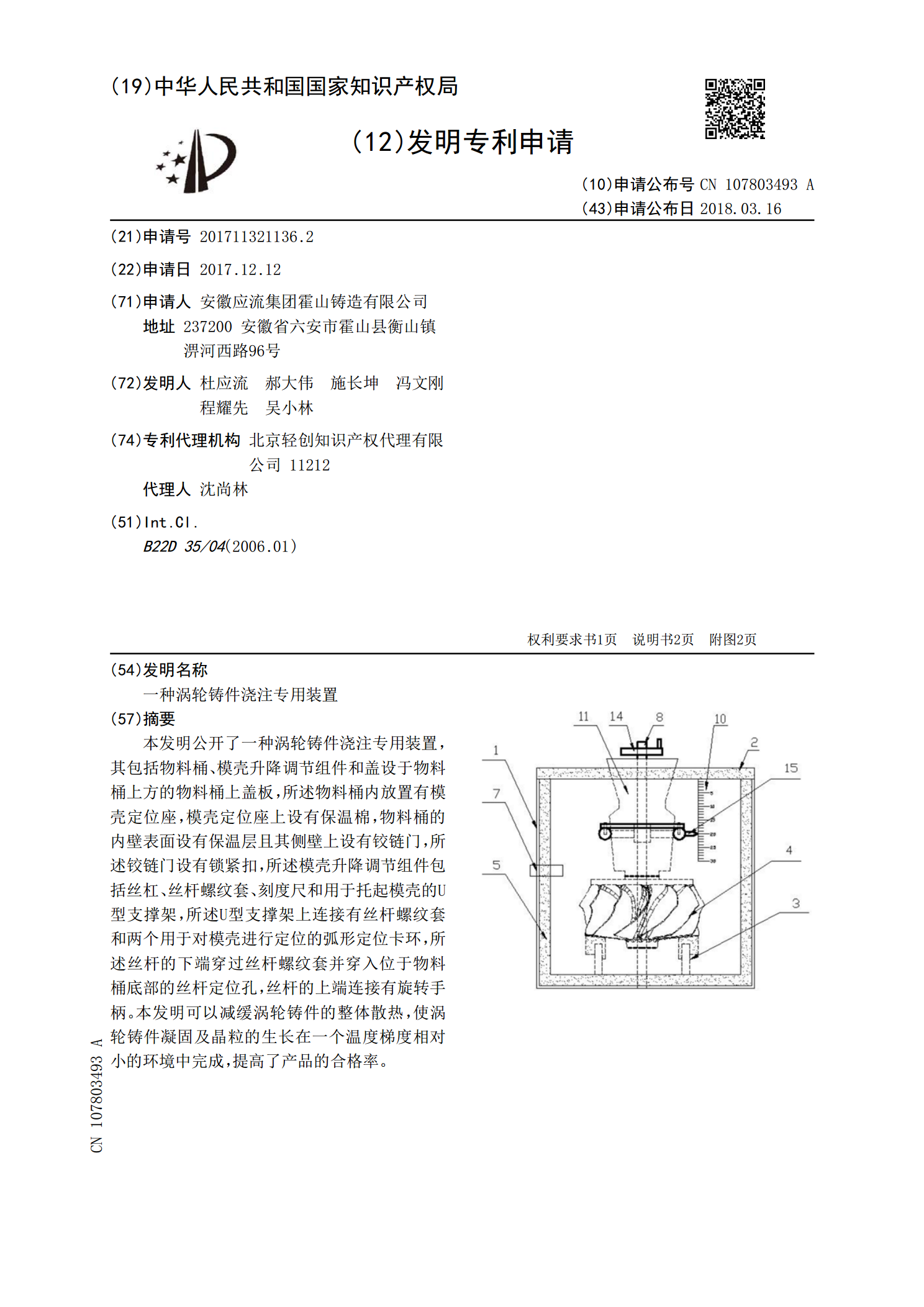
本发明公开了一种涡轮铸件浇注专用装置,其包括物料桶、模壳升降调节组件和盖设于物料桶上方的物料桶上盖板,所述物料桶内放置有模壳定位座,模壳定位座上设有保温棉,物料桶的内壁表面设有保温层且其侧壁上设有铰链门,所述铰链门设有锁紧扣,所述模壳升降调节组件包括丝杠、丝杆螺纹套、刻度尺和用于托起模壳的U型支撑架,所述U型支撑架上连接有丝杆螺纹套和两个用于对模壳进行定位的弧形定位卡环,所述丝杆的下端穿过丝杆螺纹套并穿入位于物料桶底部的丝杆定位孔,丝杆的上端连接有旋转手柄。本发明可以减缓涡轮铸件的整体散热,使涡轮铸件凝固
一种铸件浇注装置及浇注成型工艺.pdf
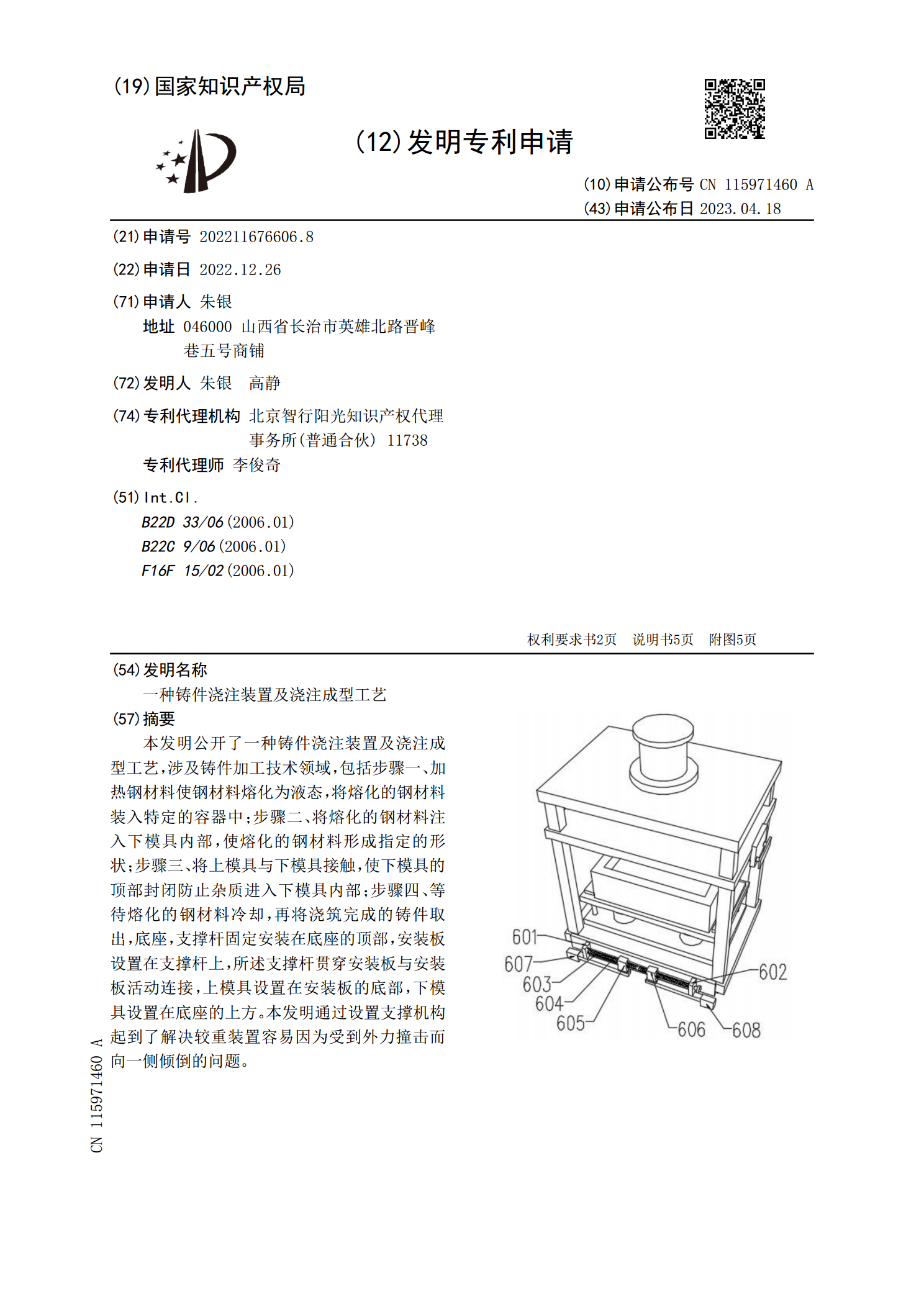
本发明公开了一种铸件浇注装置及浇注成型工艺,涉及铸件加工技术领域,包括步骤一、加热钢材料使钢材料熔化为液态,将熔化的钢材料装入特定的容器中;步骤二、将熔化的钢材料注入下模具内部,使熔化的钢材料形成指定的形状;步骤三、将上模具与下模具接触,使下模具的顶部封闭防止杂质进入下模具内部;步骤四、等待熔化的钢材料冷却,再将浇筑完成的铸件取出,底座,支撑杆固定安装在底座的顶部,安装板设置在支撑杆上,所述支撑杆贯穿安装板与安装板活动连接,上模具设置在安装板的底部,下模具设置在底座的上方。本发明通过设置支撑机构起到了解决

一种铸件用浇注装置.pdf
本实用新型涉及铸件加工设备技术领域,且公开了一种铸件用浇注装置,包括浇铸桶,所述浇铸桶侧部可拆卸安装有架叉,所述浇铸桶两侧安装有固定耳,所述架叉包括连接板、握把、插条和卡钩,所述插条和所述握把分别连接在所述连接板的两端,所述卡钩安装在所述插条的端部,所述插条与所述固定耳穿插连接,所述卡钩与所述固定耳卡合,架叉与浇铸桶可拆卸连接,架叉的插条与固定耳穿插,插孔是倾斜的,将架叉倾斜插入固定耳,然后将架叉摆正上提,使得卡钩与固定耳的外壁接触,此时浇铸桶被架叉架起,且保持固定不会滑落,从而使得浇铸桶倾斜将铁水钢液导
铸件浇注装置及浇注成型工艺.pdf
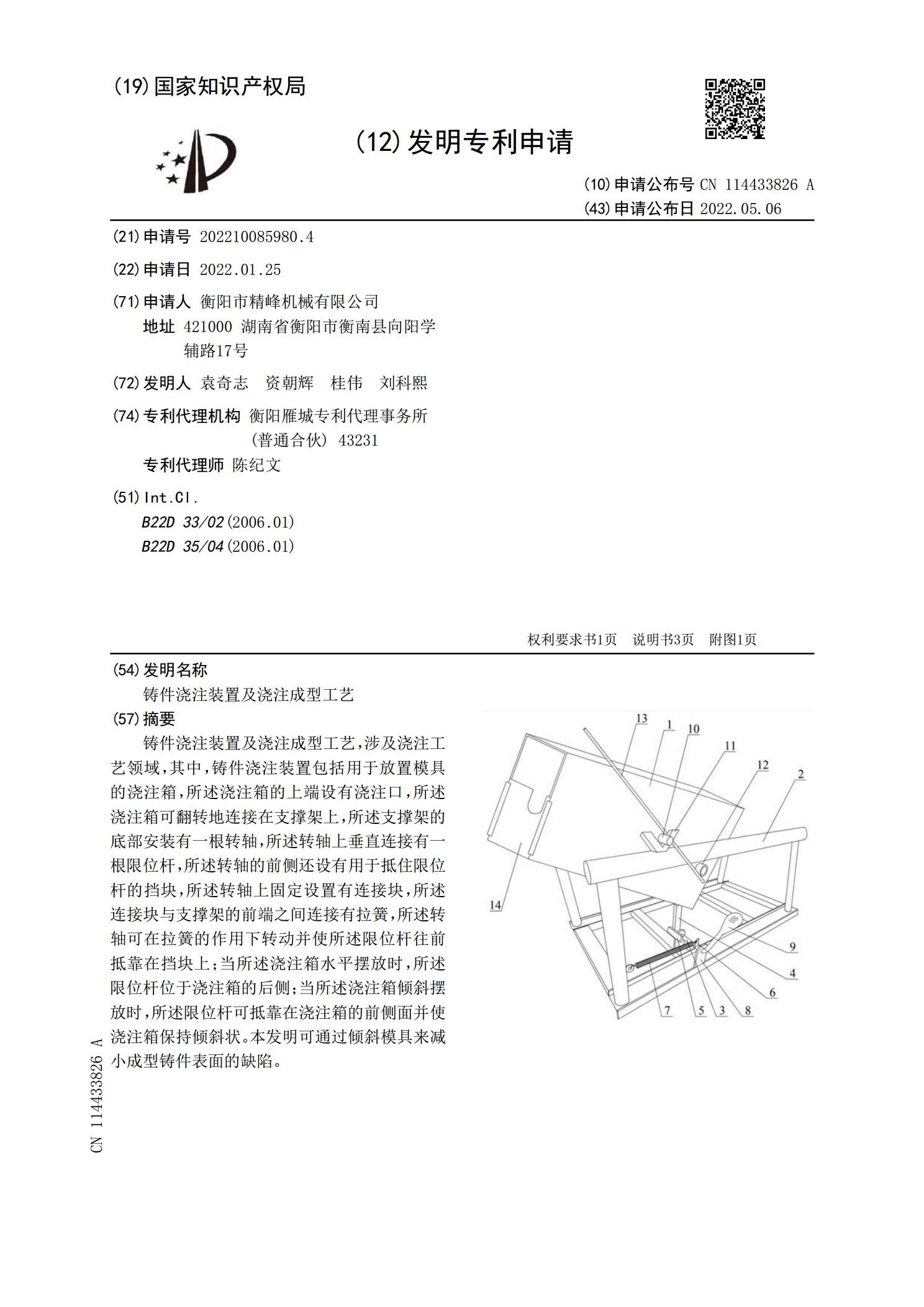
铸件浇注装置及浇注成型工艺,涉及浇注工艺领域,其中,铸件浇注装置包括用于放置模具的浇注箱,所述浇注箱的上端设有浇注口,所述浇注箱可翻转地连接在支撑架上,所述支撑架的底部安装有一根转轴,所述转轴上垂直连接有一根限位杆,所述转轴的前侧还设有用于抵住限位杆的挡块,所述转轴上固定设置有连接块,所述连接块与支撑架的前端之间连接有拉簧,所述转轴可在拉簧的作用下转动并使所述限位杆往前抵靠在挡块上;当所述浇注箱水平摆放时,所述限位杆位于浇注箱的后侧;当所述浇注箱倾斜摆放时,所述限位杆可抵靠在浇注箱的前侧面并使浇注箱保持倾
一种用于特种铜材铸件铸造的浇注装置.pdf
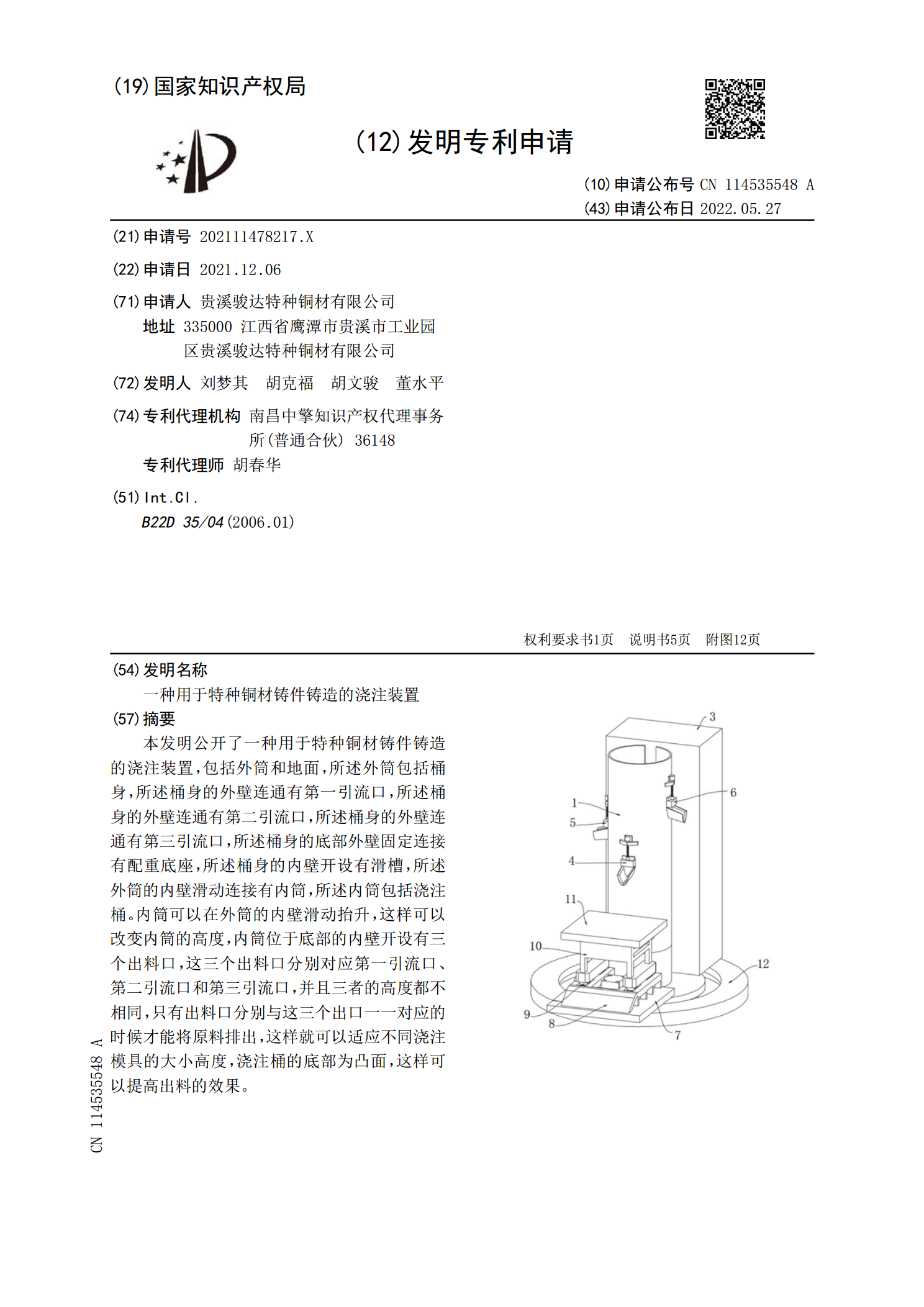
本发明公开了一种用于特种铜材铸件铸造的浇注装置,包括外筒和地面,所述外筒包括桶身,所述桶身的外壁连通有第一引流口,所述桶身的外壁连通有第二引流口,所述桶身的外壁连通有第三引流口,所述桶身的底部外壁固定连接有配重底座,所述桶身的内壁开设有滑槽,所述外筒的内壁滑动连接有内筒,所述内筒包括浇注桶。内筒可以在外筒的内壁滑动抬升,这样可以改变内筒的高度,内筒位于底部的内壁开设有三个出料口,这三个出料口分别对应第一引流口、第二引流口和第三引流口,并且三者的高度都不相同,只有出料口分别与这三个出口一一对应的时候才能将原