
一种机箱顶升定位装置.pdf

代瑶****zy

1/9
2/9
3/9

4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种机箱顶升定位装置.pdf
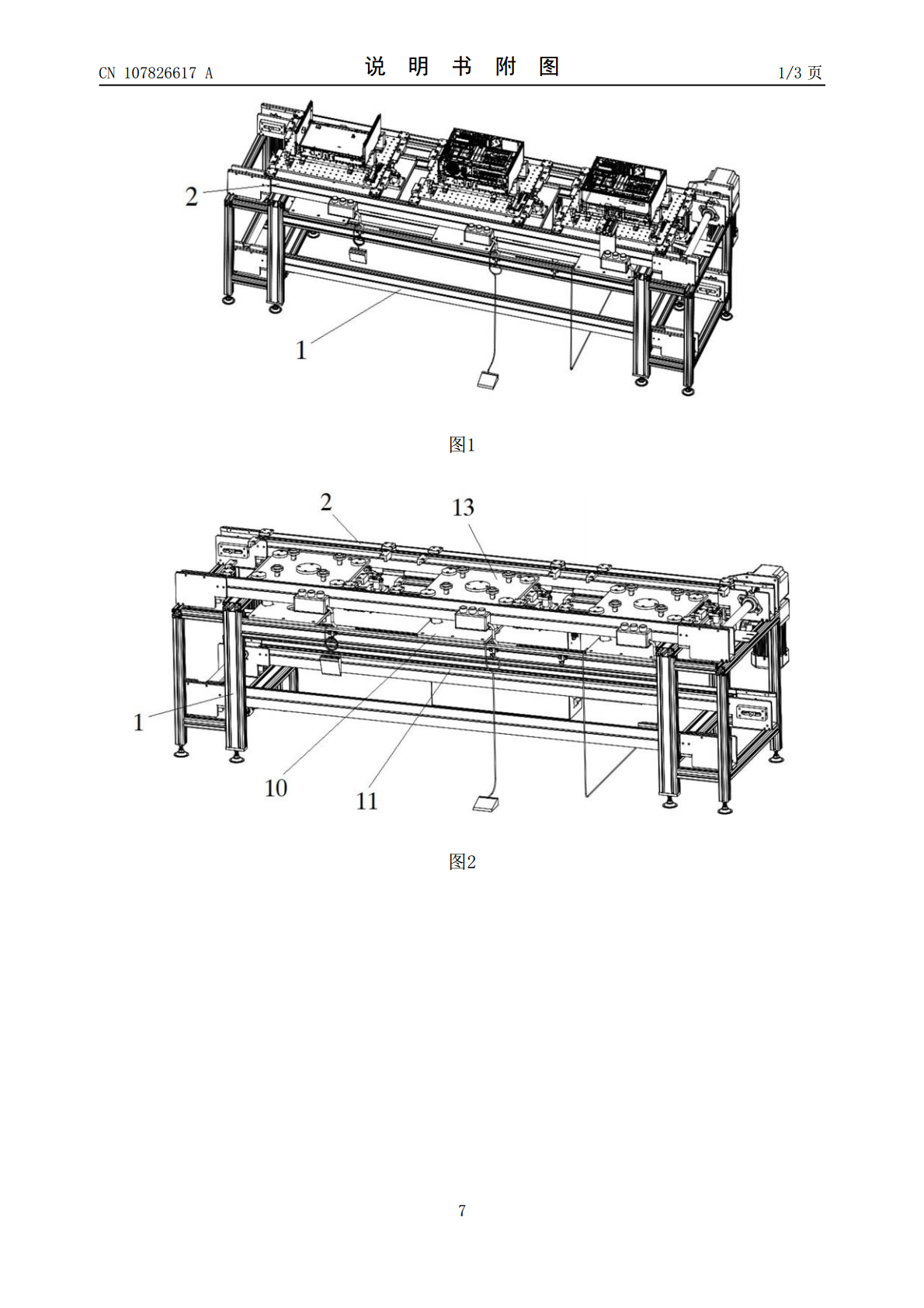
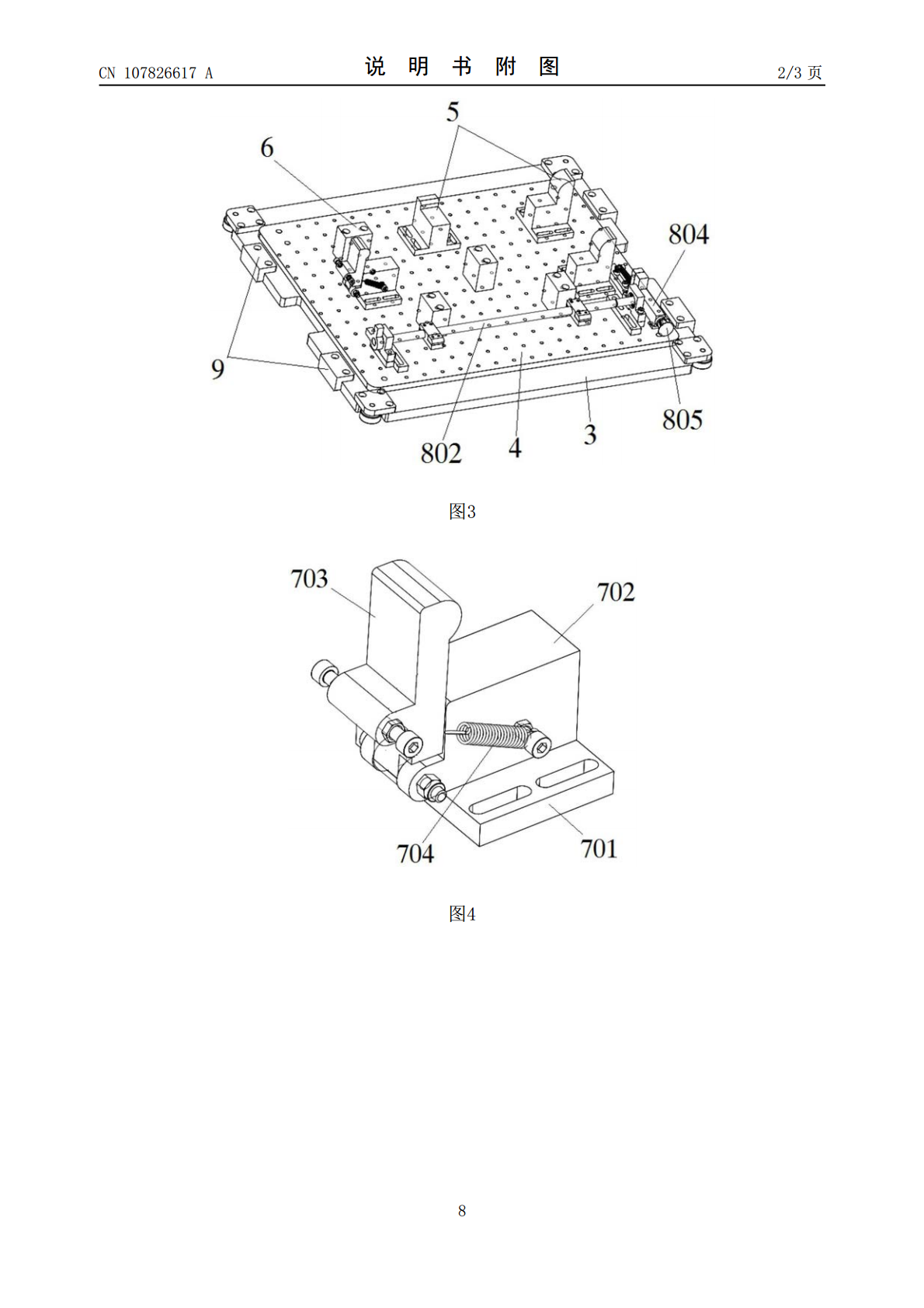
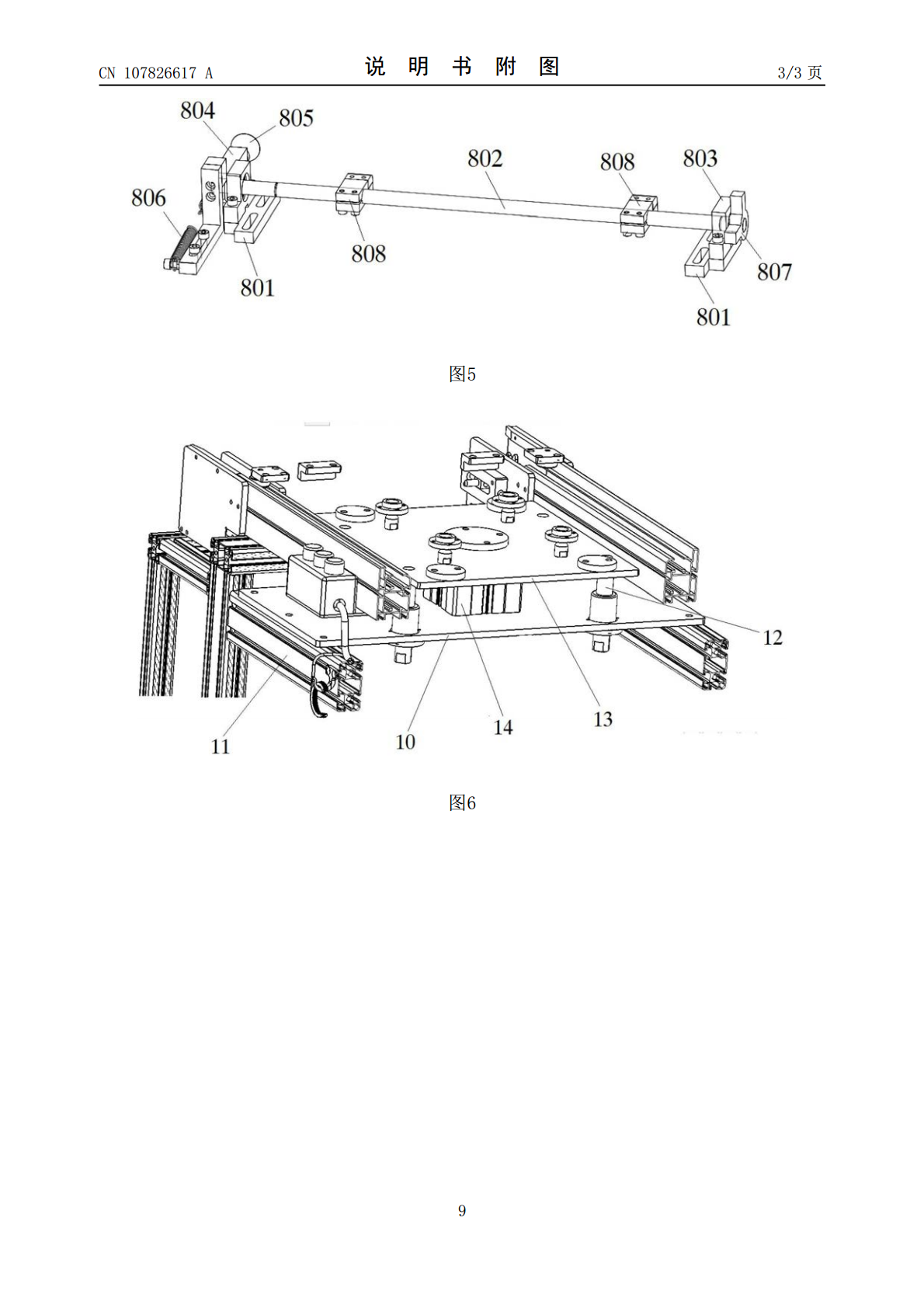
本发明公开了一种机箱顶升定位装置,包括机箱线体,机箱线体上端设有两条平行设置的倍速链,两条倍速链之间设有多个机箱工装板,机箱工装板能够沿倍速链移动,机箱工装板上端端面上固定有载具,载具上设有用于固定机箱的主板固定机构,机箱工装板的下端端面设有用于顶升机箱工装板的顶升机构,顶升机构固定在支撑板上,支撑板的两端固定在支撑架上,支撑架的两端固定在机箱线体上。该装置机箱固定位置稳定性好,通过顶升机构和主板固定机构之间的协同作用达到稳定地固定机箱的目的,降低产品次品率。
一种视觉定位顶升装置.pdf
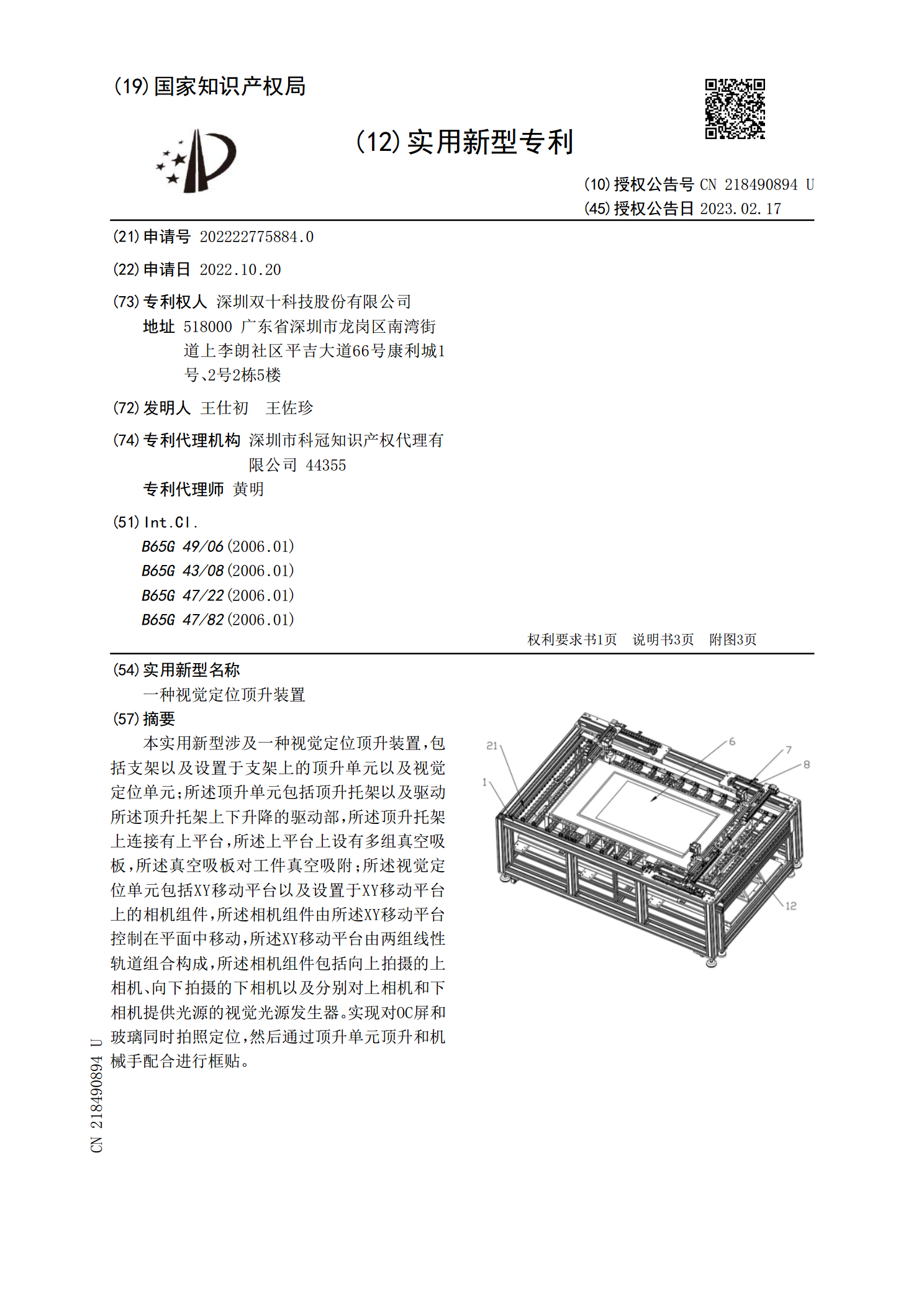
本实用新型涉及一种视觉定位顶升装置,包括支架以及设置于支架上的顶升单元以及视觉定位单元;所述顶升单元包括顶升托架以及驱动所述顶升托架上下升降的驱动部,所述顶升托架上连接有上平台,所述上平台上设有多组真空吸板,所述真空吸板对工件真空吸附;所述视觉定位单元包括XY移动平台以及设置于XY移动平台上的相机组件,所述相机组件由所述XY移动平台控制在平面中移动,所述XY移动平台由两组线性轨道组合构成,所述相机组件包括向上拍摄的上相机、向下拍摄的下相机以及分别对上相机和下相机提供光源的视觉光源发生器。实现对OC屏和玻璃
一种夹具托盘顶升定位装置.pdf
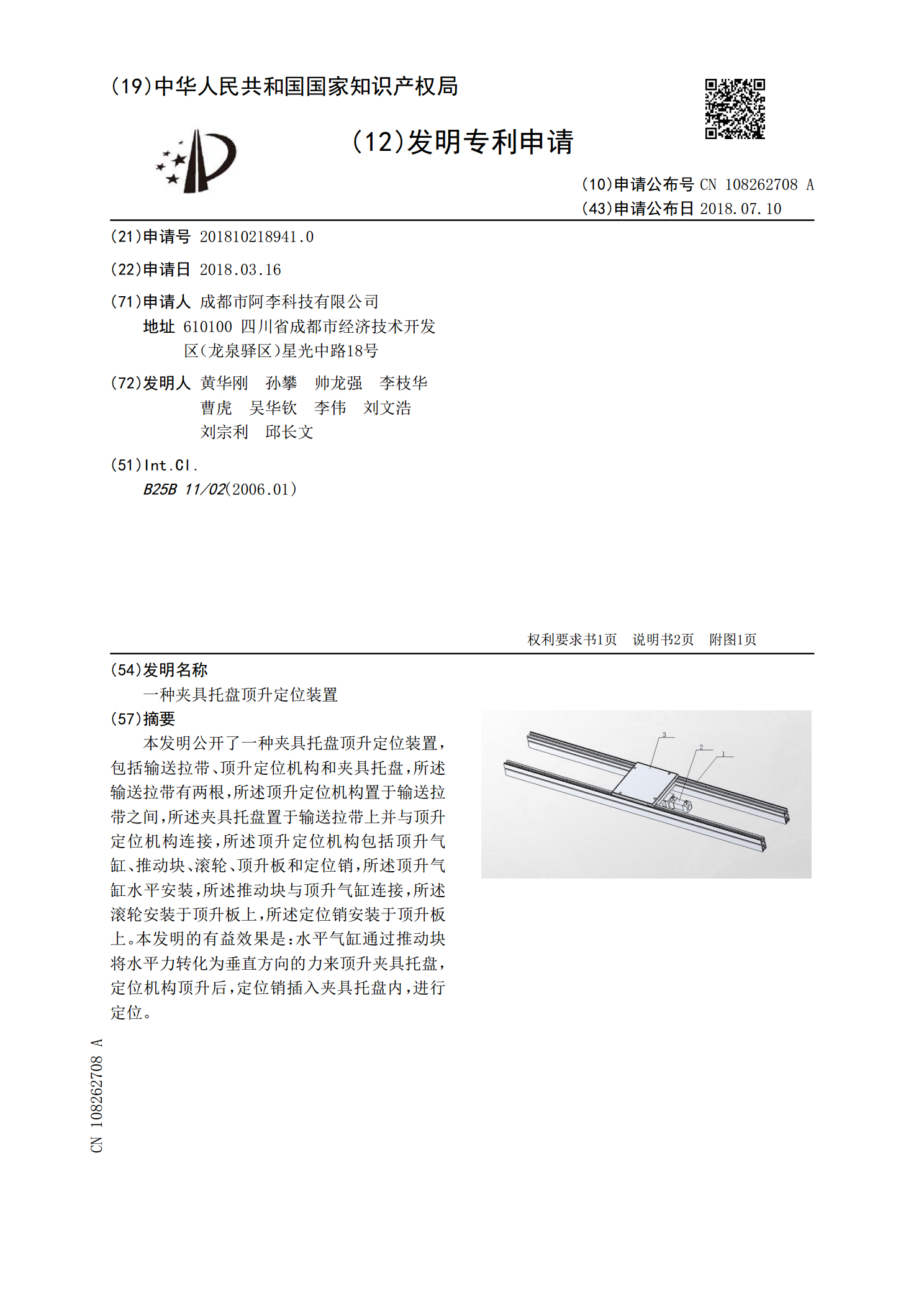
本发明公开了一种夹具托盘顶升定位装置,包括输送拉带、顶升定位机构和夹具托盘,所述输送拉带有两根,所述顶升定位机构置于输送拉带之间,所述夹具托盘置于输送拉带上并与顶升定位机构连接,所述顶升定位机构包括顶升气缸、推动块、滚轮、顶升板和定位销,所述顶升气缸水平安装,所述推动块与顶升气缸连接,所述滚轮安装于顶升板上,所述定位销安装于顶升板上。本发明的有益效果是:水平气缸通过推动块将水平力转化为垂直方向的力来顶升夹具托盘,定位机构顶升后,定位销插入夹具托盘内,进行定位。
一种载具回转顶升定位装置.pdf
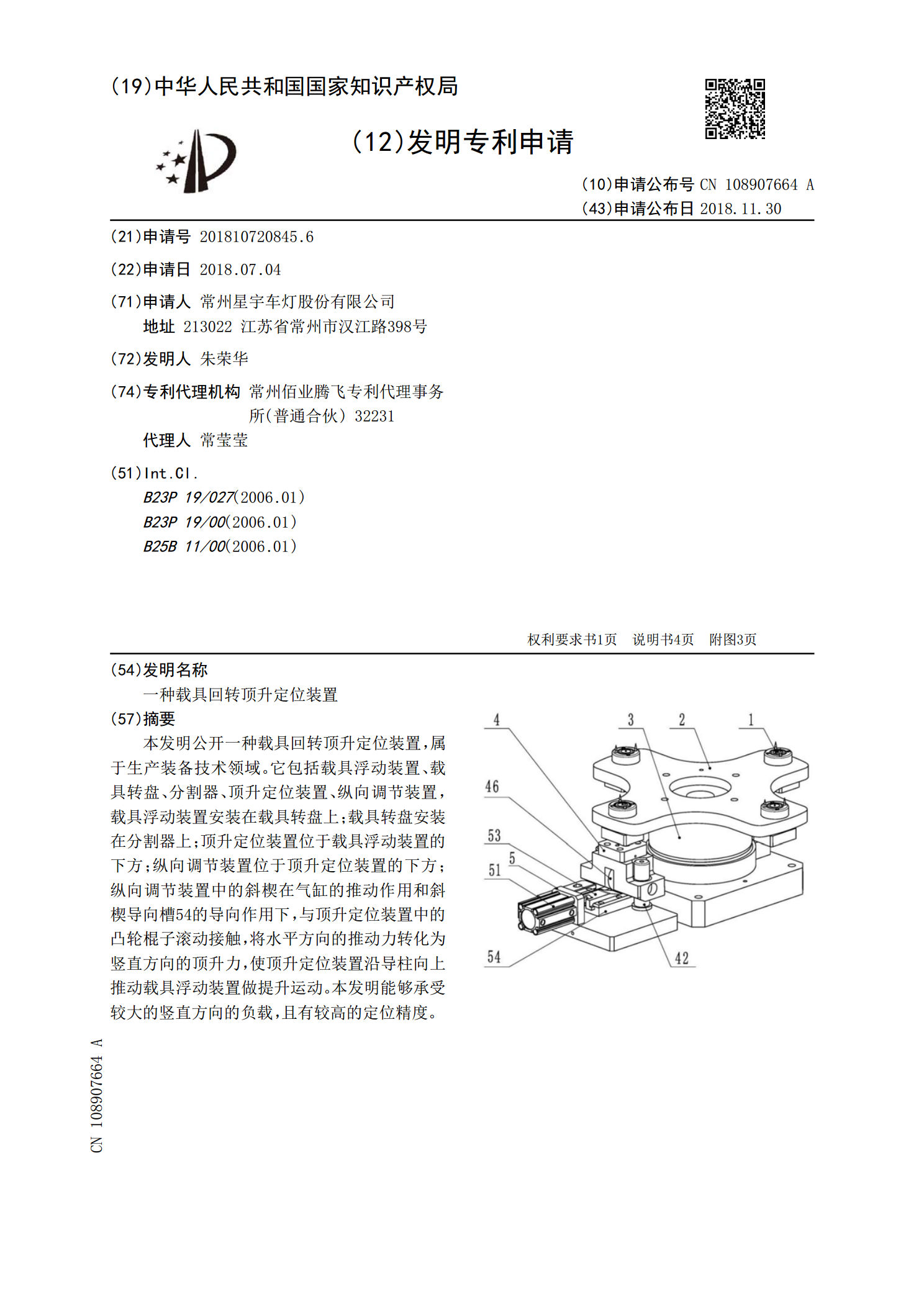
本发明公开一种载具回转顶升定位装置,属于生产装备技术领域。它包括载具浮动装置、载具转盘、分割器、顶升定位装置、纵向调节装置,载具浮动装置安装在载具转盘上;载具转盘安装在分割器上;顶升定位装置位于载具浮动装置的下方;纵向调节装置位于顶升定位装置的下方;纵向调节装置中的斜楔在气缸的推动作用和斜楔导向槽54的导向作用下,与顶升定位装置中的凸轮棍子滚动接触,将水平方向的推动力转化为竖直方向的顶升力,使顶升定位装置沿导柱向上推动载具浮动装置做提升运动。本发明能够承受较大的竖直方向的负载,且有较高的定位精度。

一种用于机箱的硬盘定位装置.pdf
本发明公开了一种连接更为方便的硬盘定位装置。包括安装框架,所述框架包括两相互平行的第一安装梁、第二安装梁,以及连接于第一安装梁、第二安装梁一端的基板,所述第一安装梁的内侧沿纵向设置用于对硬盘定位的第一定位槽,所述第二安装梁上设置第一夹紧装置、第二夹紧装置,所述第一夹紧装置、第二夹紧装置分别包括滑杆,所述滑杆垂直于第二安装梁,且间隙配合于第二安装梁,所述滑杆的外侧端通过定位件轴向定位,所述滑杆的内侧端固定夹紧件,所述滑杆上套有压缩弹簧,所述压缩弹簧位于第二安装梁、夹紧件之间,使夹紧件可以向第二安装梁收缩,所