
一种折叠式滤纸的加热成型方法及其成型设备.pdf

书生****瑞梦


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种折叠式滤纸的加热成型方法及其成型设备.pdf
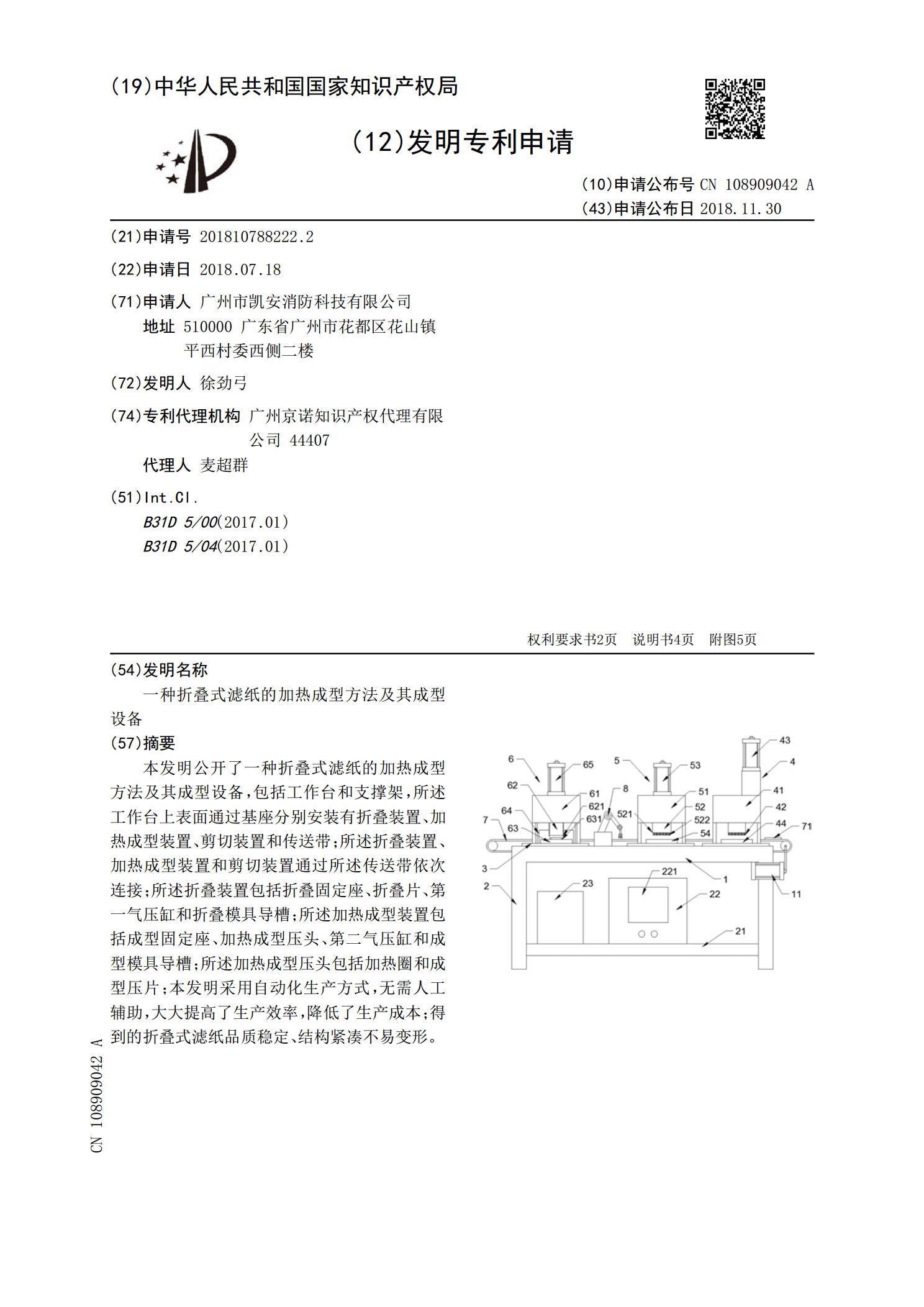
本发明公开了一种折叠式滤纸的加热成型方法及其成型设备,包括工作台和支撑架,所述工作台上表面通过基座分别安装有折叠装置、加热成型装置、剪切装置和传送带;所述折叠装置、加热成型装置和剪切装置通过所述传送带依次连接;所述折叠装置包括折叠固定座、折叠片、第一气压缸和折叠模具导槽;所述加热成型装置包括成型固定座、加热成型压头、第二气压缸和成型模具导槽;所述加热成型压头包括加热圈和成型压片;本发明采用自动化生产方式,无需人工辅助,大大提高了生产效率,降低了生产成本;得到的折叠式滤纸品质稳定、结构紧凑不易变形。

一种加热辐射管外壳成型设备及成型方法.pdf
本发明提出一种加热辐射管外壳成型设备,其包括设备底座,设置在设备底座上的成型模具下模座,与下模座配合的上模,所述上模与动力设备连接由动力设备带动上下运动,所述下模座上设置有管件成型部,所述管件成型部为圆弧型,所述圆弧的直径与管件的直径相同。本发明还提出加热辐射管外壳的成型方法。本发明的加热辐射管外壳成型设备,采用渐进式的进料方式进行管件的逐步成型,生产效率高,加工的管件质量高,基本杜绝了废品的出现,非常适合批量小且昂贵的板材管件成型。

一种过滤纸折纸成型装置、方法及过滤纸.pdf
本发明公开了一种过滤纸折纸成型装置、方法及过滤纸,属于滤纸加工技术领域,该成型装置包括底板,底板上设有半圆形的切割刀片,切割刀片的内侧设有若干个压痕刀片,各个压痕刀片从远离切割刀片的一端向靠近切割刀片的一端呈放射状分布,且各个压痕刀片的一端分别指向切割刀片的等分点。本发明可以适应不规则形状的原材料纸张,经过切割刀片的切割后留下圆形的过滤纸,压痕刀片可以在圆形的过滤纸上留下多条压痕,方便用户对过滤纸的使用。

一种高强度管道成型设备及其成型方法.pdf
本发明公开了一种高强度管道成型设备及其成型方法,包括若干注塑机、外模和设置在外模内的芯子,所述外模和芯子之间形成有成型主体腔,成型主体腔一端端部直径小于自身另一端端部直径,所述若干注塑机均匀分布在外模两侧且均连接有浇注通道,浇注通道另一端和成型主体腔内部连通;所述外模于自身与成型主体腔体小直径一端相接触的内壁上设有若干凸起结构和若干凹陷结构,所述若干凸起结构和所述若干凹陷结构组成波浪形结构;所述外模另一端外侧安装有托可升降的拖管架,托管架上安装有电机驱动的滚轮;本发明有益效果为:生产效率高、质量好、结构稳

一种基于渐进成型及柔性薄膜加热的海绵成型模具及其制作方法.pdf
一种基于渐进成型及柔性薄膜加热的海绵成型模具及其制作方法,其特征是所述的模具包括凸模、凹模、凸模底座、凹模底座及柔性加热薄膜。凸模、凹模根据目标零件的测量结果生成数据,自动形成工具头运动轨迹,通过渐进成型技术加工金属板材成型面;凸模底座、凹模底座设计制作成标准化组件;柔性加热薄膜是一种柔性电热薄膜,根据被加热部件的形状设计制作,可紧密贴合在被加热表面。凸模、凹模安装在对应的底座上。控制凸模及凹模背部的柔性加热薄膜,定向加热成型面,对海绵进行烫压成型。本发明结构简单,制作效率高,能有效节约能耗,为小批量低成