
一种全自动数控缩口机.pdf

波峻****99

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种全自动数控缩口机.pdf
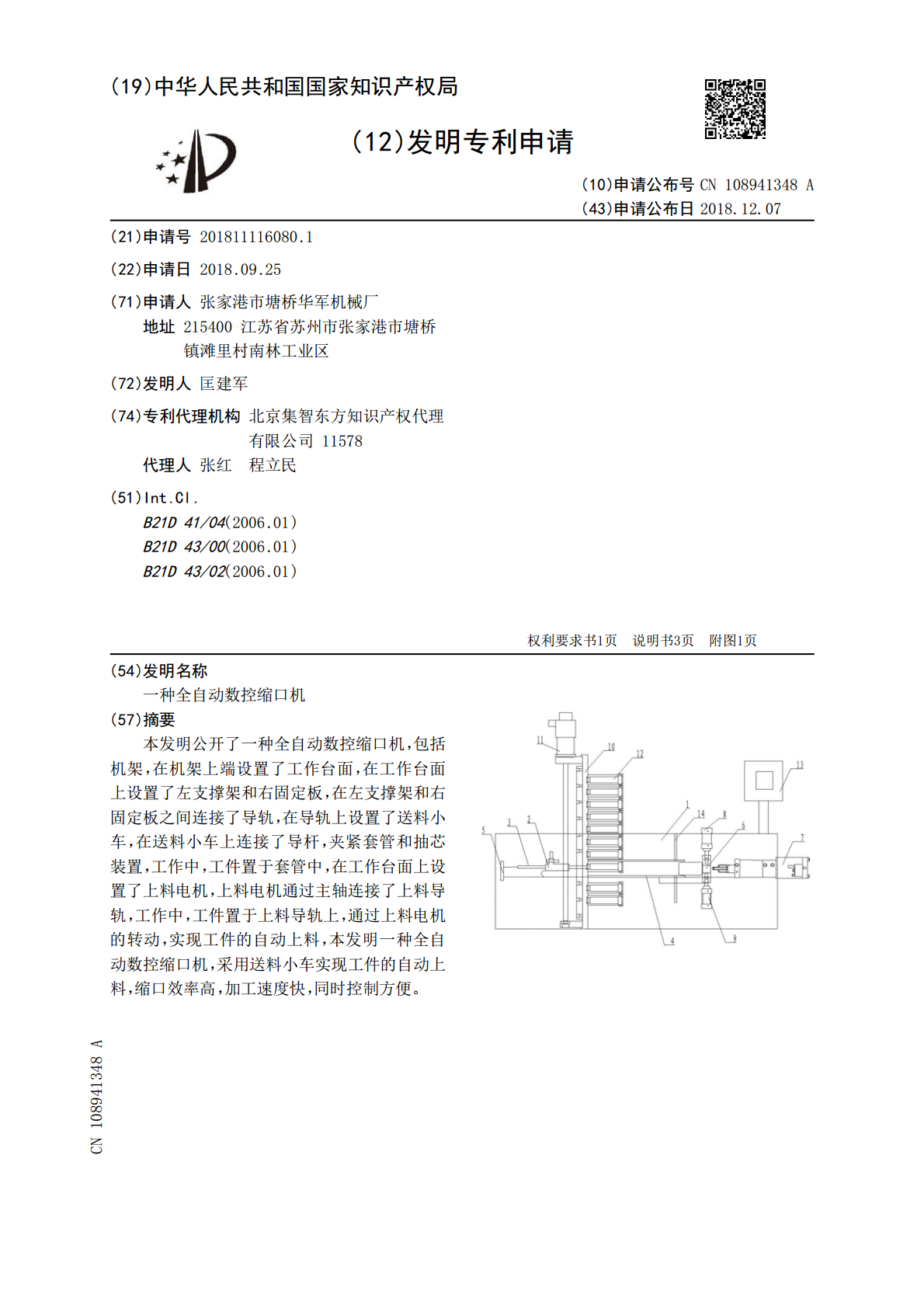
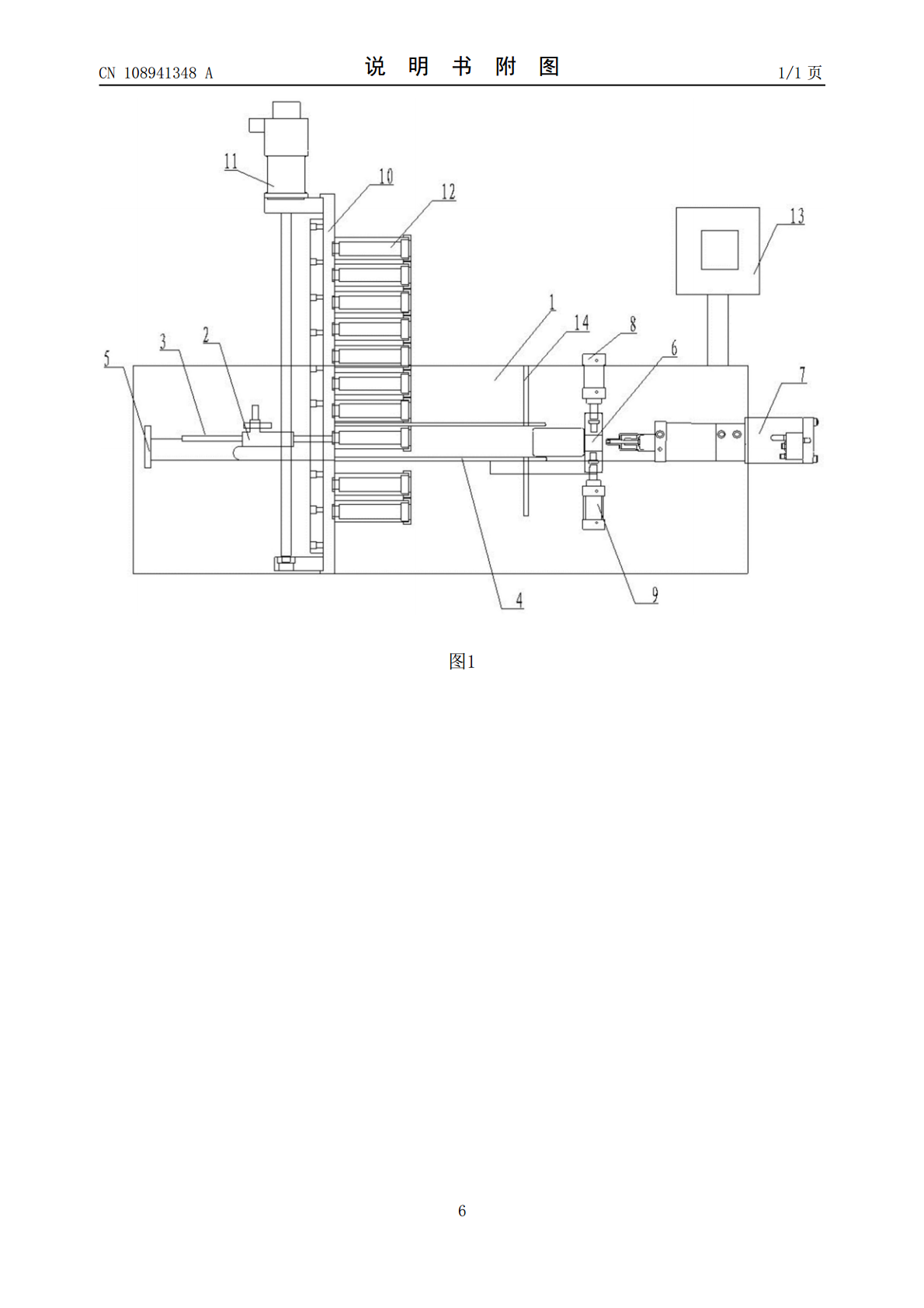
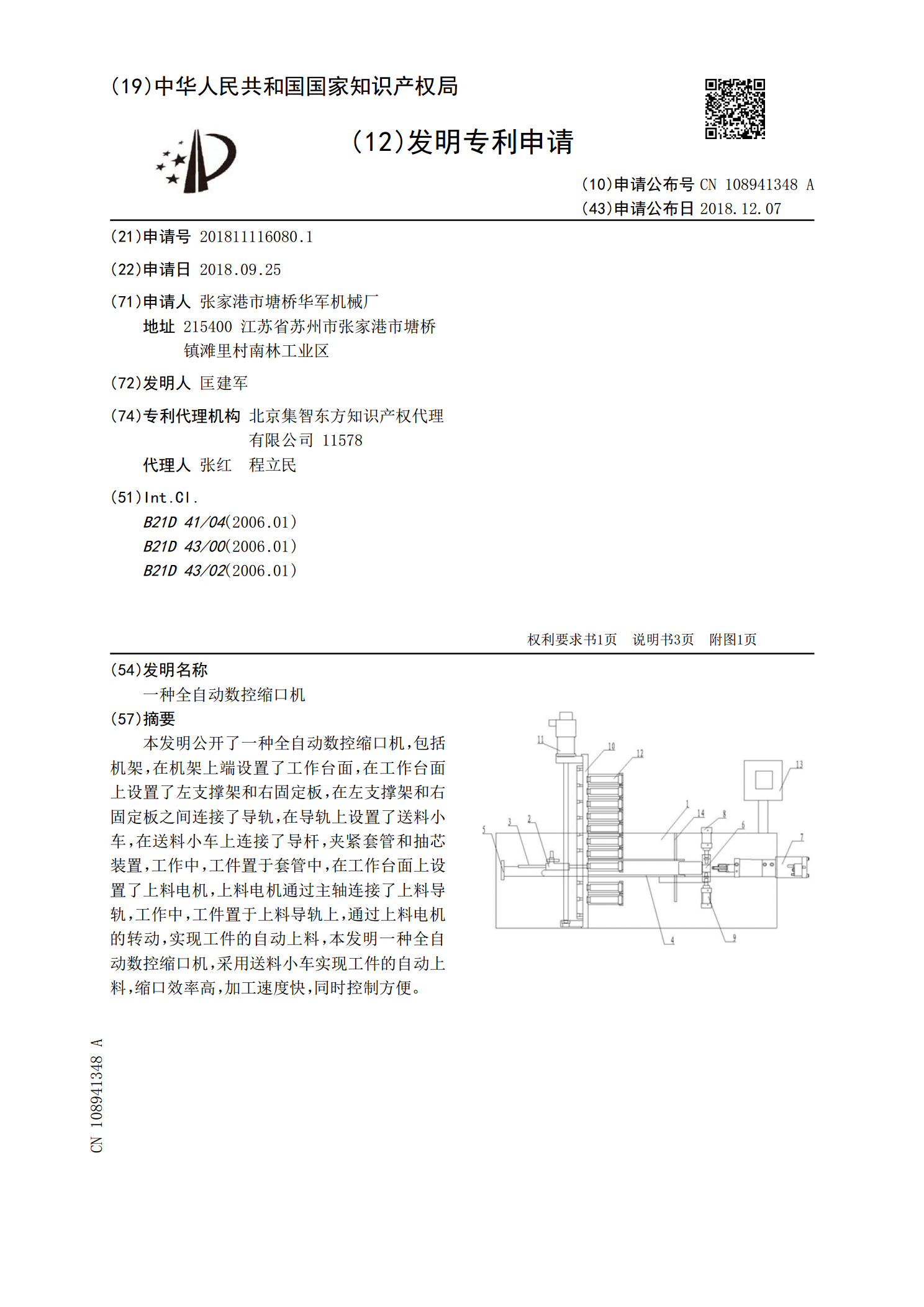
本发明公开了一种全自动数控缩口机,包括机架,在机架上端设置了工作台面,在工作台面上设置了左支撑架和右固定板,在左支撑架和右固定板之间连接了导轨,在导轨上设置了送料小车,在送料小车上连接了导杆,夹紧套管和抽芯装置,工作中,工件置于套管中,在工作台面上设置了上料电机,上料电机通过主轴连接了上料导轨,工作中,工件置于上料导轨上,通过上料电机的转动,实现工件的自动上料,本发明一种全自动数控缩口机,采用送料小车实现工件的自动上料,缩口效率高,加工速度快,同时控制方便。
一种工业化全自动切边缩口机.pdf
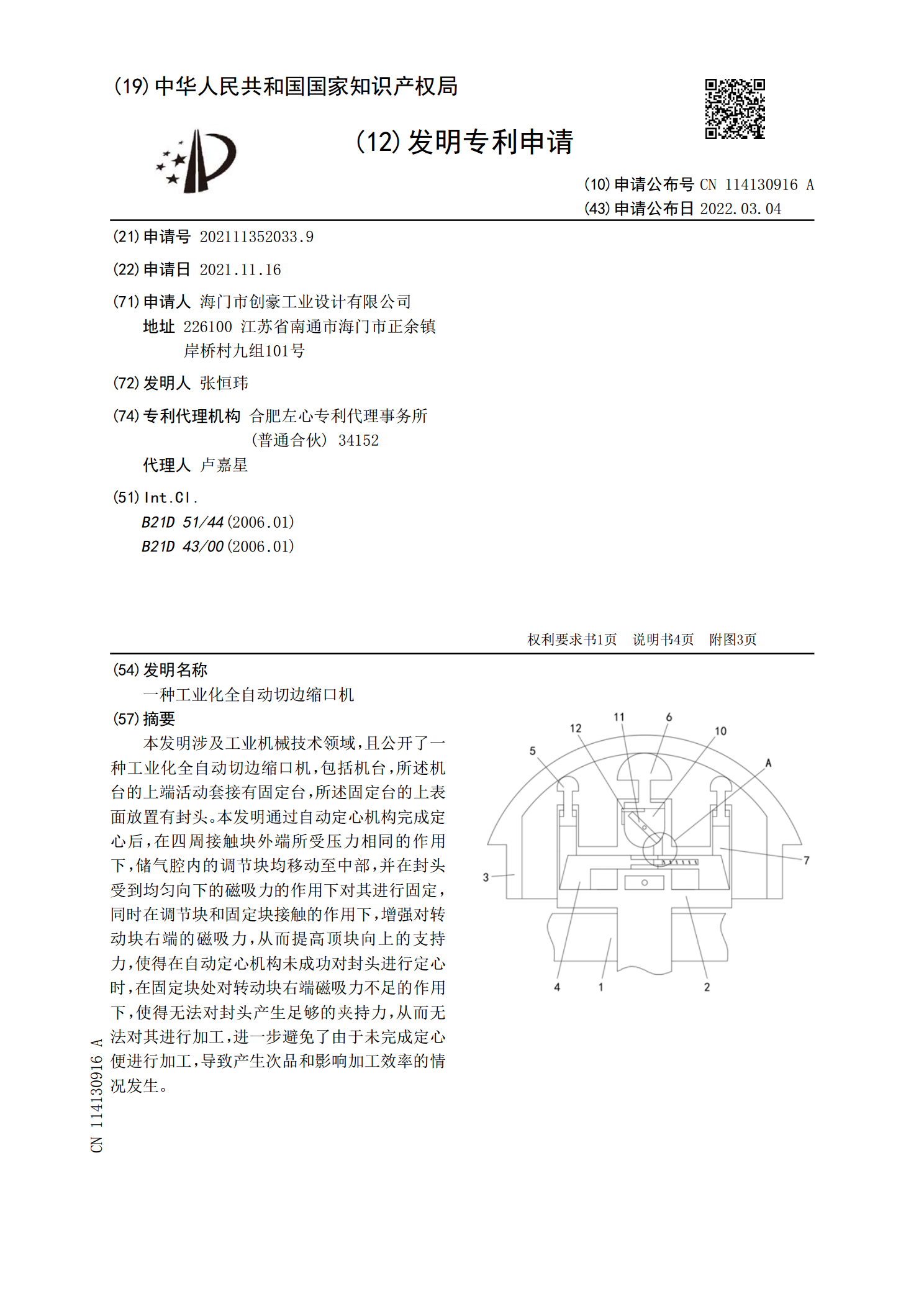
本发明涉及工业机械技术领域,且公开了一种工业化全自动切边缩口机,包括机台,所述机台的上端活动套接有固定台,所述固定台的上表面放置有封头。本发明通过自动定心机构完成定心后,在四周接触块外端所受压力相同的作用下,储气腔内的调节块均移动至中部,并在封头受到均匀向下的磁吸力的作用下对其进行固定,同时在调节块和固定块接触的作用下,增强对转动块右端的磁吸力,从而提高顶块向上的支持力,使得在自动定心机构未成功对封头进行定心时,在固定块处对转动块右端磁吸力不足的作用下,使得无法对封头产生足够的夹持力,从而无法对其进行加工
一种钢管缩口机.pdf
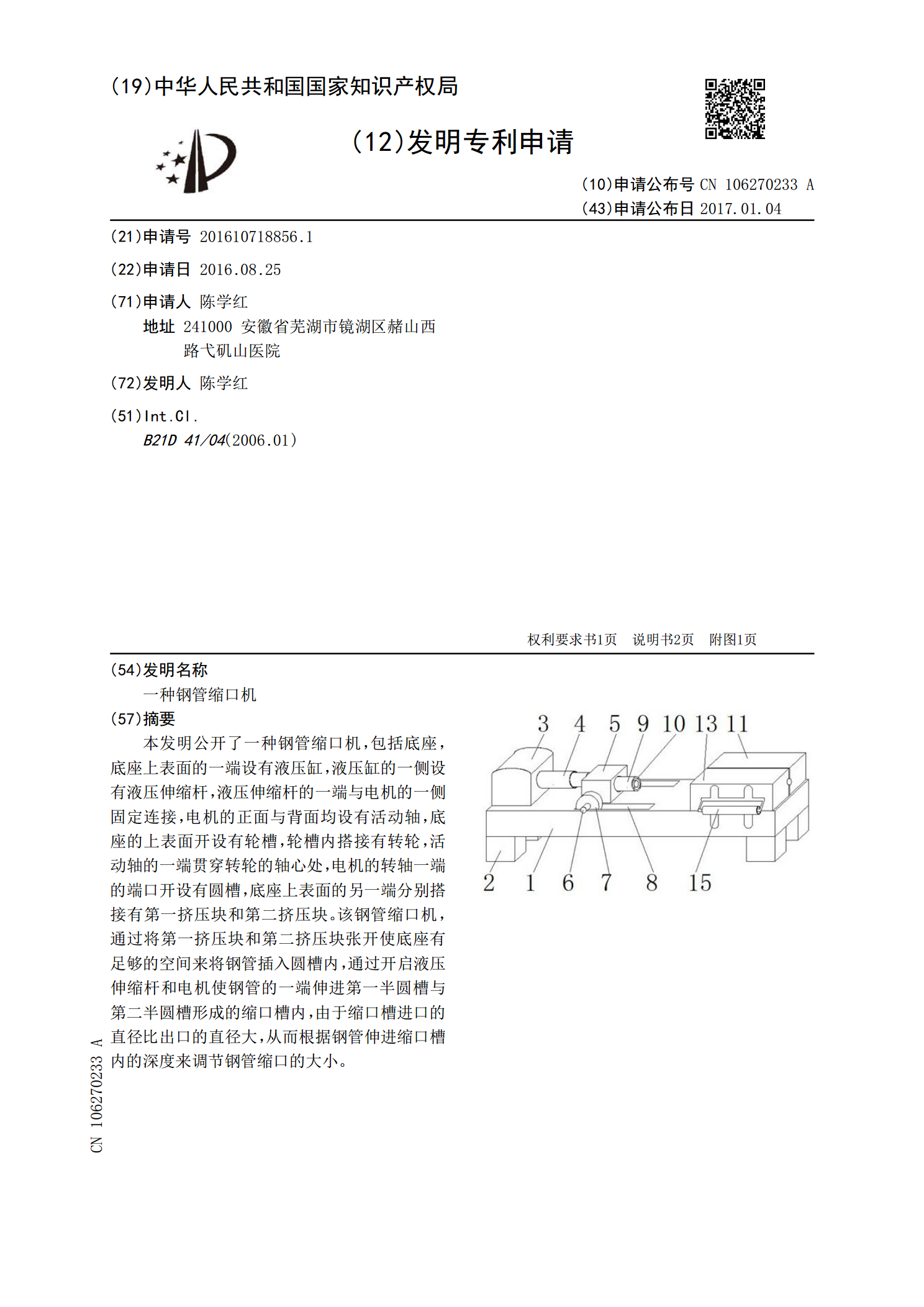
本发明公开了一种钢管缩口机,包括底座,底座上表面的一端设有液压缸,液压缸的一侧设有液压伸缩杆,液压伸缩杆的一端与电机的一侧固定连接,电机的正面与背面均设有活动轴,底座的上表面开设有轮槽,轮槽内搭接有转轮,活动轴的一端贯穿转轮的轴心处,电机的转轴一端的端口开设有圆槽,底座上表面的另一端分别搭接有第一挤压块和第二挤压块。该钢管缩口机,通过将第一挤压块和第二挤压块张开使底座有足够的空间来将钢管插入圆槽内,通过开启液压伸缩杆和电机使钢管的一端伸进第一半圆槽与第二半圆槽形成的缩口槽内,由于缩口槽进口的直径比出口的直

一种铜管缩口机.pdf
本发明公开了一种铜管缩口机,其结构包括设备主体、缩口器、捋压矫正装置、进料口、控制器。有益效果:本发明通过限捋机构与矫平结构的相互配合,在铜管放入进料口后,对铜管做限位式的矫正旋转配合,进而避免铜管在设备的压缩作用下,因置入时呈横向偏移而导致缩口后的铜管口洞精度不准,在后期的使用过程中无法进行精准的使用,本发明利用设有的面护件,配合气囊随抑斜组件在锥腔的配合做挤压式的捋动,从而实现气流对铜管表面做吹鼓作用,以达到铜管表面做初步的冷却配合,同时配合捋条的作用,对铜管表面残留有的屑体做擦拭配合。
一种管材缩口机用机口调节设备.pdf
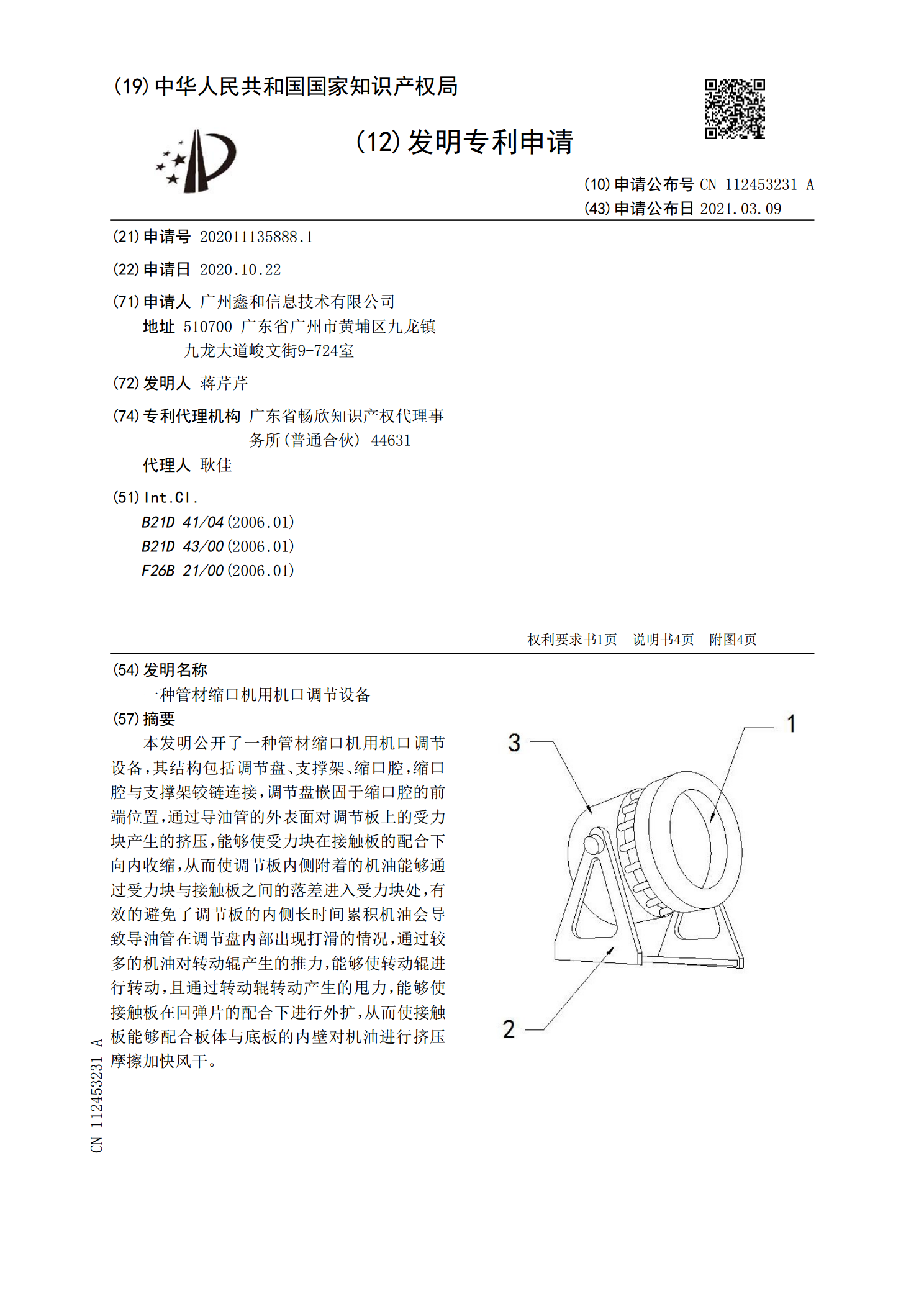
本发明公开了一种管材缩口机用机口调节设备,其结构包括调节盘、支撑架、缩口腔,缩口腔与支撑架铰链连接,调节盘嵌固于缩口腔的前端位置,通过导油管的外表面对调节板上的受力块产生的挤压,能够使受力块在接触板的配合下向内收缩,从而使调节板内侧附着的机油能够通过受力块与接触板之间的落差进入受力块处,有效的避免了调节板的内侧长时间累积机油会导致导油管在调节盘内部出现打滑的情况,通过较多的机油对转动辊产生的推力,能够使转动辊进行转动,且通过转动辊转动产生的甩力,能够使接触板在回弹片的配合下进行外扩,从而使接触板能够配合板