
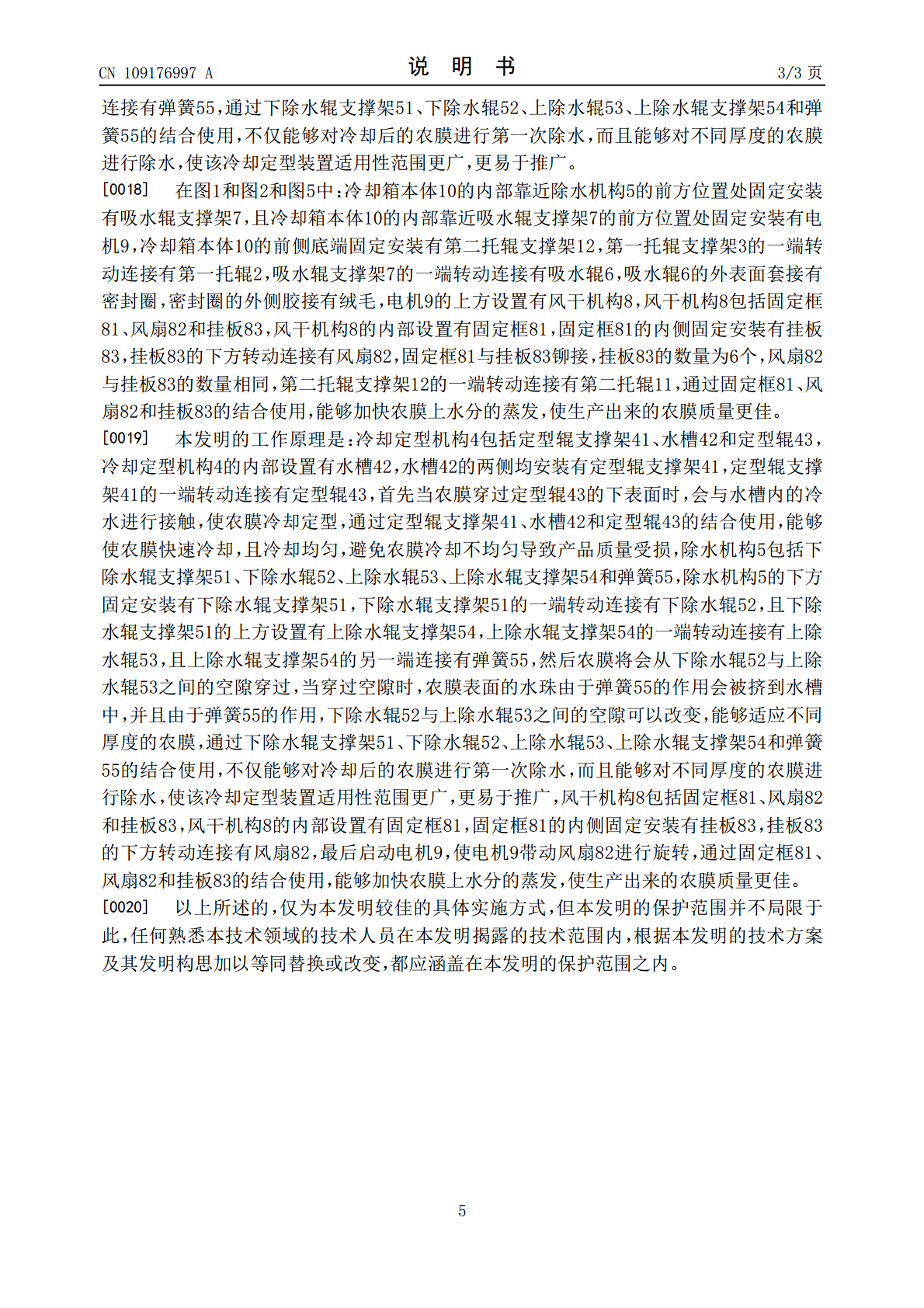
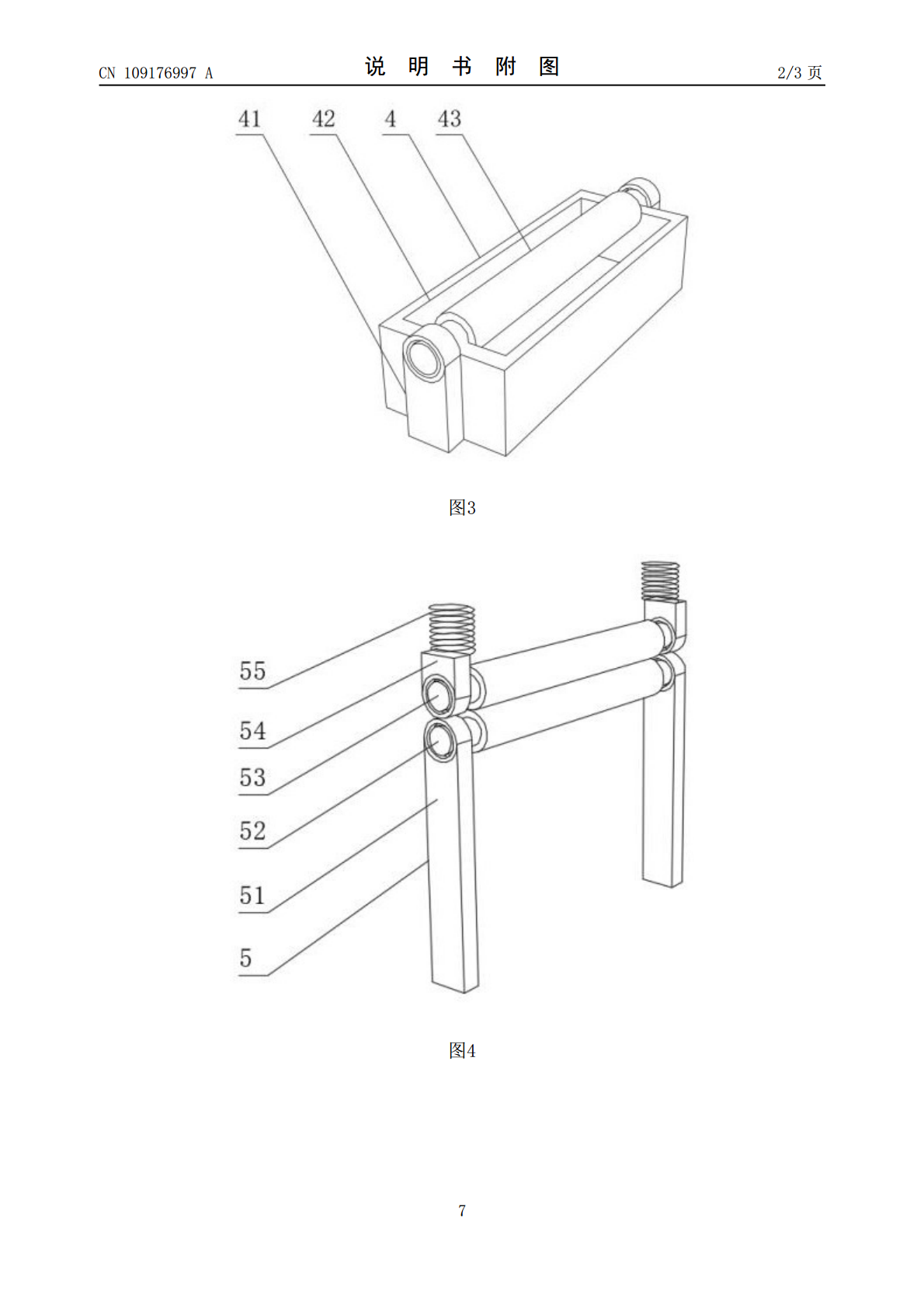
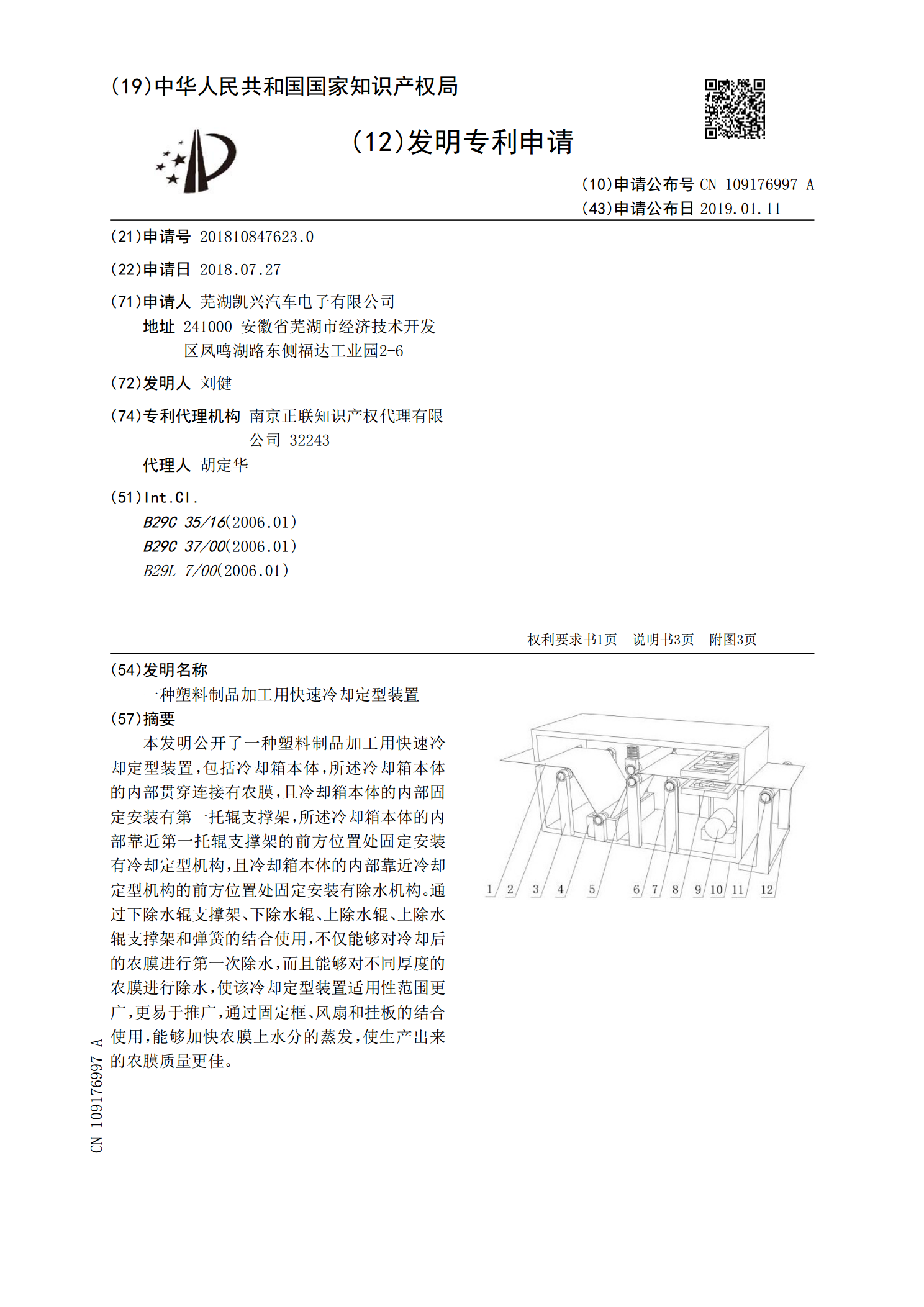
一种塑料制品加工用快速冷却定型装置.pdf

邻家****66


1/8

2/8

3/8

4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种塑料制品加工用快速冷却定型装置.pdf
本发明公开了一种塑料制品加工用快速冷却定型装置,包括冷却箱本体,所述冷却箱本体的内部贯穿连接有农膜,且冷却箱本体的内部固定安装有第一托辊支撑架,所述冷却箱本体的内部靠近第一托辊支撑架的前方位置处固定安装有冷却定型机构,且冷却箱本体的内部靠近冷却定型机构的前方位置处固定安装有除水机构。通过下除水辊支撑架、下除水辊、上除水辊、上除水辊支撑架和弹簧的结合使用,不仅能够对冷却后的农膜进行第一次除水,而且能够对不同厚度的农膜进行除水,使该冷却定型装置适用性范围更广,更易于推广,通过固定框、风扇和挂板的结合使用,能够

一种机械加工用定子冷却定型装置.pdf
本发明涉及加工机械技术领域,尤其为一种机械加工用定子冷却定型装置,包括机座和控制箱以及主箱体,所述机座的底部固定安装有支撑脚,所述支撑脚的底部固定安装有万向轮,所述机座的顶部从左至右依次固定安装有控制箱和主箱体,所述控制箱的基面上侧嵌入安装有控制面板,所述控制箱的基面下侧开设有散热孔,所述控制箱的内部固定安装有蓄电池,所述控制箱的内部贴近蓄电池一侧固定安装有冷风风机,所述主箱体的基面上安装有柜门,所述柜门的基面上设有观察窗,所述柜门的基面上一侧固定安装有拉手,所述主箱体的内壁嵌入安装有出风板,整体装置结构
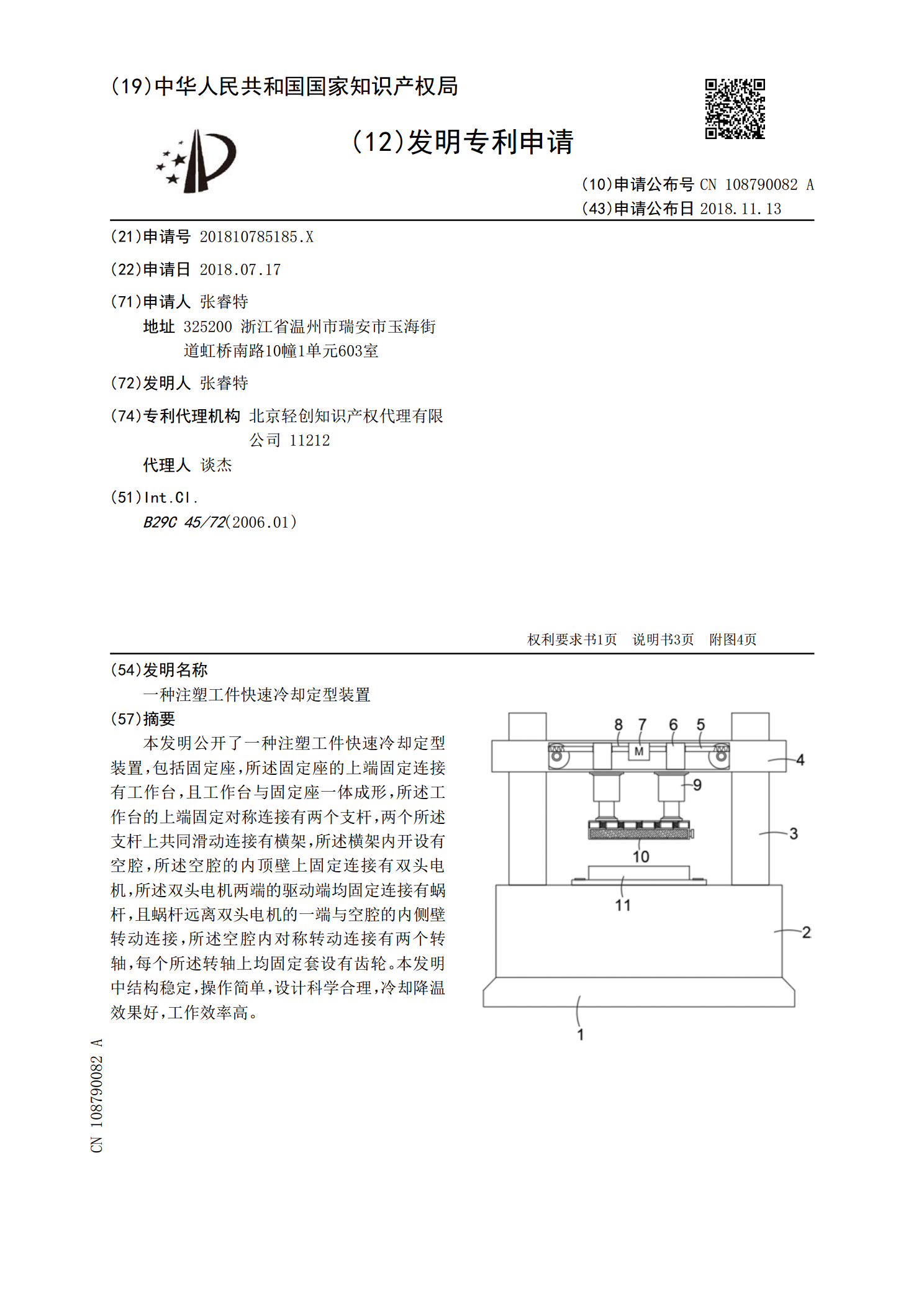
一种注塑工件快速冷却定型装置.pdf
本发明公开了一种注塑工件快速冷却定型装置,包括固定座,所述固定座的上端固定连接有工作台,且工作台与固定座一体成形,所述工作台的上端固定对称连接有两个支杆,两个所述支杆上共同滑动连接有横架,所述横架内开设有空腔,所述空腔的内顶壁上固定连接有双头电机,所述双头电机两端的驱动端均固定连接有蜗杆,且蜗杆远离双头电机的一端与空腔的内侧壁转动连接,所述空腔内对称转动连接有两个转轴,每个所述转轴上均固定套设有齿轮。本发明中结构稳定,操作简单,设计科学合理,冷却降温效果好,工作效率高。
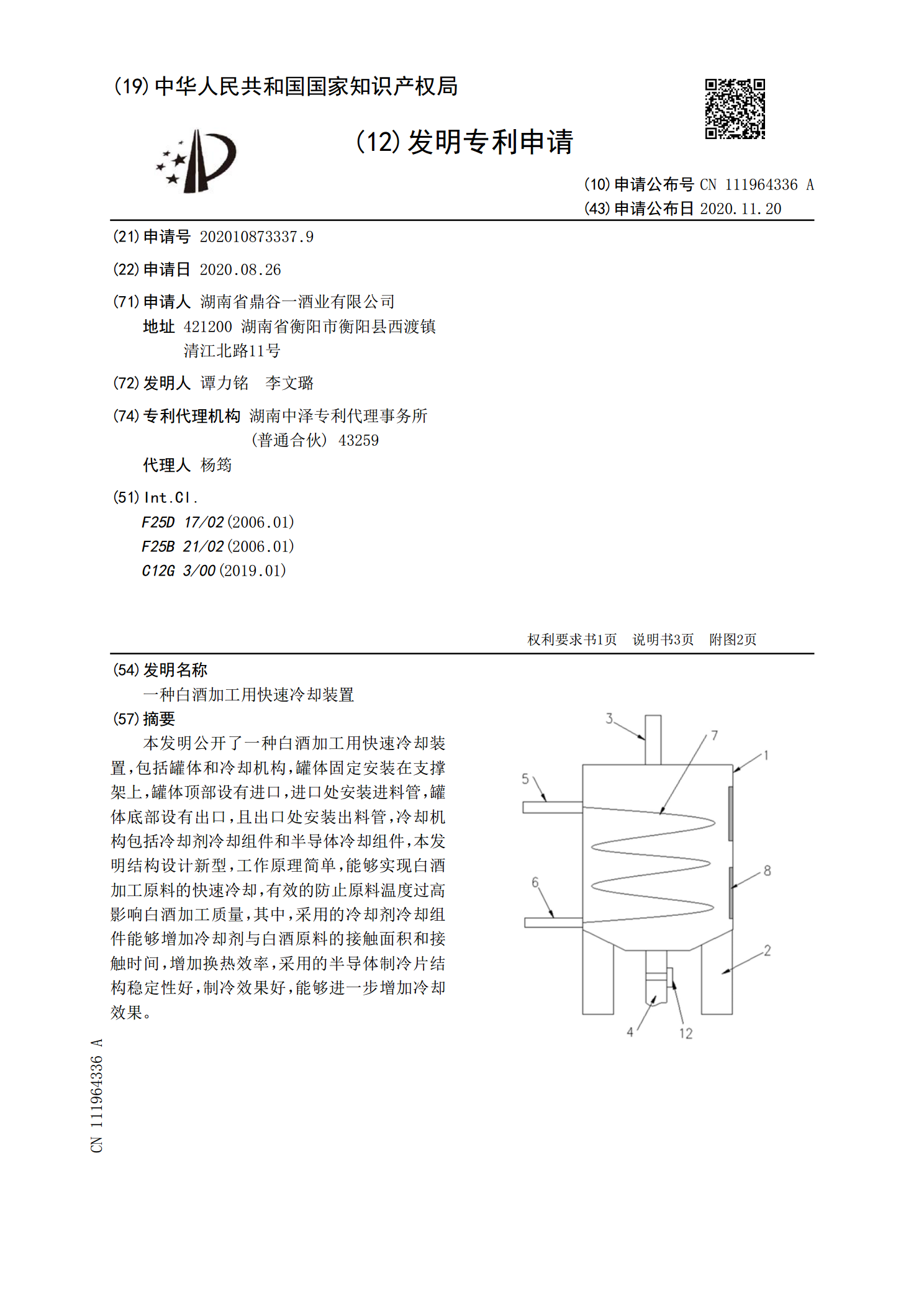
一种白酒加工用快速冷却装置.pdf
本发明公开了一种白酒加工用快速冷却装置,包括罐体和冷却机构,罐体固定安装在支撑架上,罐体顶部设有进口,进口处安装进料管,罐体底部设有出口,且出口处安装出料管,冷却机构包括冷却剂冷却组件和半导体冷却组件,本发明结构设计新型,工作原理简单,能够实现白酒加工原料的快速冷却,有效的防止原料温度过高影响白酒加工质量,其中,采用的冷却剂冷却组件能够增加冷却剂与白酒原料的接触面积和接触时间,增加换热效率,采用的半导体制冷片结构稳定性好,制冷效果好,能够进一步增加冷却效果。
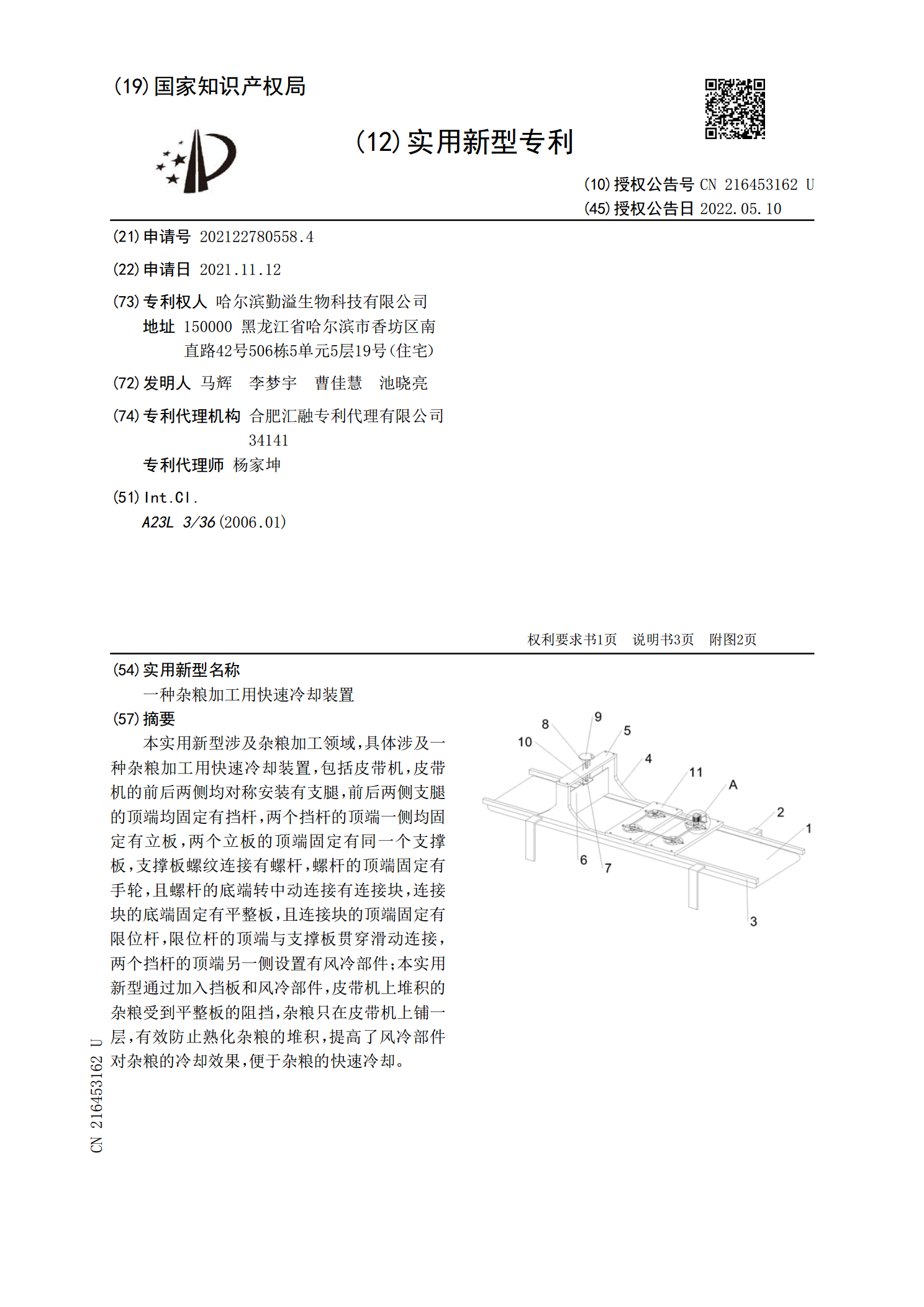
一种杂粮加工用快速冷却装置.pdf
本实用新型涉及杂粮加工领域,具体涉及一种杂粮加工用快速冷却装置,包括皮带机,皮带机的前后两侧均对称安装有支腿,前后两侧支腿的顶端均固定有挡杆,两个挡杆的顶端一侧均固定有立板,两个立板的顶端固定有同一个支撑板,支撑板螺纹连接有螺杆,螺杆的顶端固定有手轮,且螺杆的底端转中动连接有连接块,连接块的底端固定有平整板,且连接块的顶端固定有限位杆,限位杆的顶端与支撑板贯穿滑动连接,两个挡杆的顶端另一侧设置有风冷部件;本实用新型通过加入挡板和风冷部件,皮带机上堆积的杂粮受到平整板的阻挡,杂粮只在皮带机上铺一层,有效防止