
电机壳卧式机床加工工装及工艺.pdf

一吃****新冬

1/10

2/10
3/10
4/10
5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
电机壳卧式机床加工工装及工艺.pdf
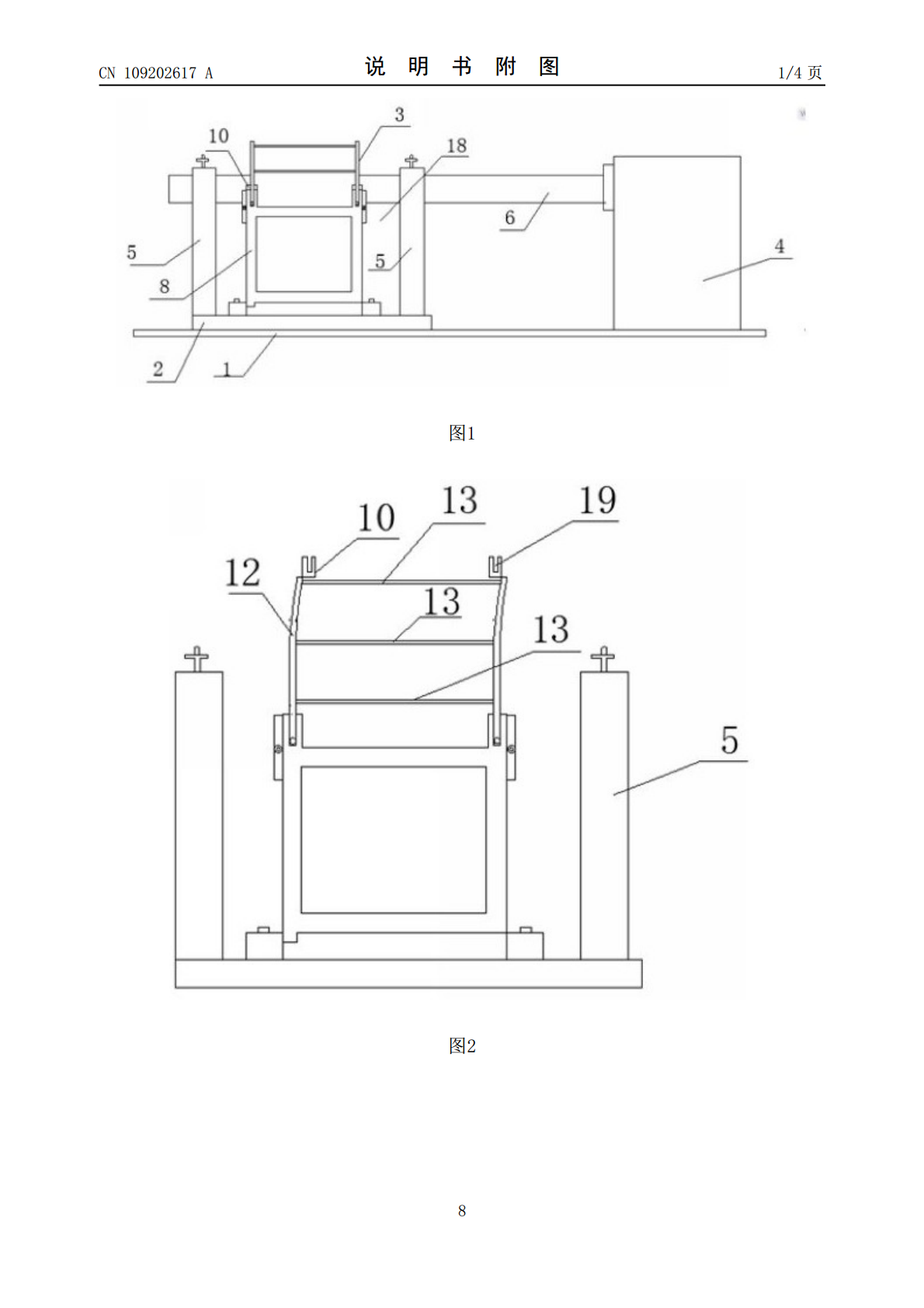
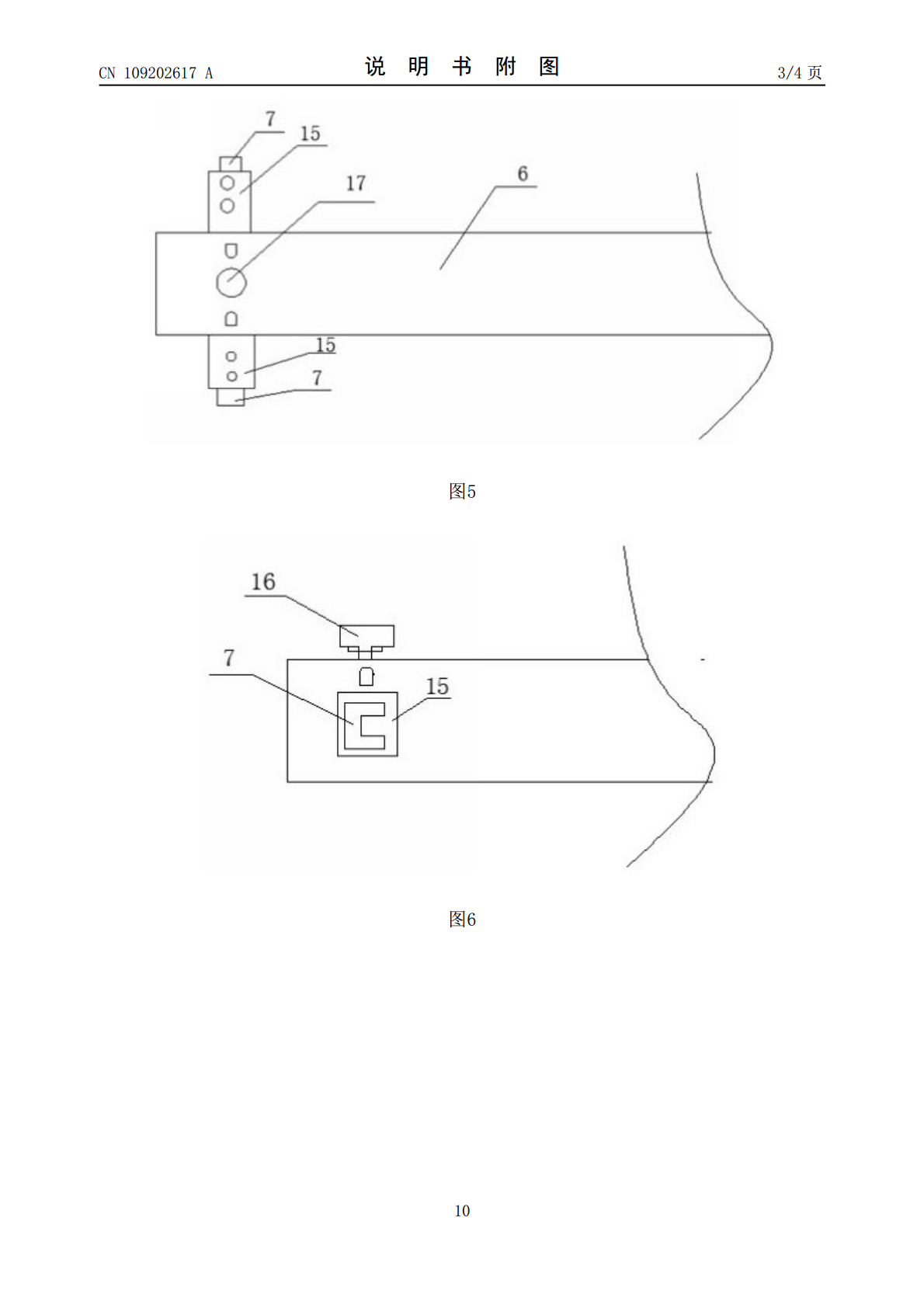
本发明涉及一种电机壳镗内壁工装及方法,具体是涉及电机壳卧式机床加工工装及工艺,属于电机壳加工制造技术领域。包括底座、设置在底座上的床身,床身上设置导轨,床身一侧设置电机壳载座,电机壳载座上设置夹紧装置,床身另一侧为机床尾座,电机壳载座上设有支撑架,主轴穿设于支撑架与机床尾座之间,主轴进给端设有刀头。有益效果是:省电,一次装卡便可平两端镗里孔,生产效率提高一倍,专用夹具操作方便。对电机壳的拆卸,不需要移动主轴,只需移动电机壳载座部分,电机壳载座上部的夹紧装置即可对电机壳的拆卸,刀头采用进给量不同的双刀头形式

卧式机床多角度无干涉加工装夹夹具.pdf
本发明涉及卧式机床多角度无干涉加工装夹夹具,包括底板、顶板、三爪卡盘、四爪卡盘和防转组件,所述底板固定安装在卧式机床工作台上,所述底板的上表面四角上分别设有一支柱,所述支柱的下端固定在底板上,上端与顶板刚性连接,所述底板的上表面中心位置上方设有三爪卡盘,所述顶板的下表面中心位置固定安装有四爪卡盘,工件的上端夹持于四爪卡盘上,下端夹持于三爪卡盘上,所述防转组件设于三爪卡盘的一侧,且防转组件能够限制工件的周向转动,卧式机床主轴能够从相邻两根支柱之间穿过,并对工件进行加工。本发明的优点在于:装夹找正简单、零件报

电机机壳加工方法及加工工装.pdf
本发明涉及一种电机机壳加工方法及加工工装;电机机壳加工方法包括以下步骤:步骤一,将电机机壳的其中一个端盖上的止口精加工到位,另一端盖上的止口留加工余量,将两端盖分别装配到电机机座的两端;步骤二,以精加工到位的止口为基准对留有余量的止口进行加工。在对留有余量的止口进行加工时,是以已经精加工过的止口为定位基准,可以认为电机的两端上的止口是一刀成型的,加工得到的两端盖止口的同轴度较好,能够满足电机机壳与变速箱装配的精度要求。
机械加工工艺与工装夹具 2.2 典型机床夹具(教案).pdf
《工装夹具的设计》课程教案授课对象:章节:2.2典型机床夹具授课人:子项目名称2.2典型机床夹具任务使学生认识机床夹具,使学生了解工件的定位与案例,使学生了解有哪些典型的夹紧机构。学时描述[]工装夹具的设计授课班级:时间:课程单元教学教案一、教案头单元名称2.2典型机床夹具学时:2学时引入案例在通用夹具无法完成装夹工件时,需要设计专用的夹具。能力目标知识目标素质目标(1)能够掌握机床夹具(1)了解机床夹具的概(1)具有严谨求实精的定位原理;念;神;教学目标(2)了解基本夹具的设(2)了解典型的机床夹(2)

卧式手动食品加工装置.pdf
本发明属于生活用品领域,特别是涉及一种卧式手动食品加工装置,包括机架、外罩、进料口和出料口,还包括水平放置的与进料口连通的套筒,套筒内设有主轴,主轴两端通过轴套或轴承安装在机架上,主轴靠近进料口的一端连接手动驱动装置,另一端固定设置有打碎装置,中部固定套装有将食品原料从进料口一端送至出料口一端的螺旋杆;手动驱动装置为直接安装在主轴一端的把手,也可以是一对啮合的齿轮和安装在其中一个齿轮上的把手,成对齿轮可以是增速配置;打碎装置可以是刀座和多个刀片分体组成,刀片沿刀座圆周均匀设置;在出料口一端的外罩上面设有过