
电机机壳加工方法及加工工装.pdf

小忆****ng


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

电机机壳加工方法及加工工装.pdf
本发明涉及一种电机机壳加工方法及加工工装;电机机壳加工方法包括以下步骤:步骤一,将电机机壳的其中一个端盖上的止口精加工到位,另一端盖上的止口留加工余量,将两端盖分别装配到电机机座的两端;步骤二,以精加工到位的止口为基准对留有余量的止口进行加工。在对留有余量的止口进行加工时,是以已经精加工过的止口为定位基准,可以认为电机的两端上的止口是一刀成型的,加工得到的两端盖止口的同轴度较好,能够满足电机机壳与变速箱装配的精度要求。
电机壳卧式机床加工工装及工艺.pdf
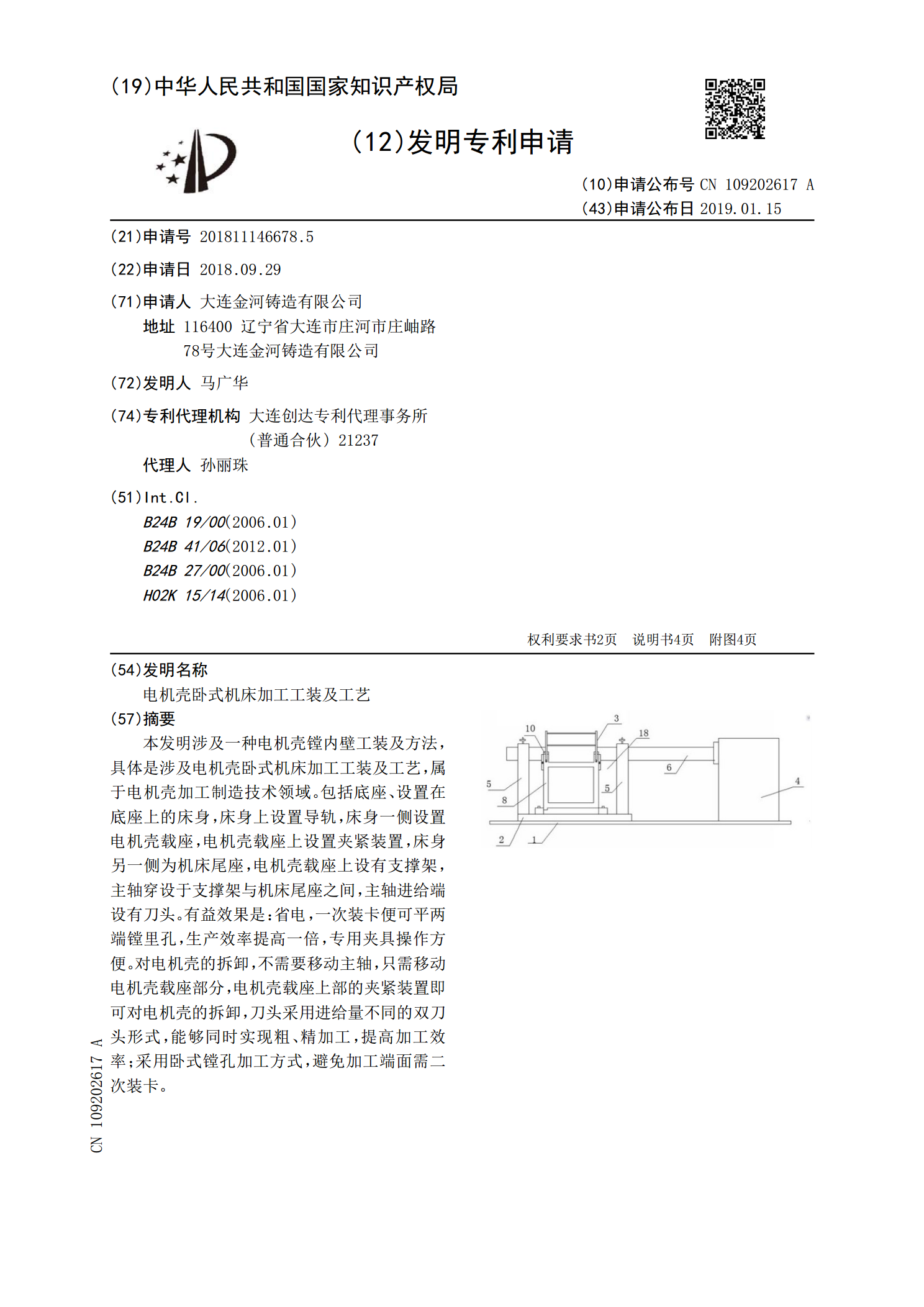
本发明涉及一种电机壳镗内壁工装及方法,具体是涉及电机壳卧式机床加工工装及工艺,属于电机壳加工制造技术领域。包括底座、设置在底座上的床身,床身上设置导轨,床身一侧设置电机壳载座,电机壳载座上设置夹紧装置,床身另一侧为机床尾座,电机壳载座上设有支撑架,主轴穿设于支撑架与机床尾座之间,主轴进给端设有刀头。有益效果是:省电,一次装卡便可平两端镗里孔,生产效率提高一倍,专用夹具操作方便。对电机壳的拆卸,不需要移动主轴,只需移动电机壳载座部分,电机壳载座上部的夹紧装置即可对电机壳的拆卸,刀头采用进给量不同的双刀头形式
旋转式电机机壳加工工装夹具.pdf
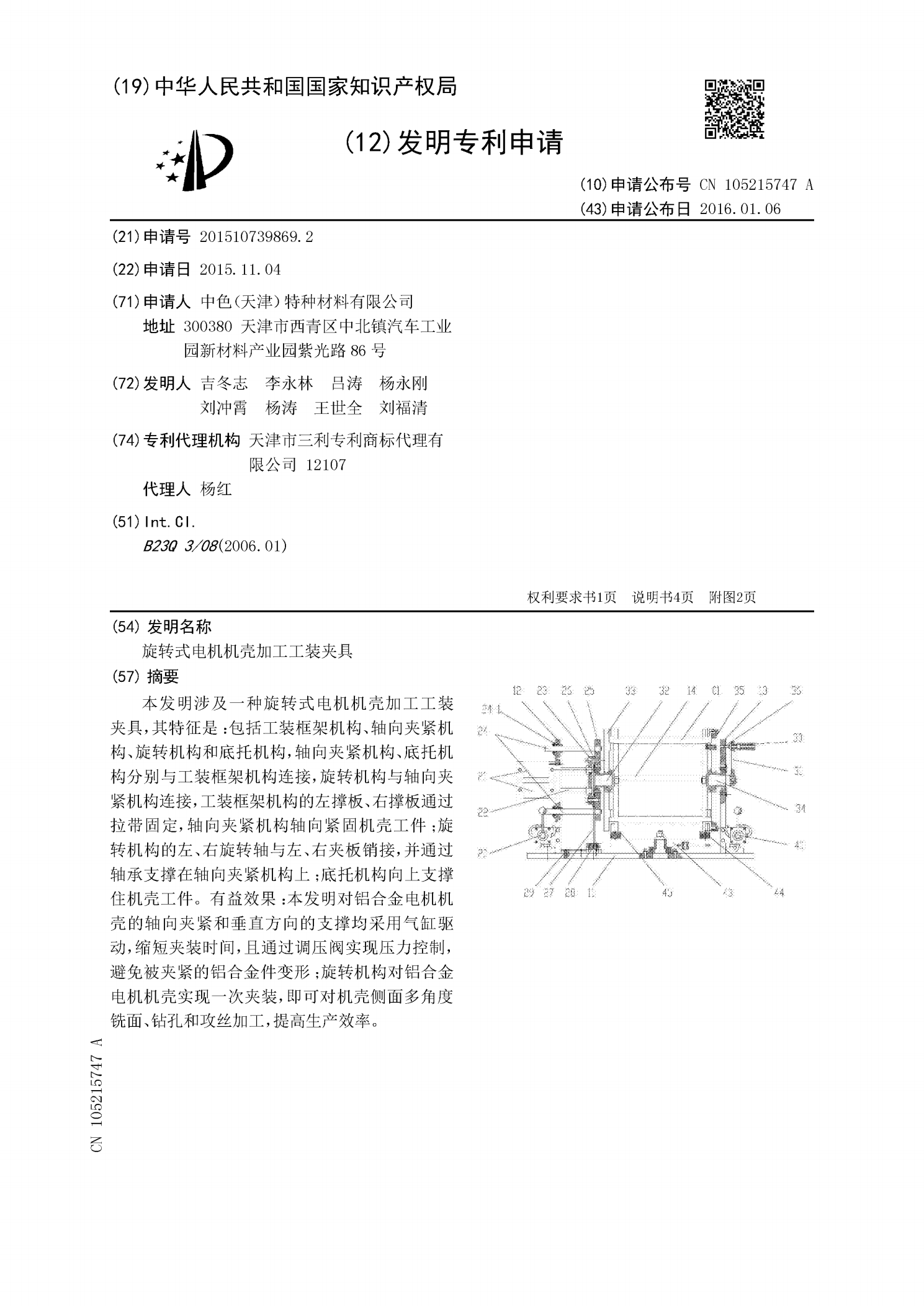
本发明涉及一种旋转式电机机壳加工工装夹具,其特征是:包括工装框架机构、轴向夹紧机构、旋转机构和底托机构,轴向夹紧机构、底托机构分别与工装框架机构连接,旋转机构与轴向夹紧机构连接,工装框架机构的左撑板、右撑板通过拉带固定,轴向夹紧机构轴向紧固机壳工件;旋转机构的左、右旋转轴与左、右夹板销接,并通过轴承支撑在轴向夹紧机构上;底托机构向上支撑住机壳工件。有益效果:本发明对铝合金电机机壳的轴向夹紧和垂直方向的支撑均采用气缸驱动,缩短夹装时间,且通过调压阀实现压力控制,避免被夹紧的铝合金件变形;旋转机构对铝合金电机
一种具有定心功能的风能发电机机壳加工装置及加工方法.pdf
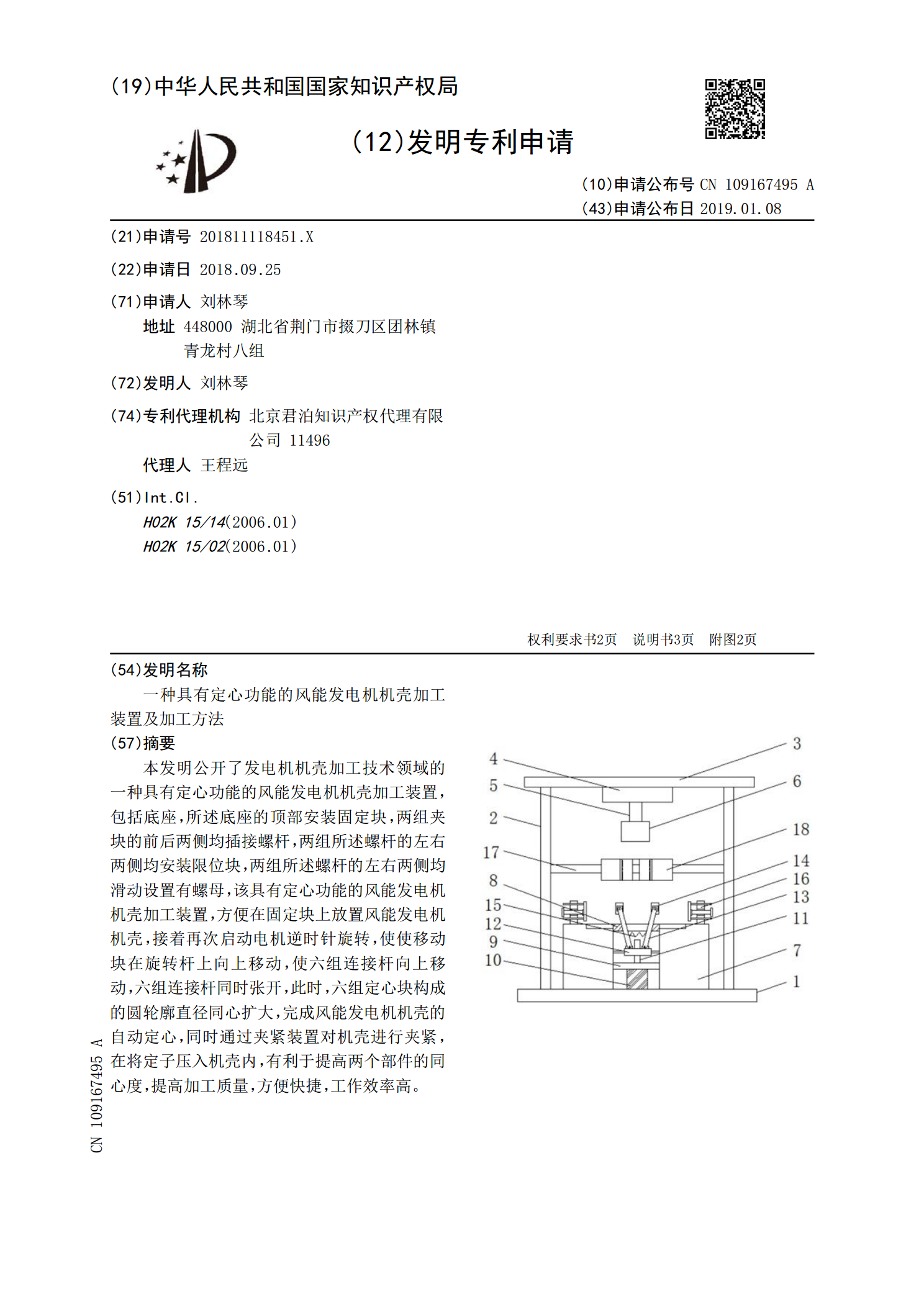
本发明公开了发电机机壳加工技术领域的一种具有定心功能的风能发电机机壳加工装置,包括底座,所述底座的顶部安装固定块,两组夹块的前后两侧均插接螺杆,两组所述螺杆的左右两侧均安装限位块,两组所述螺杆的左右两侧均滑动设置有螺母,该具有定心功能的风能发电机机壳加工装置,方便在固定块上放置风能发电机机壳,接着再次启动电机逆时针旋转,使使移动块在旋转杆上向上移动,使六组连接杆向上移动,六组连接杆同时张开,此时,六组定心块构成的圆轮廓直径同心扩大,完成风能发电机机壳的自动定心,同时通过夹紧装置对机壳进行夹紧,在将定子压入
电机壳体用加工设备.pdf
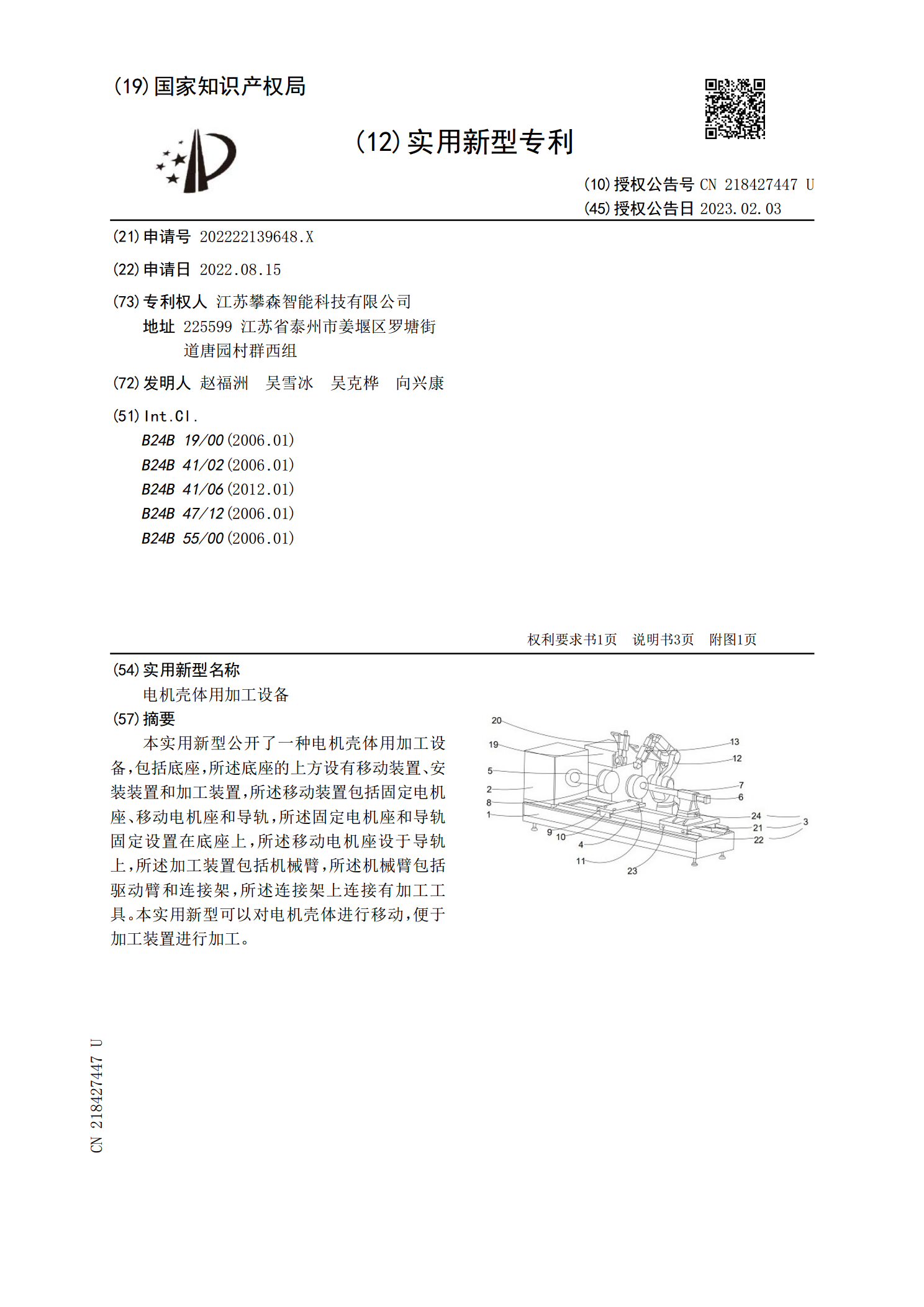
本实用新型公开了一种电机壳体用加工设备,包括底座,所述底座的上方设有移动装置、安装装置和加工装置,所述移动装置包括固定电机座、移动电机座和导轨,所述固定电机座和导轨固定设置在底座上,所述移动电机座设于导轨上,所述加工装置包括机械臂,所述机械臂包括驱动臂和连接架,所述连接架上连接有加工工具。本实用新型可以对电机壳体进行移动,便于加工装置进行加工。